
火电机组P91钢的金属监督
2017-10-23 16:28季伟牟永田李梅
大陆桥视野·下 2017年10期
关键词:无损检测
季伟+牟永田+李梅

【摘 要】P91钢是一种成熟、稳定、性能良好的管道用钢,其除了具有优良的常温、高温力学性能外,还具有F12和TP347等高合金热强性相接近的抗氧化能力,加强现场金属监督工作非常重要。
【关键词】金属监督;焊接控制;无损检测;硬度检测
前言
随着我国装备制造业水平的提高,已具备承担超超临界火电机组四大管道的能力,但是新建电厂应用国产化四大管道的情况现在还不普遍,大多还依赖进口。发展超超临界机组的关键技术是金属材料耐高温、高压及焊接和热处理问题。高端材料的应用是火电二次再热技术的重中之重,加强火力发电厂高温高压管道金属安全监督,实施预防为主的方针,确保机组安全、可靠、经济运行和优化检验,不断发现设备缺陷与隐患,推动金属安全监督技术进步。
一、P91钢焊接金属监督的现状
自1996年,原电力部电力规划设计总院管道小组提出“关于我国火电厂主蒸汽管道采用P91钢的建议”后,在火电机组中开始使用P91钢,近20年的运行表面,P91钢是一种成熟、稳定、性能良好的管道用钢,其除了具有优良的常温、高温力学性能外,还具有F12和TP347等高合金热强性相接近的抗氧化能力,并具有高的导热系数和低的线膨胀系数,但是P91钢焊接性能较差,焊缝冲击值较低,根部焊道易过燒,给焊接带来了一定的困难,因此,如果疏于监管,焊接位置将在后期运行中留下很大的隐患,加强现场金属监督工作非常重要。
二、P91钢焊接金属监督的要点
(一)正确识别P91钢管
需要对P91的材质证书及其相关文件资料进行却,以确保P91钢管质量。
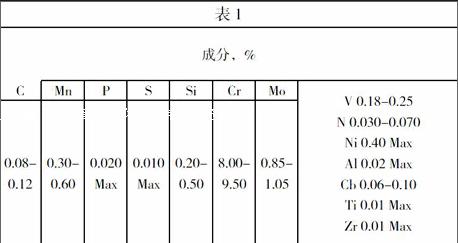
1.P91钢的化学成分确认,见表1:
2.确认供货状态下的热处理工艺参数
ASME标准规定了P91正火和回火的最低温度,正火温度不低于1040℃,回火温度不低于730℃。
3.确认P91钢的力学性能,见表2:
此外除横向或纵向拉伸性能外,还应进行压扁试验或弯曲试验。按照ASME的要求,对于直径大于NSP25及直径和壁厚之比≤7.0的钢管进行弯曲试验,以代替压扁试验。
4.确认P91钢的金相组织
P91钢的典型金相组织为回火马氏体,其晶粒度为6级以上,P91正火+回火的典型显微组织.
(二)P91钢焊接金属监督
1.焊接人员资质的监督
P91钢焊接从业人员包括焊接技术人员、热处理人员、焊工、无损检测人员、质量检验人员等。金属监督过程中对焊接从业人员的资质非常重视,在DL/T 869-2012《火力发电厂焊接技术规程》中明确要求各类人员需持证上岗。二十多年的运作,行业内也形成了一整套培训与考核的机构,例如各行业、协会、检验检测机构、培训中心举办焊工资质培训考核业务。对于现场P91钢的焊接,应做好上述焊接从业人员的资质复查,确保持证上岗的同时,尽量选择经验丰富、经验水平较高的施工人员,是现场监督的首要任务。
2.焊接过程的监督
焊接过程的监督是确保正确的工艺得到正确的实施,不正确的施工将严重影响到P91钢焊缝的性能,焊接过程中有效监督对保证焊缝质量至关重要。
(1)审核焊接工艺评定,是否严格按照相关的工艺评定标准执行,如电力部《焊接工艺评定规程》DL/T 868-2004。
(2)确认焊接设备、热处理设备及所使用的检测工具有效且符合标准要求。
(3)在焊口预热时,保证加热器和热电偶正确安装和使用。T91/P91钢焊接时具有明显的冷裂倾向,为了防止冷裂纹的产生,焊前一般要进行预热.预热温度一般钨极氩弧焊为150℃~200℃,焊条电弧焊为200℃~250℃.
