
横河CS系统在离心机自动控制中的应用①
2017-11-01 03:00:44薛轶明宇仁茂
化工自动化及仪表 2017年8期
杜 勇 薛轶明 谢 磊 马 龙 宇仁茂
(中国石油兰州石化公司电仪事业部)
横河CS系统在离心机自动控制中的应用①
杜 勇 薛轶明 谢 磊 马 龙 宇仁茂
(中国石油兰州石化公司电仪事业部)
通过对高密度聚乙烯装置M-2301离心机工艺流程、设备运行状况进行分析和数据采集,利用横河CS系统的组态功能,实现M-2301离心机的转鼓和螺旋自动启停控制、润滑喷雾系统定时润滑动作及氮气保护系统在线自动巡检等功能。
控制系统 离心机 转鼓 螺旋 CS系统
M-2301离心机是某高密度聚乙烯装置的关键机组,其可靠运行直接关系到装置的稳定生产。来自高密度聚合岗位的聚合物淤浆(SL)进入M-2301离心机,经过离心分离后,产生湿含量为25%~30%(质量分数)己烷的粉料聚乙烯湿饼,送入后系统进一步加工。利用横河CS系统设计自控系统实现M-2301离心机各部分设备的正常运行,完成油泵、转鼓、螺旋、扭矩、功率、进料、差速的指示、控制、报警和联锁功能。
1 离心机机组工艺设备介绍
如图1所示,将需要分离的淤浆通过进料管进入M-2301离心机内,在离心力的作用下,密度大的固体粉料沉降到转鼓壁上,轻相的澄清液(母液)流向液相排出口,经由可调节液池深度的堰板排出离心机转筒,进入母液罐D-2301。沉积在转筒壁上的固体粉料由螺旋输送器传送到转鼓体的锥体端,从排料口将粉料湿饼排入Z-2302螺旋加料器中。
M-2301离心机由两台润滑油泵、润滑喷雾、氮气保护、转鼓电机、螺旋电机及进料控制阀等部分组成。正常的启动顺序,可以确保机组长周期运行。启动顺序如图1所示。

图1 M-2301离心机启动顺序
机组自动化程度高,启停运行等逻辑复杂。横河CS系统中,通过机组各部分的状态指示灯,在上位实现一目了然的启停操作和数据监测。结合工艺操作人员需求,简化操作画面,使监控操作简易方便直观。
2 系统供电、I/O点数和联锁配置
为提高系统供电的可靠性,实现冗余供电配置,引入电气UPS供电和市电供电,实现双电源供电。电气UPS和市电供电引自电气的不同两段,在一段供电丢失时可确保系统供电可靠,运行稳定。系统220V(AC)用电设备供电,需在其上级对来自电气UPS和市电供电的两路交流电源加电源切换装置(Power Switch),实现一路输出供电,完成电源模块冗余供电配置。系统24V(DC)用电设备供电,需将来自电气UPS和市电供电的两路交流电源分别引入两块冗余220V(AC)/24V(DC)转换电源,完成冗余供电配置。系统电源配置须符合HG/T 20509-2000《仪表供电设计规定》和HG/T 20513-2000《仪表系统接地设计规定》。电源配置如图2所示。
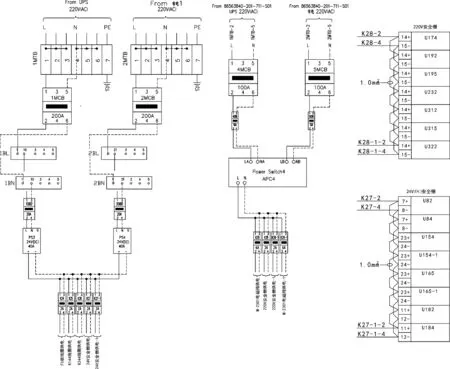
图2 离心机供电配置
离心机机组的仪表I/O点数(共80个)如下:
AI 9个
AO 5个
DI 44个
DO 22个
3 润滑喷雾系统及其组态
转鼓和螺旋的主轴承由一个单独的润滑喷雾系统润滑。在横河CS系统操作画面上设定润滑间隔时间后,润滑油由主辅油泵驱动,通过加液装置,由持续稳定的压缩空气运送到主轴承。润滑油液滴由连续稳定的压缩空气输送到各个需要润滑轴承的润滑加油点,润滑油停留在轴承的摩擦点,气体自然逸走。
在横河CS系统操作画面上设定润滑间隔为4min,每次喷雾润滑15s。仪表空气进入系统,由控制阀调节至4.0~4.5bar(1bar=100kPa),再经减压过滤器调节空气压力至3.9bar,配置空气压力开关联锁仪表和润滑油压力开关联锁仪表。通过压缩空气分配器顶部的调节螺栓,调节压缩空气的流量(最少的空气流量)。整个润滑喷雾过程,由DCS系统根据设定的时间间隔,控制喷气电磁阀和注油电磁阀。正常运行过程中,空气压力开关和润滑油压力开关联锁动作,先停止进料,再停止转鼓电机和螺旋电机,确保机组安全运行。润滑喷雾系统组态逻辑如图3所示。
