
海洋生产立管接头特殊螺纹有限元分析*
2017-11-06 01:41王耀锋李爱利刘远波左其川周亚辉李秀珍
焊管 2017年9期
王耀锋,李爱利,刘远波,杨 虎,左其川,周亚辉,李秀珍
(1.宝鸡石油机械有限责任公司,陕西 宝鸡 721001;2.国家油气钻井装备工程技术研究中心,陕西 宝鸡721001)
海洋生产立管接头特殊螺纹有限元分析*
王耀锋1,2,李爱利1,2,刘远波1,2,杨 虎1,2,左其川1,2,周亚辉1,2,李秀珍1,2
(1.宝鸡石油机械有限责任公司,陕西 宝鸡 721001;2.国家油气钻井装备工程技术研究中心,陕西 宝鸡721001)
为了适应海洋水下生产立管的苛刻工况,设计了一种顶端张紧式生产立管螺纹接头,并采用有限元接触分析模型对该接头进行了相关的力学分析。通过Abaqus有限元软件计算对比了接箍螺纹与管体强度,模拟立管的上扣过程,计算最佳上扣扭矩,研究了该模型在上扣扭矩、上扣和内压、上扣和拉伸、上扣和拉伸及内压四种载荷下的密封性能。有限元分析结果表明,密封面接触压力随内压的增加而增加,单轴拉伸载荷使得密封面的接触压力有所减小,拉伸载荷和内压共同作用时密封面上的接触压力呈增加趋势,但是增加的幅度要比仅受内压作用时小。该海洋生产立管特殊螺纹的强度优于管体,密封性能可靠,满足设计要求。
特殊螺纹;海洋生产立管;有限元分析
全球经济发展对油气能源的依存度逐年提高,虽然当前原油价格持续走低,市场低迷,但海洋油气开发仍呈缓慢增长态势,是未来全球油气开发的新趋势[1]。海洋立管系统是连接水面浮式装置和位于海床的海底设备的导管,有多种结构,如自由悬挂的钢悬链线立管(SCR)、顶端张紧式立管(TTR)、惰性S立管、陡峭型S立管、惰性波浪立管和陡峭型波浪立管等。
顶端张紧式立管属于刚性立管,是深海立管的一种常用形式,一般用于钻井、完井或生产,可分为钻井立管和生产立管。顶端张紧式生产立管最早应用于1984年的一艘Hutton的TLP船上,该船位于英国北海,水深148.13 m(486 ft)。TTR生产立管后来也用于1996年投入使用的第一艘SPAR平台Neptune上。顶端张紧式生产立管工作时承受风、浪、流、顶张力等动态载荷,这些载荷随时间作周期性变化,从而使得顶端张紧式生产立管产生交变应力[2]。在交变应力作用下,虽然立管系统中的应力远远低于其屈服极限,但长期反复作用后,立管接头或焊缝甚至本体也会产生疲劳裂纹,导致立管疲劳失效。
