
响应面优化黄酒糟二次发酵利用
2017-11-01 05:56徐建芬俞剑燊张凤杰朱小芳
酿酒科技 2017年10期
徐建芬 ,武 顺 ,俞剑燊 ,胡 健 ,张凤杰 ,朱小芳
(1.上海金枫酒业股份有限公司,上海201501; 2.上海石库门酿酒有限公司,上海201501; 3.中国食品发酵工业研究院,北京100015; 4.国家酒类品质与安全国际联合研究中心,北京100015)
响应面优化黄酒糟二次发酵利用
徐建芬1,2,武 顺3,4,俞剑燊1,2,胡 健1,2,张凤杰3,4,朱小芳3,4
(1.上海金枫酒业股份有限公司,上海201501; 2.上海石库门酿酒有限公司,上海201501; 3.中国食品发酵工业研究院,北京100015; 4.国家酒类品质与安全国际联合研究中心,北京100015)
黄酒酒糟是黄酒生产得到的副产物,经过第一次发酵后得到。发酵后的酒糟中蛋白质含量高达26.7%、淀粉含量高达29.96%,为使酒糟得到进一步的利用,本实验将甜酒糟进行二次发酵处理并进行优化,经过优化后得到风味物质提高效果优异,当加水量为65 mL、加酶量为1%、加菌量为10%时,发酵得到风味物质最多,为3220.14 mg/L。
黄酒糟; 淀粉; 蛋白质
黄酒是中国特产,属于酿造酒,在世界三大酿造酒(黄酒、葡萄酒和啤酒)中占有重要的一席之地。经过数千年的发展,黄酒家族的成员不断扩大,品种琳琅满目。黄酒糟是黄酒酿造中的副产物,其中的主要成分有乙醇、淀粉、糖、蛋白质、纤维素和一些风味物质[1-2]。酒糟中的淀粉及蛋白质含量较多,作为饲料喂养家畜稍显浪费,其价值有待开发。
谷海先等[3]研究了利用复合风味蛋白酶、麸曲酸性蛋白酶以及麸曲糖化酶水解黄酒糟生产特鲜酱油的技术。杨国军[4]通过试验确定了利用黄酒糟生产一种新型调味品“香糟卤”。祝洵等[5]研究了利用黄酒糟生产糟香调料汁。王国良[6]研究了将黄酒糟制成调香酒生产糟白烧。夏梅芳[7]研究了利用黄酒糟生产优质芝麻香酒。汪建国[8]用黄酒糟替代熟麦,根据制曲原理和米曲霉培养生长要求,合理配入小麦、麸皮进行曲料组合,制作了麦曲。楼芳菲等[9]对黄酒糟蛋白的酶法提取工艺进行了优化。
本研究以酒厂甜酒糟为研究基础,分析了该酒糟中淀粉和蛋白质的含量,并针对该糟进行综合利用,添加菌种进行发酵,再经过响应面设计优化其发酵工艺,最终风味物质得到显著提高。
1 材料与方法
1.1 材料
1.1.1 菌种
高产蛋白酶活性细菌;生香酵母。
1.1.2 培养基
麦汁培养基:上海金枫酒厂车间提供。麦汁固体培养基:麦汁,2%琼脂。
1.1.3 仪器与设备
气质联用仪,美国PerkinElmer公司,购于上海安谱科学仪器有限公司;SW-CJ-2FD型双人单面净化工作台,苏州净化设备有限公司;LRH-250生化培养箱,上海一恒科学仪器有限公司;LDZX-50KBS立式电热压力蒸汽灭菌锅,上海申安医疗器械厂;粉碎机。
1.2 实验方法