4 氮气保护系统及其组态
4.1 氮气保护系统控制
因进料淤浆中含有大量己烷等危险物料,氮气保护系统阻止外部空气渗透到离心机内部,同时也防止离心机内部己烷等危险物料“逃逸”到周围环境中。为确保密封效果,加注的氮气压力高于离心机内部与外部环境空气压力。用离心机罩壳内与氮气加注点之间的压差来检测密封效果,若压差信号低于联锁值,系统故障停机。氮气保护系统在正常运行时,因工艺设备环境易造成堵塞等异常情况,致使氮气保护系统失效。在故障状态,若气体逃逸、物料泄漏、气密封失效及堵塞管线等情况出现,先停止进料,再停止转鼓电机和螺旋电机,防止任何物料泄漏“逃逸”。

图3 润滑喷雾系统逻辑
氮气系统相关工艺设备和仪表的可靠稳定运行,对安全生产至关重要。在离心机和氮气保护系统正常运行时,工艺设备、管线和仪表在线运行状况无从获知。需通过横河CS系统,在线自动对氮气保护系统相关联锁仪表进行自动回路巡检,依据差压仪表的检测结果,判断管线和仪表的运行状况,防止机体内毒性物料“逃逸”到周围环境中。依靠工艺和仪表岗位人员的每日定期巡检,只能反映设备的外观、润滑及泄漏等情况,无法了解在线运行状况。
4.2 氮气保护系统在线自动巡检组态
在转鼓和螺旋电机运行前,需先启动氮气保护系统。工艺操作人员现场打开氮气进口球阀,DCS控制系统程序打开氮气入口电磁阀,使氮气注入管线。工艺操作人员现场调节各路注入管线控制针形阀,设置减压器压力为0.3bar。通过针形阀调整氮气注入线(A1、A2、A3)的气体压力直到差压压力表(M1、M2、M3)达到30~100mbar设定点。差压压力表为联锁仪表,若压力绝对值低导致差压压力表低于30mbar,周围环境的空气就可能渗入到离心机内,则气密封效果就无法实现。压力联锁仪表检测离心机罩壳内压力,最大设定值为100mbar,罩壳内压力不得低于20mbar。DCS控制系统程序控制罩壳清洗“S”线电磁阀,对离心机进行吹扫清洗操作,确保无管线堵塞等异常情况。若罩壳清洗 “S” 线流量开关在清洗期间未检测到流量注入,系统故障停机。
横河CS系统组态中,在离心机正常运行1h后,氮气保护系统在线自动巡检程序运行。每隔24h,DCS控制系统程序关闭氮气入口电磁阀,停止供氮气时间不大于50s。打开罩壳清洗“S”线电磁阀,对离心机进行吹扫清洗操作,消除管线堵塞等异常情况。同时,检测氮气注入线(A1、A2、A3)的差压压力表(M1、M2、M3)低联锁是否触发。若注入线差压压力表(M1、M2、M3)低联锁触发,自动巡检逻辑检测氮气注入系统运行正常,低联锁信号自动控制打开氮气入口电磁阀,关闭罩壳清洗“S”线电磁阀,完成自检功能。若注入线差压压力表(M1、M2、M3)低联锁未触发,自动巡检逻辑检测氮气注入系统运行故障,延时50s后程序自动控制打开氮气入口电磁阀,关闭罩壳清洗“S”线电磁阀,完成自检功能。并发出故障报警,通过DCS控制系统上位报警画面和报警信息提示工艺操作人员,氮气保护系统故障失效,需进行故障检查处理。
5 转鼓和螺旋系统及其组态
离心机最基本的功能是连续不断地对进料进行分离,实现“分离-排料-继续分离-继续排料”的自动过程。排料是通过螺旋与离心机转鼓之间的相对旋转运行而实现的,形成离心机的差速。通过调节离心机螺旋电机的速度,实现工艺满意的分离效果。针对高密度聚乙烯物料性质,差速通常控制在-65~-47r/min之间。螺旋在运行过程中能够“感觉”固体粉料的干度,这是通过螺旋运行的负荷来反映的,即螺旋的扭矩。当转鼓转速固定时,降低螺旋的差速,可以生产较为干燥的固体粉料,且产量较多,但螺旋的扭矩较大,扭矩不小于75%时联锁停车。反之,增加螺旋的差速,螺旋推出的物料较潮湿,此时螺旋的扭矩较小。离心机设备在大扭矩工况下长时间生产运行,对设备损伤较大,缩短了设备的检修周期和使用寿命,增加了生产成本。
