鱿鱼丝加工车间现场微生物学分析和控制
2017-11-06 13:47朱亚珠
河北渔业 2017年10期
朱亚珠

摘 要:为了揭示鱿鱼丝在加工、运输和储存过程中受到真菌污染而变质问题,通过溯源的方法对鱿鱼丝生产车间现场进行微生物分析,结果表明各加工车间都存在着不同程度的真菌污染,其中烘干车间空气污染最为严重,只有建立起有效的GMP规范才能加以控制。GMP内容主要包括生产车间布局、车间环境卫生控制、生产设备的清洗、消毒,人员的要求。
关键词:鱿鱼丝;加工车间;真菌污染;GMP
鱿鱼丝是以鱿鱼为原料,经原料处理、蒸煮、调味渗透、烘烤、压延、拉丝、调味渗透、烘干等步骤加工而成的水产制品[1]。通常采用南太平洋鱿鱼、大西洋鱿鱼、北太平洋鱿鱼等为原料,经过了严格的加工工艺制作而成。调味鱿鱼丝不但味道鲜美、风味独特而且营养丰富,是备受消费者青睐的休闲食品。但是鱿鱼丝往往被真菌污染,引发质量问题和安全思考。目前,研究表明,对鱿鱼丝品质变化研究较多,如施文正,朱军莉,姚周麟,林丹,邹朝阳,吴少杰,吴帅帅[2-8]等,主要研究了鱿鱼丝在贮藏过程中褐变和甲醛含量控制的效果,江华珍等人对鱿鱼丝在贮藏过程中的菌相及腐败菌进行了分析[9],黄鹏晓等人对鱿鱼丝加工中真菌菌相变化规律及优势真菌的分离鉴定进行研究[10],但是如何从源头控制微生物的污染未见报道。
鱿鱼丝可能在加工、运输和储存过程中受到来自微生物的污染,尤其是在加工阶段就很容易滋生微生物,再加上车间环境卫生不达标,致使鱿鱼丝中微生物数量超标。根据各种对鱿鱼丝成品可能造成危害污染的微生物的生物学特性,深入车间现场调查,详细了解生产全过程,针对鱿鱼丝加工企业的生产环境、生产过程各环节半成品卫生状况分析,来确定真菌污染關键点,为进一步提高鱿鱼丝的品质和安全性提供依据。
1 材料与方法
1.1 实验原料
企业的辅料、半成品和成品鱿鱼丝:辅料、半成品及成品鱿鱼丝来源于生产现场抽取。
企业生产车间的空气:环境对照、烘烤、拉丝、调味、渗透、烘干车间空气从生产现场采取。
企业生产用具涂抹样:拉丝人员手掌表面、拉丝工作台面、拉丝机器内壁、塑料筐、调味机器内壁、烘干机器内壁从生产现场采取。
1.2 试剂与仪器
PDA培养基,杭州微生物试剂有限公司。迫击式均质器,法国interscience 公司。移液枪,德国Eppendorf。生化培养箱,宁波江南仪器厂。
1.3 原料采集
鱿鱼丝样品采样:分别在渗透工段、拉丝工段、调味混合工段、烘干包装间采样。分点随机抽取样品500 g,采样过程需在无菌操作下进行。
企业车间空气采样:采用空气平板沉降法。测定点必须距离墙壁30 cm以外,高度距地面1 m左右,将准备好的PDA培养基平板揭开盖子,进行空气沉降,暴露时间15 min[11] 。