1.2.1 酒糟蛋白质、淀粉的测定
(1)前期处理
将酒糟粉碎,取500 g置于烘箱中,调整温度分别依次以50℃烘990 h、60℃烘69 h、70℃烘69 h、80℃烘309 h,之后测定水分。
(2)样品检测
蛋白质的检测按照GB 5009.5—2010凯氏定氮法测定,淀粉的检测按照GB/T 5009.9—2008酸解法测定。
1.2.2 酒糟风味物质的提取
(1)水提取法
称取粉碎好的酒糟150 g,加入蒸馏水200 mL,静置24 h,挤压出泡好的酒糟液体100 mL,需制作多组。
(2)酒精提取法
称取粉碎好的酒糟150 g,加入浓度分别为10%vol、20%vol、40%vol的酒精溶液 200 mL,静置24 h,挤压出泡好的酒糟液体100 mL,需制作多组。
(3)提取液的处理
将制备好的每样提取液分为2组,一组置于旋转蒸发仪上进行旋蒸处理,收集流出液50 mL;另一组不做处理,摇匀后量取50 mL。
1.2.3 酒糟风味物质的检测
将1.2.2中制备的液体以5000 r/min离心处理,吸取上清液6 mL于顶空瓶中,加入内标6 μL、饱和NaCl 3 g,测定风味物质含量。
GC条件:色谱柱为DB-Wax(30 m×0.25 mm,0.25 μm,J&W Scientific)。进样口温度250 ℃,载气He,流速2 mL/min。进样量1 μL,不分流进样。升温程序为35℃,保持4 min,再以5℃/min升温至150℃,保持4 min,再以3℃/min升温至220℃,保持5 min。
MS条件:电子电离源(electron ionization,EI),电子能量70 eV,离子源温度230℃,激活电压1.5 V,质量扫描范围m/z 30.00~350.00。
1.2.4 酒糟再利用实验
称取粉碎好的酒糟400 g,蒸煮后收集馏出液,原糟吸水约20%。
1.2.4.1 加水量的确定
在蒸好的酒糟中分别添加40 mL、50 mL、60 mL、70 mL、80 mL水进行搅拌,按原酒糟量1%添加酶、10%添加菌液进行发酵并测定风味物质值。
1.2.4.2 加酶量的确定
在蒸好的酒糟中添加60 mL水进行搅拌,分别按原酒糟量0.5%、0.7%、0.9%、1.1%、1.3%添加酶,10%添加菌液进行发酵并测定风味物质。
1.2.4.3 加菌量的确定
在蒸好的酒糟中添加60 mL水进行搅拌,按原酒糟量1%添加酶,分别按8%、9%、10%、11%、12%添加菌(高产蛋白酶活性细菌与生香酵母按1∶1添加)液进行发酵并测定风味物质。
1.2.5 发酵后酒糟风味物质的检测
方法参照1.2.3。
2 结果与分析
2.1 酒糟蛋白质、淀粉的测定
通过检测得到酒糟的蛋白质、淀粉含量,结果见表1。

表1 酒糟检测结果
由表1可知,该酒糟中蛋白质、淀粉含量高达26.7%、29.96%,第一次发酵利用的营养物质尚不完全,仍可再利用。
2.2 酒糟风味物质测定