虽然油套管特殊螺纹研究及评价技术得到了业界的广泛关注,并做了大量的相关研究[3-12],但针对海洋水下顶端张紧式生产立管苛刻工况的特殊螺纹研究与应用方面的研究却很鲜见。本研究设计了一种海洋顶端张紧式生产立管螺纹接头,并建立了有限元接触分析模型。通过Abaqus有限元软件计算对比了接箍螺纹与管体强度,模拟立管的上扣过程,计算最佳上扣扭矩,研究了该模型在上扣扭矩、上扣和内压、上扣和拉伸、上扣和拉伸及内压四种载荷下的密封性能。有限元分析结果表明立管特殊螺纹强度优于管体,密封性能可靠,满足设计要求。
1 生产立管接头结构及其参数
本研究涉及的海洋生产立管接头结构如图1所示。由图1可见,接头由母接头、公接头、特殊螺纹和密封圈组成。立管接头主要参数见表1。立管接头密封采用金属过盈密封和弹性密封的复合密封方式,螺纹牙顶和牙底采用大圆角过渡,母接头和公接头螺纹端部设有应力释放槽。
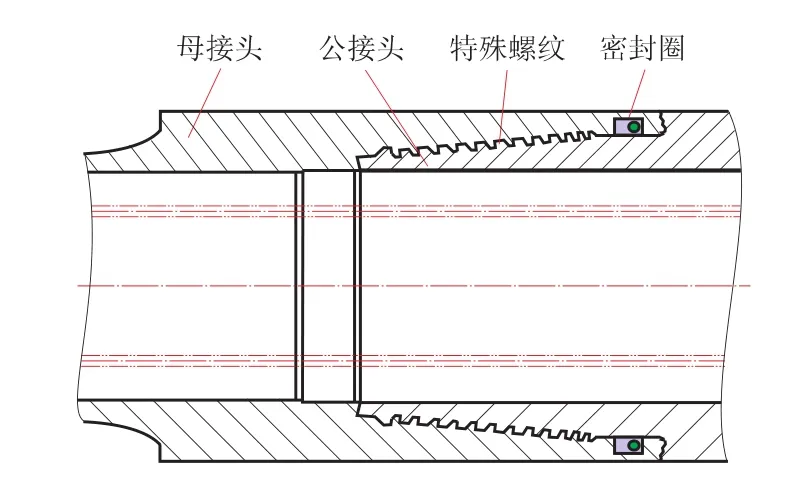
图1 立管接头结构示意图
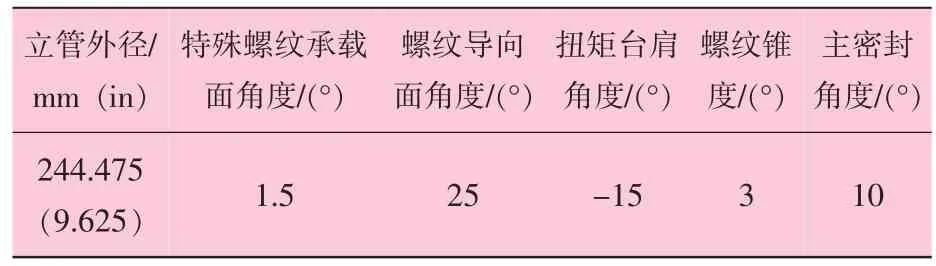
表1 立管接头主要参数
2 生产立管有限元模型的建立
依据生产立管的方案设计图纸,对立管接头结构局部进行了部分简化,并建立了有限元模型。因立管主体可看成一旋转体,为减少计算工作量,减小分析的规模,选择平面轴对称模型,按其约束及受力特征取其平面模型进行分析计算。
首先采用Auto CAD设计软件建立二维模型,再导入Abaqus软件的轴对称模型。建立的立管有限元模型如图2所示。
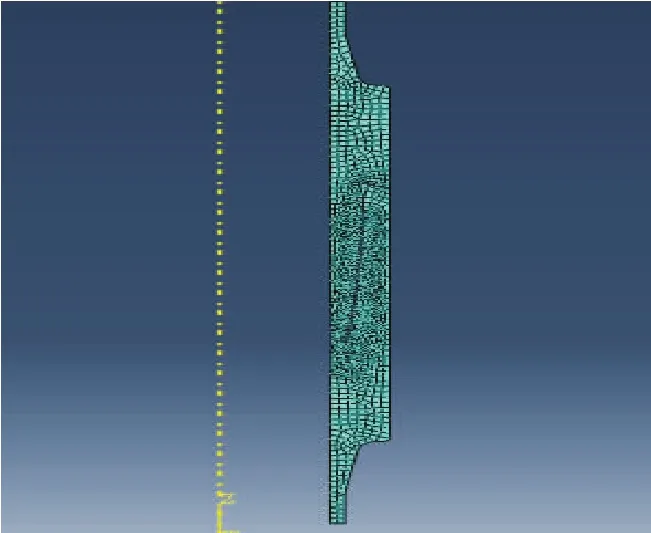
图2 立管有限元模型
2.1 假设条件
根据生产立管结构的特点,分析中采用了相应的简化和假设:①接箍和立管材料为各向同性的;②立管材料进入屈服后为各向同性强化;③不计小螺纹升角的影响。
2.2 材料力学性能参数
特殊螺纹公母接头材料均选用合金钢,并经调质处理, σs≥588 MPa。
2.3 边界条件及载荷
特殊螺纹接头本体可简化为一平面轴对称模型,下端部采用固定的边界条件进行约束计算。生产立管接头内部承受35 MPa的内压,接头上端部加载124.4 MPa。立管接头的边界条件及载荷模型如图3所示。