生产物品表面采样:采用蘸有生理盐水的棉拭子在所需采样设备表面上涂抹50 cm2,然后迅速将棉拭子放到装有10 mL灭菌生理盐水的试管中待检[12]。
1.4 计数方法
原辅料、半成品、成品真菌计数:根据GB 4789.15-2014的方法进行[13]。主要步骤如下:称取待测样品25 g,放入225 mL带玻璃珠的无菌水中不停震摇10~15 min,至样品均匀分散。依次作6个稀释浓度,分别为10-1、10-2、10-3、10-4、10-5、10-6,取1 mL稀释液倒入PDA培养基中,每平板约含培养基20~25 mL,轻轻摇动平板使其混合均匀,每个样品做3个平行,放置于28~30 ℃培养箱中培养4~5 d。
空气真菌计数:将PDA平板培养曝皿在空气15 min,之后盖上盖子于28 ℃培养箱中培养3~5 d,然后进行平皿计数,计算公式如下:
空气中菌落总数(CFU/m3 ) = 50 000 N / (A·T)
式中:N-每个平板生长的菌落数;A-平板面积cm2;T-平板暴露时间min。
物品表面真菌计数:从浸泡有棉拭子的10 mL 生理盐水试管中取1 mL, 加入到含有20 mL左右PDA培养基的无菌培养皿内,然后置于28 ℃培养箱中倒置培养5 d,进行计数。
1.5 菌群鉴定
培养7 d后,从PDA培养基计数平板上挑选特征菌落进行初步镜检,确定菌种的种属[14]。
2 结果
2.1 鱿鱼丝加工过程中样品真菌污染分析
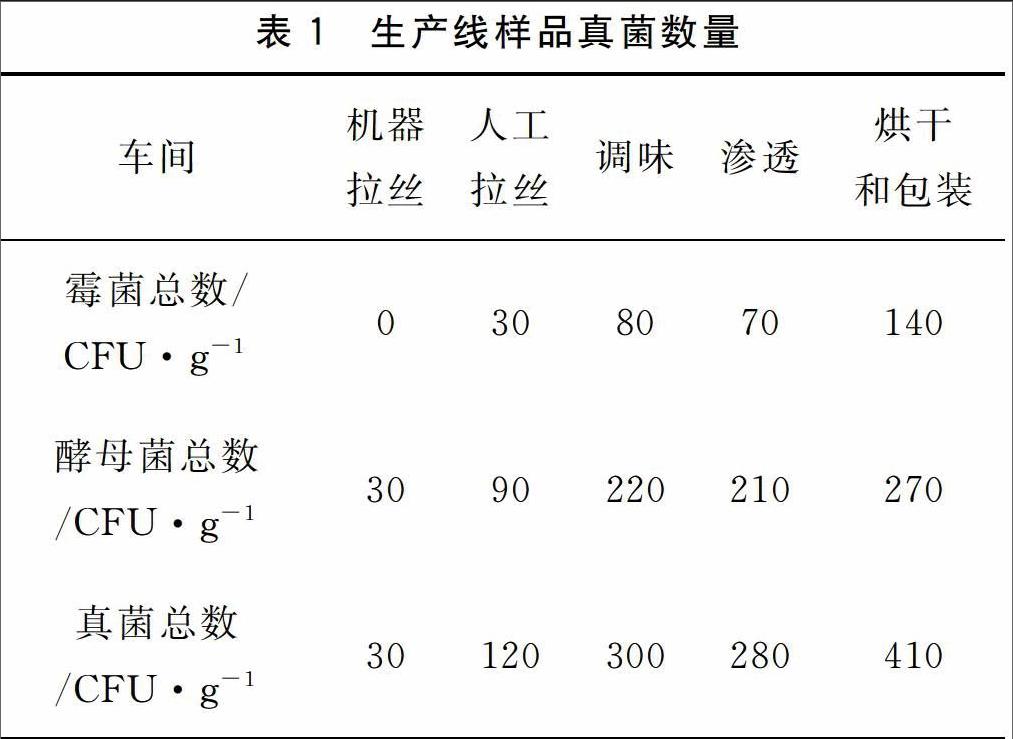
鱿鱼丝在贮藏过程中往往被微生物污染,在低水分的鱿鱼丝中霉菌比细菌更容易引起腐败,为了分析鱿鱼丝生产过程中真菌污染变化规律,对不同生产阶段(包括拉丝、调味、渗透、烘干、包装)鱿鱼丝样品中真菌数量进行检测,结果如表1所示。
由表1可知,在鱿鱼丝加工过程中,各加工阶段样品中真菌数量分别为30 CFU/g、120 CFU/g、300 CFU/g、280 CFU/g和 410 CFU/g,可以看出从拉丝到包装的各生产阶段真菌数量在增加,其中烘干包装车间鱿鱼丝中真菌数量增加最快,是加工过程中真菌污染的主要环节。
黄鹏晓已经对鱿鱼丝中的优势真菌进行鉴定[10],在成品鱿鱼丝中有4种霉菌和6种酵母菌;霉菌主要是茎点霉属、杂色曲霉、青霉属、枝孢霉属,酵母菌主要是丝孢酵母、假丝酵母属、座囊菌属、热带假丝酵母、隐球酵母属、胶红酵母,并研究鱿鱼丝加工过程中这些真菌的变化规律,在机器拉丝车间鱿鱼丝中存在3种酵母菌,在人工拉丝车间的鱿鱼丝中存在5种酵母菌和2种霉菌,在调味、渗透、烘干车间鱿鱼丝中存在6种酵母菌和4种霉菌。
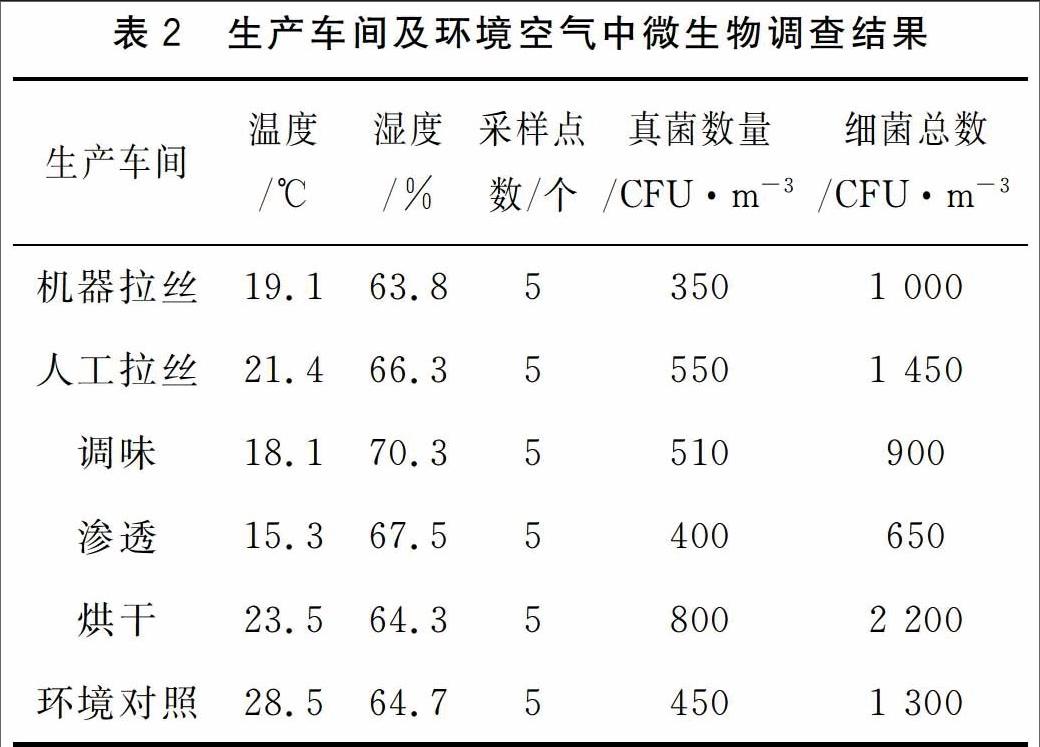