测定的酒糟馏出液的风味物质对比见图1。

图1 酒糟风味物质总值对比
由图1可看出,无论是从风味物质总值和主要香气对比上来看,利用水提取风味物质的效果优于酒精提取。
2.3 单因素实验
2.3.1 加水量
不同加水量搅拌发酵后风味物质总量的对比见图2。

图2 加水量对风味物质总值影响对比图
由图2可知,加水量为60 mL时,风味物质总量最多。
2.3.2 加酶量
不同加酶量发酵后风味物质总量的对比见图3。
由图3可知,加酶量为1%及以上时,风味物质总量基本无太大变化,故加酶量确定为1%。
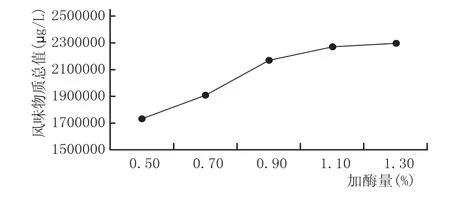
图3 加酶量对风味物质总值影响对比图
2.3.3 加菌量
不同加菌量发酵后风味物质总量的对比见图4。
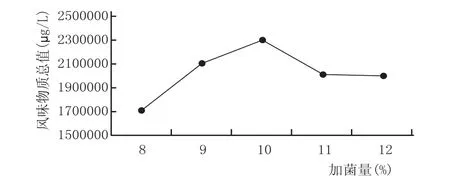
图4 加菌量对风味物质总值影响对比图
由图4可知,加菌量为10%时,风味物质总量最多。
2.4 响应面分析
将加水量、加酶量和加菌量分别编码为A、B和C,并进行Box-behnken实验,分析结果见表2,各因素交互见图5。
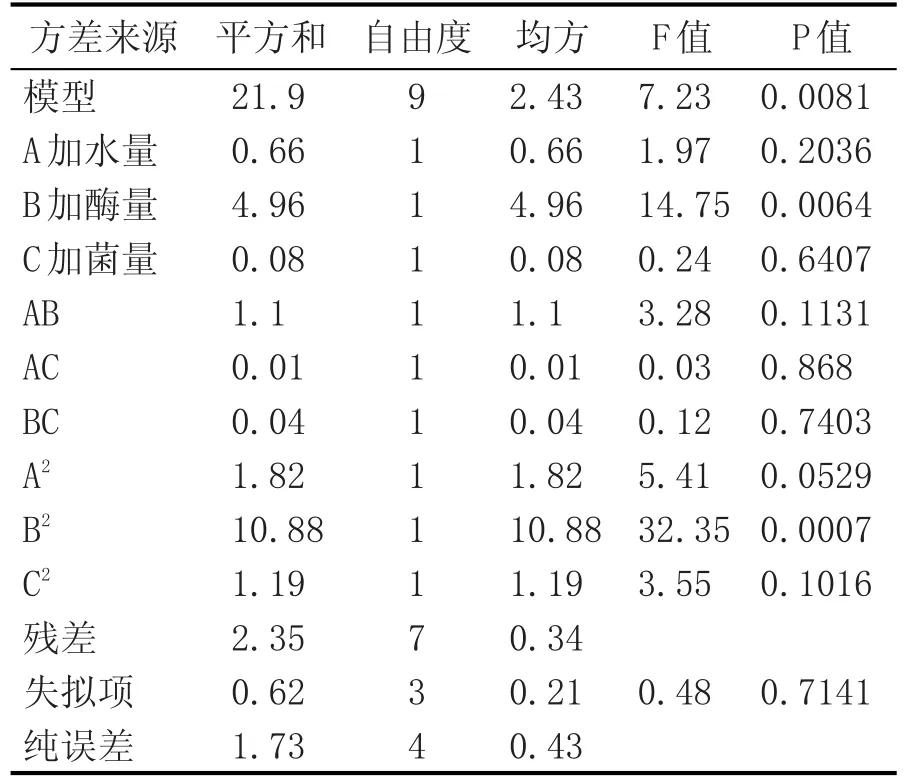
表2 Box-behnken实验设计结果
由表2可看出,模型极显著,失拟项不显著,说明该模型适合对该实验进行分析。根据以上对实验数据的分析整合,对风味物质总和进行预测。当加水量为65 mL、加酶量为1.04%、加菌量为9.92%时,风味物质总量预测值为3108.15 mg/L。为了方便实际操作,故将实际操作条件改为加水量为65 mL、加酶量为1%、加菌量为10%,在此条件下得到实际风味物质总量为3220.14 mg/L,与理论符合。

图5 各因素交互作用图
3 结论
通过一系列实验,对黄酒甜酒糟进行物质分析,并进行酒糟再利用发酵实验优化。结果表明,利用水提取风味物质优于利用酒精提取;加水量为65 mL、加酶量为1%、加菌量为10%时,发酵得到的风味物质最多,为3220.14 mg/L。
[1]毛青钟.黄酒生产中副产物的综合利用[J].酿酒科技,2002(2):78-81.
[2]沈子林.黄酒糟综合利用[J].江苏调味副食品,1990(4):14.
[3]谷海先,周建明.黄酒糟酶法水解制备特鲜酱油的研究[J].中国调味品,2003(3):10-12.
[4]杨国军.用黄酒糟生产“香糟卤”[J].酿酒科技,2003(2):108-109.
[5]祝洵,张丹英,沈子林.用黄酒糟生产糟香调料汁[J].江苏调味副食品,2003(81):22.
[6]王国良.“浓缩串香法”将黄酒糟制成调香酒生产糟白烧新工艺[J].酿酒,2010(1):75-76.
[7]夏梅芳.利用黄酒糟生产优质芝麻香酒的研究[J].酿酒,2006,33(6):96-97.
[8]汪建国.用黄酒糟替代熟麦制曲的工艺[J].酿酒科技,2002(1):22-23.