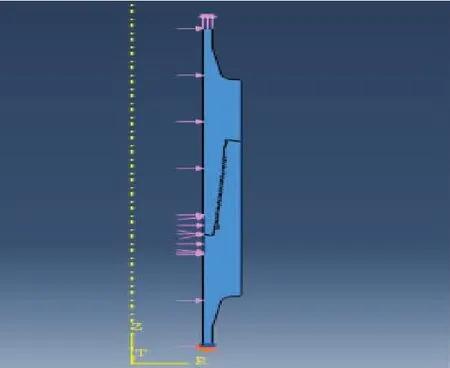
图3 立管接头的边界条件及载荷模型
2.4 单元划分
采用平面四面体单元进行划分,对于螺纹承载处及扭矩台肩、金属过盈密封处均进行局部网格细化,主密封部分有限元单元均匀划分为12个节点,划分网格后的有限元模型见图2。
2.5 不同工况下的分析计算
2.5.1 工况Ⅰ
工况Ⅰ—计算对比接箍螺纹与管体强度。目前工业界认为,要提高接头的连接效率,接头的失效模式不允许是脱扣失效,而应是断裂失效,只有这样,才能充分发挥接头材料的潜力。因此在本工况中立管内部承受35 MPa的内压,接头上端部加载588 MPa。这个加载条件远远大于其真正工作时候的受力状态,目的是研究接头特殊螺纹的承载能力是否等于或者大于管体的承载能力。
2.5.2 工况Ⅱ
工况Ⅱ—模拟立管的上扣过程,计算最佳上扣扭矩。实际计算时,上扣过程用过盈量来模拟。根据设计要求,立管在上扣到理想工作位置时各接触面的干涉量是一定的。根据设定的过盈量,可以计算出立管接头的应力分布以及接触面上各节点的接触力。不考虑小螺纹升角的影响,上扣扭矩应完全由密封面、台肩面及啮合面上的切向摩擦力所提供的反扭矩来平衡。通过Abaqus有限元软件计算,可以得出过盈配合时啮合面上的接触反力,再由接触反力计算出摩擦力,最后由摩擦力和半径可得到最佳的上扣扭矩值。
2.5.3 工况Ⅲ
工况Ⅲ—各载荷下密封性能研究:①计算上扣载荷下,立管接头上的应力分布,研究上扣载荷下螺纹密封性能;②计算上扣+内压载荷,研究上扣+内压载荷下螺纹密封性能;③计算上扣+拉伸载荷,研究上扣+拉伸载荷下螺纹密封性能;④计算上扣+内压+拉伸载荷,研究上扣+内压+拉伸载荷下螺纹密封性能。
3 生产立管有限元模型计算结果分析
3.1 工况Ⅰ
采用Abaqus软件的后处理模块,对有限元模型进行求解计算,生产立管工况Ⅰ条件下的应力云图如图4所示。
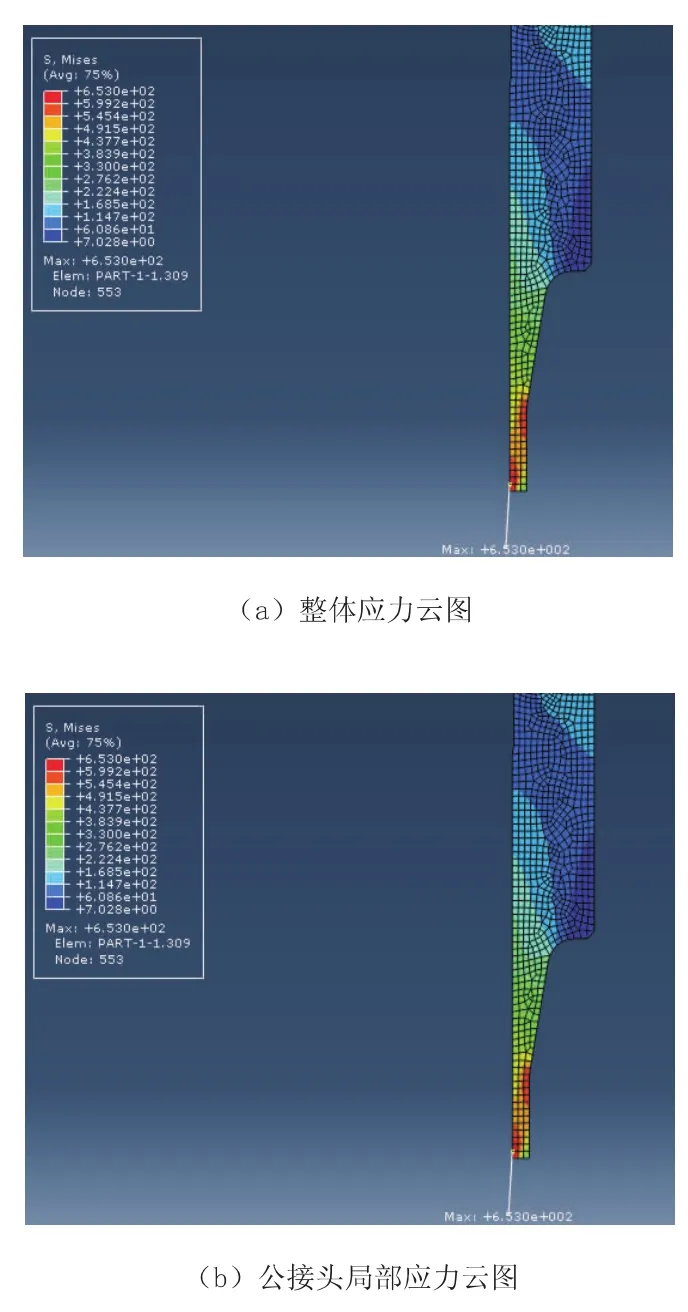
图4 生产立管工况Ⅰ条件下的应力云图
该工况下,应力最大处为公接头管体处,其值为653 MPa,母接头管体处的应力值与之相当,接箍螺纹处的最大应力只有584 MPa。这表明立管接箍的连接能力是优于管体的,即当管体已经处于屈服的时候接箍处的应力值还没有达到,满足了设计要求。