离心机运行的关键是调节螺旋电机的转速,工艺操作人员现场启动离心机后,螺旋电机和转鼓电机同时运行。转鼓电机顺时针(正方向)以5r/s加速至1 550~1 650r/min,控制转速,稳定运行。同时,螺旋电机先逆时针(反方向)加速到330r/min左右,清理转鼓内壁的固体粉料。螺旋电机再从逆时针减速,至顺时针,再加速到设定差速控制要求,完成正常启动过程,具备进料条件。横河CS系统中,通过自动不断调节螺旋的差速和扭矩控制,实现工艺满意的分离效果。通过组态差速和扭矩PID控制方案,实现对螺旋电机的控制。在机组运行过程中,主要关注的参数是螺旋差速。当测量的扭矩值高于控制的设定值时,控制系统会增加差速降低扭矩。当测量的扭矩值低于控制的设定值时,控制系统会降低差速升高扭矩,从而使固体粉料的干度达到稳定值。
6 结束语
利用横河CS系统逻辑组态功能,实现某高密度装置M-2301离心机的转鼓和螺旋自动启停控制、润滑喷雾系统定时润滑动作及氮气保护系统在线自动巡检等功能。确保了机组稳定运行,联锁动作可靠,杜绝仪表误动作故障,提供预知检修依据。可以将联锁仪表在线自动巡检功能推广衍生,应用于其他工艺控制过程中,对人工日常设备巡检提供补充参考,为仪表的稳定运行和设备的预知检修提供较好的设计思路。
Considering both features and requirements of the control system for heating medium furnace in a Yulin-based company, a communication system based on redundant S7-400H was designed. Having functions of this communication system introduced briefly and the communication mode thereof determined through comparing the performance were implemented, including the description of the hardware network structure and software communication programming between PLC and touch screen, among PLCs and those between PLC DCS. The successfully tested and application of this communication provides a reference for other similar projects in industry.
redundant S7- 400H, industrial Ethernet, heating medium furnace, heating medium system, Modbus TCP, TCP/IP
TH865
B
1000-3932(2017)08-0805-04
2017-03-20)
杜勇(1980-),高级工程师,从事自动化仪表的管理工作,740180167@qq.com。
(Continued from Page 777)
猜你喜欢
娘子关(2020年6期)2020-12-09 08:36:14
中国盐业(2018年20期)2019-01-14 01:18:44
电子测试(2018年14期)2018-09-26 06:04:52
临床肝胆病杂志(2017年1期)2017-03-07 03:04:26
当代化工研究(2016年5期)2016-03-20 16:21:32
中国果菜(2015年2期)2015-03-11 20:01:07
天然气勘探与开发(2015年1期)2015-02-28 17:00:44
装备环境工程(2015年5期)2015-02-28 01:20:40
装备环境工程(2015年5期)2015-02-28 01:20:25
小天使·六年级语数英综合(2014年10期)2014-10-20 07:03:37