鱿鱼丝样品中真菌菌落数量变化趋势和车间空气检测(表2)结果基本相似,从机器拉丝阶段到调味阶段,鱿鱼丝样品中真菌数量不断增加,可能原因是人工拉丝车间空气或者工作人员拉丝过程中污染了鱿鱼丝样品;其次随着调味剂的添加,带入了一些真菌,使鱿鱼丝受到二次污染,导致菌落数量急剧增加;在渗透车间,由于调味料的加入使鱿鱼丝中渗透压的增高,导致在渗透车间鱿鱼丝样品中真菌数量稍微有所降低,另一个原因在低温下渗透也抑制了真菌快速的繁殖;在烘干车间污染加重,说明在干燥时烘房空气真菌再次污染了鱿鱼丝,而且包装时工作人员再次污染鱿鱼丝,导致成品鱿鱼丝中霉菌的数量急剧升高,致使真菌含量超标(企业标准:霉菌≤50 CFU/g、酵母菌≤100 CFU/g)。endprint
2.2 车间空气真菌变化规律分析
由表2所示,由于温度、气流、湿度等条件的影响,不同的生产车间微生物数量有一定的差别。烘干车间空气污染最为严重,真菌数量为800 CFU/m3,细菌总数为2 200 CFU/m3;拉丝车间次之,真菌数量为550 CFU/m3,细菌总数为1 450 CFU/m3。参照《公共场所卫生标准》,车间空气中细菌数应小于2 080 CFU/m3,所以烘干车间空气中细菌总数明显超标,整个生产车间的霉菌和酵母菌污染情况也相当严重。
由表3所示,不同的生产车间真菌菌相组成比例也有一定的差别。在烘干车间空气中,青霉菌所占真菌总数的比例最高为33.4%(对照组为24.5%);在调味车间,曲霉属所占真菌总数的比例最高为37.3%(对照组为32.8%);在人工拉丝车间,酵母属所占真菌总数的比例最高为25.9%(对照组为21.5%)。
2.3 生产用具表面及辅料真菌污染分析
从表4可知,除了拉丝机器和人员手掌表面真菌污染较小以外,整个生产车间用具、工作台面,均受到不同程度的霉菌和酵母菌污染,其中调味机器内壁、塑料框、烘干机器内壁、拉丝工作台面霉菌和酵母菌污染比较严重。辅料中霉菌和酵母菌的污染给鱿鱼丝的生产带来了二次污染,应严格把好质量关。这与各阶段鱿鱼丝样品、生产车间空气霉菌和酵母菌污染调查结果相同,需要对人工拉丝、调味车间、烘干车间的霉菌和酵母菌污染进行预防和抑制。同时,车间内的塑料框在使用过程中因磨损拉毛,造成框体不易清洗干净,使微生物容易附着繁殖,建议更换为不锈钢容器。
從鱿鱼丝加工现场微生物分析来看,在鱿鱼丝加工过程中,各加工阶段样品的真菌数量分别为30 CFU/g、120 CFU/g、300 CFU/g、280 CFU/g和 410 CFU/g,大部分工段超标,调味车间和烘干包装车间是加工过程中真菌污染的主要环节。生产车间环境卫生状况差异显著,烘干车间空气污染最为严重,真菌数量为800 CFU/m3,细菌总数为2 200 CFU/m3;拉丝车间次之,真菌数量为550 CFU/m3,细菌总数为1 450 CFU/m3。整个生产车间用具、工作台面,均受到不同程度的霉菌和酵母菌污染,其中调味机器内壁、塑料框、烘干机器内壁、拉丝工作台面霉菌和酵母菌污染比较严重。