3.2 工况Ⅱ
通过设置过盈量模拟上扣过程,可以计算出上扣后各接触面上的接触压力。不考虑小螺纹升角的影响,与上扣扭矩相平衡的反扭矩由各接触面上的环向摩擦力提供,计算出接触面上各节点的反力和半径,由公式(1)可得出近似的上扣扭矩M。

式中:Fi—各节点接触力,N;
Ri—各节点半径,m;
μ—摩擦系数,鉴于螺纹表面镀层以及螺纹脂的影响,取摩擦系数为0.02。
3.3 工况Ⅲ
该立管的设计载荷为:轴向拉力124.4 MPa,内压35 MPa。在设计载荷作用下,接头的密封面会发生复杂的变形,下面的分析基于公称尺寸的上扣立管,在设计载荷情况下的计算结果。
立管上扣后,在拉伸和内压工况下,其接触段的接触压力也会随之变化。为了保证连接密封,接触压力不可以有显著降低。在此,影响接触压力的有两个因素:①轴向拉力,轴向拉伸使得立管管体从接箍中有往外滑动的变形,这会导致密封段过盈配合量减小;②内压,立管的内部压力使得内外接头均有膨胀变形,从而影响接触压力。
3.3.1 上扣扭矩载荷
该载荷下的有限元计算结果表明,主密封第二个节点处出现最大接触力,其值为2.668×105N,扭矩台肩接触最大反力位置为节点为node757,最大接触力为5.86×105N;该载荷下Mises最大应力为583 MPa,出现位置为节点为node535。
3.3.2 上扣+内压载荷
该载荷下有限元计算结果表明,主密封第二个节点处出现最大接触力,其值为4.186×105N,扭矩台肩接触最大反力位置为节点为node757,最大接触力为6.037×105N;该载荷下Mises最大应力为564 MPa,出现位置为节点为node535。
3.3.3 上扣+拉伸载荷
该载荷下有限元计算结果表明,主密封第二个节点处出现最大接触力,其值为2.646×105N,扭矩台肩接触最大反力位置为节点为node757,最大接触力为5.348×105N;该载荷下Mises最大应力为520 MPa,出现位置为节点为node535。
3.3.4 上扣+拉伸+内压
该载荷下有限元计算结果表明,主密封第二个节点处出现最大接触力,其值为4.165×105N,扭矩台肩接触最大反力位置为节点为node757,最大接触力为5.522×105N;该载荷下Mises最大应力为502 MPa,出现位置为节点为node535。