[9]楼芳菲,姜健美,傅明亮,等.黄酒糟蛋白的酶法提取工艺研究[J].中国食品学报,2009,9(1):112-117.
2017世界酒业峰会暨世界酒业采购商大会在贵阳召开
本刊讯:2017年9月9日,由国家商务部和贵州省人民政府主办、中国食品土畜进出口商会和贵州省贸促会(博览局)联合承办、深圳酒海导航传媒有限公司协办的“2017世界酒业峰会暨世界酒业采购商大会”在贵阳国际会议展览中心召开。来自全球的酒类经销商、贸易企业、生产企业及零售商等各领域的优秀代表齐聚一堂,共话世界酒业发展大计。国际酒业教育联盟在大会上宣布成立。
贵州省人民政府副省长卢雍政、中国贸促会副会长卢鹏起、欧洲烈酒协会主席乔普·斯坦森、意大利中国工业贸易合作协会主席阿曼多·张、美国艾奥瓦州驻华首席代表约翰·克拉克、贵州省政府副秘书长张吉兵、酒博会执委会副主任张汉林等领导和嘉宾,以及国内外酒类生产流通领域核心企业代表,金融、创业、投资机构代表,企业界、行业研究人员出席了峰会。
卢雍政表示:“我们欣喜地看到,峰会的队伍影响力逐年扩大,已经逐渐成为世界酒业集资、集智的国际大平台。”
欧洲烈酒协会主席乔普·斯坦森分享了他们成功的国际经验;以中国气派走向国际化的茅台,则用案例讲述了如何用深入人心的品牌文化打破区域和人文的障碍,成为世界的品牌。来自国内外的嘉宾通过解读行业现状,讲解行业相关政策、法律、法规和促进措施,就促进国际酒业交流与合作进行了探讨,为世界酒业发展凝聚了更多的智慧。
国际酒业教育联盟在峰会上宣布成立。据悉,该联盟是在国际商会的倡议下,由来自海内外的院校和酒行业组织共同发起成立的,将致力于为全球酒行业发展贡献力量和智慧。在峰会上,香港葡萄酒商会副会长肖俊文上台宣读了国际酒业教育联盟成立的宣言。(小小)
Optimization of Secondary Fermentation of Yellow Rice Wine Lees by Response Surface Method
XU Jianfen1,2,WU Shun3,4,YU Jianshen1,2,HU Jian1,2,ZHANG Fengjie3,4and ZHU Xiaofang3,4
(1.Jinfeng Winery Co.Ltd.,Shanghai 201501;2.Shikumen Winery Co.Ltd.,Shanghai 201501;3.China National Research Institute of Food&Fermentation Industries,Beijing 100015;4.International Joint Research Center of Quality and Safety of Alcoholic Beverages,Beijing 100015,China)
Yellow rice wine lees is the by-product after the first fermentation in yellow rice wine production.Its protein content is as high as 26.7%and its starch content is up to 29.96%.In order to make full use of the lees,in the experiment,yellow rice wine lees was used for secondary fermentation and the fermentation process was optimized as follows:water adding level was 65 mL,the adding level of enzyme was 1%,and bacteria adding level was 10%.Under the above conditions,the content of flavoring substances reached the maximum as 3220.14 mg/L.
yellow rice wine lees;starch;protein
TS262.4;TS261.4;TS261.9
A
1001-9286(2017)10-0115-04
10.13746/j.njkj.2017126
2017-05-09
徐建芬(1979-),女,上海宝山人,工程师。
武顺,E-mail:15101551214@163.com。
优先数字出版时间:2017-06-26;地址:http://kns.cnki.net/kcms/detail/52.1051.TS.20170626.1429.005.html。
猜你喜欢
今日农业(2022年15期)2022-09-20
华人时刊(2022年3期)2022-04-26
家庭影院技术(2021年10期)2021-11-20
新世纪智能(高一语文)(2020年10期)2021-01-04
新世纪智能(高一语文)(2020年10期)2020-12-31
酿酒科技(2020年6期)2020-12-18
电脑迷(2020年2期)2020-12-16
中国品牌(2019年10期)2019-10-15
家庭影院技术(2019年1期)2019-01-21
当代生意经(2015年3期)2015-10-21