3 鱿鱼丝企业实施GMP防控真菌污染的关键点
良好操作规范(Good Manufacturing Practice,GMP)是保证食品具有高度安全性的良好生产管理体系,其基本内容是从原料到成品全过程中各环节的卫生条件和操作规程。《保健食品良好生产规范》和《膨化食品良好生产规范》就是我国最先实施的GMP,之后卫生部加大了对乳制品、熟肉制品、饮料卫生安全问题,也逐渐引入了GMP标准[16]。随着水产品精深加工技术的快速发展,许多特色休闲食品也如雨后春笋般出现在人们的日常饮食中。目前鱿鱼已成为国内水产品加工业的主要组成部分之一,鱿鱼丝的生产也已经形成了较大的规模。因此,建立符合鱿鱼丝加工企业要求的GMP规范和技术操作规程对整个鱿鱼丝产业的发展具有至关重要的作用。
各个食品领域实施GMP的主要内容十分相似,主要包括“硬件”和“软件”两部分[16]。硬件就是食品加工企业的车间、生产设备、卫生设施等方面的技术要求,而软件则是指管理制度方面的规定,如生产工艺、管理组织等。鱿鱼丝生产中的GMP内容主要包括以下几点:生产车间布局,车间环境卫生控制,生产设备的清洗、消毒,人员的要求。
3.1 生产车间布局总体设计
鱿鱼丝生产车间环境必须整洁干净,生产车间内部不能存放辅料,避免原辅料对半成品和成品的二次污染[17]。人流和物流通道要独立设计[18];天花板的装修材料应该选用不吸水、表面光亮洁净、耐腐蚀、不吸收尘埃的材料;装修时天花板可设置一定的坡度,防止真菌以及其他微生物的滋生。在各生产车间的墙壁上用防霉涂料粉刷并安装排气扇,合理设计排水系统,确保没有滞留水死角;污水净化、排放设施以及其他污染源不得安放在生产车间主风向的上方;车间内的加工使用的设备应该便于清理、维护,不能存在滋生微生物的污染源。整个生产车间包括原辅料、蒸煮、拉丝、调味、渗透、烘干和包装,每10 m2安装一盏30 W的紫外灯[19]。
3.2 车间环境卫生控制
3.2.1 人工拉丝车间 人工拉丝车间主要是车间工人再次对鱿鱼丝进行拉丝的场所,这个环节容易带入真菌,污染鱿鱼丝。从车间环境卫生情况得知:在人工拉丝车间空气中真菌数量达到550 CFU/m3,细菌数量为1 450 CFU/m3;在对鱿鱼丝各阶段样品分析可知:从机器拉丝到人工拉丝,样品中的真菌数量从30 CFU/g增加到了120 CFU/g;从以上数据分析可看出人员工作时带入的真菌污染了空气,同时在拉丝时也可能带入了真菌。为了减少人员带来的污染,对于工作人员要进行严格控制个人卫生情况,拉丝工人进行鱿鱼丝拉丝前必须穿戴整洁无菌的衣物,不仅要戴好工作帽防止头发掉落,而且要戴好手套,每两小时用酒精消毒一次。