该载荷下有限元计算结果表明,螺纹处的最大应力值为283 MPa,小于许用应力,未产生塑性变形,因此可有效避免粘扣现象,满足重复使用的要求。对于金属密封的部位重点考察接触压力和接触长度,主密封和台阶的接触压力云图如图5所示,该载荷下主密封长度为10.2 mm,为设计长度的93%,满足设计要求;该载荷下扭矩台肩密封长度为7.2 mm,为设计长度的81%。
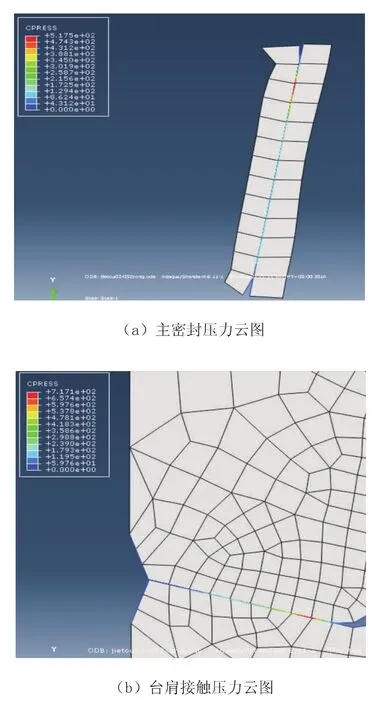
图5 上扣+拉伸+内压载荷下主密封和台阶的接触压力云图
3.3.5 各载荷下密封性能研究
各载荷下主密封各节点的接触力分布如图6所示。按照以下两个原则对设计的海洋生产立管特殊螺纹主密封性能进行评价:①密封面的接触压力应大于其可能承受的内压力;②上扣后密封面上的应力状态应低于材料的屈服强度。
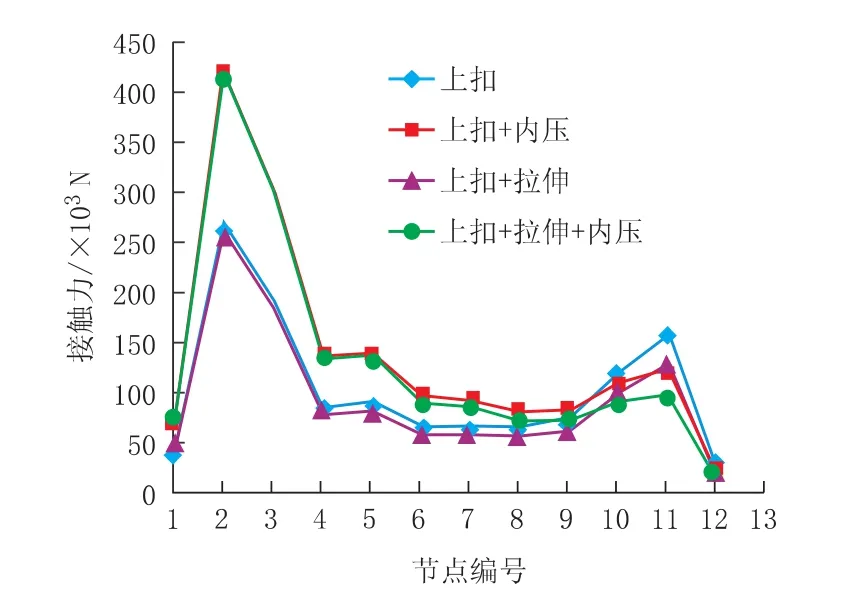
图6 各载荷下主密封各节点接触力分布
通过以上各载荷下有限元分析结果可得出以下结论:各载荷下密封性能满足设计要求,接触压力最大的点都在757节点,即处于扭矩台肩上;单轴拉伸的作用使得密封面的接触压力减小,但幅度不大;有内压时公接头的膨胀率要比母接头大,使得公母接头越压越紧,密封面上接触压力随内压的增加而增加;拉伸载荷和内压共同作用时,密封面上的接触压力呈增加趋势,但是增加的幅度要比仅受内压作用时小。
4 结 论
(1)设计了一种适应海洋生产立管接头的特殊螺纹,建立了有限元接触分析模型。计算对比接箍螺纹与管体强度,模拟立管的上扣过程,计算最佳上扣扭矩,研究了该模型在上扣扭矩、上扣和内压、上扣和拉伸、上扣和拉伸及内压四种载荷下密封性能。
(2)有限元分析结果表明,立管特殊螺纹的强度优于管体,单轴拉伸的作用使得密封面的接触压力减小,但幅度不大;内压时公接头的膨胀率要比母接头大,使得公母接头越压越紧,密封面上接触压力随内压的增加而增加;拉伸载荷和内压共同作用时,密封面上的接触压力呈增加趋势,但是增加的幅度要比仅受内压作用时小。
(3)有限元分析结果表明,立管特殊螺纹的强度优于管体,密封性能可靠,能满足设计要求。
[1]李昌亮,田红平,栾强.水下油气装备VGX钢圈密封型面设计[J].石油机械,2016,44(12):42-48.