工作台面也是控制的关键点,务必要采用耐腐蚀、不吸水、不变形的材料且台面的边角处应该设置为一定的弧度,这样不仅可以避免死角出现,保持表面清洁,而且能够防止积累鱿鱼丝碎末或者其他污垢。对于台面的清洗可以采用干洗后酒精消毒的方法,因为水洗容易会造成环境潮湿,更加易于积累鱿鱼丝粉末,加大了微生物污染的可能性。用浸泡于消毒液(如100 mg/L次氯酸钠或者40~50 mg/L二氧化氯)并拧到半干的毛巾擦拭,再用75%酒精喷洒。
3.2.2 调味车间 调味车间是鱿鱼丝生产中最容易带入真菌的环节,从鱿鱼丝各阶段样品分析中得知,从人工拉丝到调味阶段,样品中的真菌数量从120 CFU/g迅速增加到了300 CFU/g。究其原因,可能是辅料给鱿鱼丝带来了二次污染。因此,企业在采购辅料时必须严格把好关,必须要求提供商出示具有卫生合格的检疫证明,确保原料在进厂前的微生物状况。而且,在进行调味时,可适当添加抑菌剂及控制pH,可有效防止鱿鱼丝中真菌的繁殖及二次污染。最后,为了防止生产用具、设备和工作台面真菌污染,可采用紫外线照射进行表面消毒,防止真菌滋生。endprint
3.2.3 烘干车间 烘干车间作为鱿鱼丝水分含量控制的关键环节,从车间环境卫生情况分析中,可以看出该车间环境卫生状况最差,真菌含量达到了800 CFU/m3,细菌含量更是超过《公共场所卫生标准》中对食品企业车间空气中细菌数的要求(小于2 080 cfu/m3)。车间环境温度偏高(23.5 ℃),这也是该车间空气中真菌数量多的一个原因。所以,在烘干工段应安装一定量的温度调节系统,维持环境温度低于20 ℃,控制真菌的污染。在烘干过程难免会产生的一些水蒸气使车间湿度加大,所以,应当在烘干工段安装除湿装置,确保车间环境湿度在一个较低的范围内。
加强对车间空气的消毒,可以采用紫外线照射方法、臭氧消毒方法、二氧化氯活性气体消毒方法。
3.3 生产设施和设备
主要包拉丝机器、调味机器、烘干机器、工作台、容器等,应采用耐腐蚀、不吸水的材料,设备本身易于拆洗、消毒。对于生产车间,每天生产前“酒精喷洒”;生产期间每一小时对工具消毒清洗一次,在每天工作完毕后,地面、通道、工作台面、生产用具、工作衣、手套、帽、胶靴等必须洗刷干净及进行消毒,使其消毒后符合食品接触面的微生物指标要求。
3.4 人员
人员是实行GMP要求的四个因素之一,在我国水产食品加工业中它有着举足轻重的作用。如在鱿鱼丝加工中就需要人员进行拉丝工作。对于工作人员,应该加强学习GMP的理论知识,了解水产食品加工的基础知识,使其严格按照GMP要求中的规范进行生产操作。而且,接触产品的工作人員必须定期进行身体健康检查,以免带入病菌。尤其是清洁区与非清洁区或低清洁区与高清洁区之间,如果需要互相调动员工,调动前对他们的手、手套和围裙等工作所需用品进行喷洒消毒或重新发放。
4 结论