[2]API RP 16Q—1993(R2010),Recommended Practice for Design,Selection,Operation and Maintenance of Marine Drilling Riser Systems[S].
[3]石油专用管编辑部.特殊螺纹接头专辑[M].西安:陕西科技出版社,1993.
[4]谢香山.油井管特殊螺纹接头的发展[J].钢管,2000,29(5):9-12.
[5]吕拴录,韩勇,赵克枫,等.特殊螺纹接头油套管使用及展望[J].石油工业技术监督,2000,16(3):1-4.
[6]高连新,金烨,张居勤.石油套管特殊螺纹接头的密封设计[J].机械工程学报,2005,41(3):216-220.
[7]高连新,史交齐.油套管特殊螺纹接头连接技术的研究现状及展望[J].石油矿场机械,2008,37(2):15-19.
[8]蔡晓闻,高连新.我国油套管特殊螺纹接头的发展现状[J].钢管,2008,31(4):41-44.
[9]陈建国.日本特种套管接头密封结构分析[J].石油钻井工程,1994(4):29-35.
[10]永作重夫,徐念平,徐克彬.优质螺纹VAM系列新家族—TM 接头[J].石油钻采工艺,1995,17(3):90-95,98.
[11]李瑞涛,杨美金,王耀锋,等.特殊螺纹接头的研究现状分析[J].焊管,2009,32(1):11-20.
[12]张居勤.国外油井管特殊扣的主要类型及特点[J].钢管,2005,34(3):56-60.
Finite Element Analysis of Special Thread for Marine Production Riser Joint
WANG Yaofeng1,2, LI Aili1,2, LIU Yuanbo1,2, YANG Hu1,2,ZUO Qichuan1,2, ZHOU Yahui1,2, LI Xiuzhen1,2
(1.Baoji Petroleum Machinery Co.,Ltd.,Baoji 721001, Shaanxi, China;2.National Oil&Gas Drilling Equipment Engineering Technology Research Center, Baoji 721001, Shaanxi, China)
In order to adapt to the harsh conditions of marine underwater production riser,a kind of top tensioning production riser threaded joint was designed,and the related mechanical analysis to this threaded joint were conducted by adopting finite element contact analysis model.Calculated and compared coupling thread and pipe body strength by Abaqus finite element software,simulated the make-up process of riser,calculated the best make-up torque,and simulated the sealing performance of the model under four kinds of loads,such as upper buckle torque,upper buckle and internal pressure,upper buckle and stretch,upper buckle and stretch and internal pressure.Finite element analysis results indicated that the sealing surface contact pressure increases with the increase of internal pressure,the uniaxial tensile load makes the sealing surface contact pressure reduce,the contact pressure on the sealing surface shows an increasing trend when the tensile load and internal pressure are combined,but the increase extent is smaller than that of the internal pressure.The strength of this marine production vertical pipe special threads is better than pipe body,the sealing performance is reliable and meets the design requirements.
special thread; marine production riser; finite element analysis
TE951
B
10.19291/j.cnki.1001-3938.2017.09.001
国家863计划项目“深水钻井隔水管系统工程化研制”(项目编号2013AA09A222);工信部海洋工程装备科研项目“海洋钻井平台用深海隔水管系统研究及关键部件研制”。
王耀锋(1980—),男,陕西宝鸡人,工程师,2009年毕业于西安石油大学,硕士,主要从事海洋水下石油装备的研究。
2017-05-26
编辑:谢淑霞
猜你喜欢
合成树脂及塑料(2021年1期)2021-01-13
中国设备工程(2020年19期)2020-01-20
建材发展导向(2019年11期)2019-08-24
中国特种设备安全(2019年5期)2019-07-16
舰船科学技术(2016年1期)2016-02-27
Beijing Review(2015年43期)2015-11-25
医学研究杂志(2015年11期)2015-06-10
西南石油大学学报(自然科学版)(2015年5期)2015-04-16
中国医学科学院学报(2014年6期)2014-03-11
空气动力学学报(2012年2期)2012-11-09