本文从鱿鱼丝加工现场微生物分析真菌污染情况,从理论上探讨了鱿鱼丝企业实施GMP防控真菌污染的主要措施,鱿鱼丝生产中的GMP内容主要包括生产车间布局,车间环境卫生控制,生产设备的清洗、消毒,人员的要求。对于不同鱿鱼丝企业实施GMP需相应结合自身特色进行进一步实际探讨。参考文献:
[1] 夏松养.鱿鱼丝生产工艺技术的研究[J].食品工业科技,2004,25(1):94-95.
[2] 施文正,朱孔辉,江之和.鱿鱼丝产品色变的研究[J].江苏农业科学.2010(3):366-367.
[3] 朱军莉,孙丽霞,董靓靓,等.茶多酚复合柠檬酸和氯化钙对秘鲁鱿鱼丝贮藏品质的影响[J] 茶叶科学2013,33(4):377-385.
[4] 姚周麟,周星宇,丁士芳,等.电子束冷杀菌对即食鱿鱼丝保藏作用的研究[J].食品工业科技,2009(6):323-325.
[5] 林丹,薛勇,崔宏博,等.秘鲁鱿鱼丝褐变抑制剂的筛选[J].食品工业科技,2012(3):292-296.
[6] 邹朝阳,李学鹏,蒋圆圆,等.秘鲁鱿鱼丝贮藏过程中甲醛及相关品质指标的变化[J].食品工业科技,2015(5):315-320.
[7] 吴少杰,朱强,吕玲玲,等.鱿鱼丝不同包装条件下细菌学研究[J].安徽农业科学,2011,39(7):4034-4036.
[8] 吴帅帅,朱军莉,沈鹏,等.真空包装结合甲醛抑制剂对鱿鱼丝贮藏品质的影响[J].中国食品学报,2014(5):148-156.
[9] 江华珍,翁佩芳,沈宁春.鱿鱼丝菌相分析与腐败菌的分离鉴定[J].食品工业科技,2011,32(8):195-197,201.
[10] 黄鹏晓,吴祖芳,沈飚,等.鱿鱼丝加工中真菌菌相变化规律及优势真菌的分离鉴定[J].现代食品科技,2016(5):98-103,111
[11] 北京市卫生防疫站.卫生防疫微生物检验操作规程(下册)[M].北京:北京出版社,1991
[12] 公共场所卫生标准检验方法:GB/T18204.4-2013[S].北京:中国标准出版社,2014.
[13] 食品安全国家标准 食品微生物学检验霉菌和酵母计数:GB 4789.15-2016[S].北京:中国标准出版社,2017.
[14] 叶世泰,乔秉善,陈英杰.中国致敏空气真菌学[M].北京:人民卫生出版社,1992.
[15] 高岩.新时期我国GMP发展进程及对策的研究[D].郑州:郑州大学,2009.
[16] 曾庆贤.GMP与现代食品工厂设计[M].北京:化学工业出版社,2006.
[17] 无锡轻工大学.中国轻工业上海设计院食品工厂设计基础[M].北京:中国轻工业出版社,2000.
[18] 缪德哗.药品生产规范(GMP)实施指南[M].北京:企业管理出版社,1993.
[19] 郁庆福.现代卫生微生物学[M].北京:人民卫生出版社,1995.endprint