(4)焊接材料符合工艺要求,预热温度及焊接工艺参数如电流、电压、焊接速度、热输入等符合工艺要求。焊接时层间温度过高,会造成焊缝组织粗大,焊缝中奥氏体量增加,马氏体量减少,马氏体“自回火”的作用不显著,最终导致焊缝组织脆性增加。层间温度过低,会增加产生冷裂纹的风险,也不利于焊缝金属中氢的扩散逸出。因此,对焊接层间温度要进行控制,一般为200℃~300℃。同样,焊接热输入量过大也会造成焊缝组织过热、晶粒粗大及网状晶界等缺陷导致焊缝脆化,韧性变差,因此要严格控制焊接热输入量,一般控制在25KJ/cm以下。影响焊接热输入量的因素较多,但直接决定焊接热输入量的因素是焊接电流,电弧电压和焊接速度这三个焊接参数。
(5)确保焊后热处理的执行情况符合工艺要求。T91/P91钢焊后进行760±10℃高温回火热处理,主要作用是降低焊接接头残余应力,获得中、高温回复状态的板条马氏体组织。由于这种钢对焊接热处理敏感,它的理论AC1温度在800℃~830℃之间,其下限距标准规定的热处理温度上限比较接近,热处理过程的允许偏差就有可能超过钢材的AC1温度。另外,焊接材料的性能往往悬殊很大,特别是AC1温度差别很大,如日系T91/P91焊材的AC1温度在770℃左右,如按760±10℃热就有可能超过焊缝金属的AC1温度。当焊后热处理温度超过AC1温度时,其室温冲击韧性将急剧下降,满足不了焊接接头性能的要求,这在实际监检过程中是要特别注意的地方。
(三)焊接后的检验
焊缝质量按I类焊缝的验收标准检验,检验内容及要求为:
1.外观按DL/T869—2004《火力发电厂焊接技术规程》,I类焊缝外观的质量标准验收;对P91钢焊接接头内部缺陷的检测优先选用超声检测,对于检验中发现的微小缺陷,要逐一进行鉴别,在此类钢种的焊接缺陷中,面积状未熔合和裂纹出现的几率比较高,而且在接头壁厚较大,但每一种无损检测的方法都是有其局限性的,最好由射线检测进行辅助。
2.T91/P91钢焊后热处理状态下焊缝金属、热影响区和母材的硬度关系一般为:焊缝硬度高于母材硬度,最高硬度在紧靠焊缝金属焊接界面的粗晶热影响区,最低硬度在远离焊接界面侧的细晶热影响区。在实际工程现场,一般采用便携式硬度计对硬度进行测试,考虑到仪器探头的尺寸,要测试狭窄的热影响区并不容易(手工电弧焊约为3~8mm)。即使能测到热影响区的一些数据,也很难分辨粗晶区和细晶区,实际意义不大。最直接的方法就是只测焊缝和母材的硬度。DL/T438-2009《火力发电厂金属技术监督规程》明确焊接接头硬度检测部位包括焊缝和近缝区的母材,这更便于实际操作。应控制焊缝硬度值在180HB~270HB,直管段母材硬度值在180HB~250HB。这样就能满足冲击功41J的最低值要求,也使硬度检验真正反映热处理效果的作用。
三、结束语
目前,在大型火电机组中采用T91/P91钢,如在在屏式过热器、高温过热器、高温再热器及其连接管道和集箱,主蒸汽管道及再热蒸汽热段管道等受压部件都有了广泛的应用,对这些受压部件安装焊接质量进行监检,并明确焊接、热处理、硬度检验及金相检验等几个安全质量控制环节中的关键技术问题,对于控制焊接质量,保障锅炉安装质量及机组安全运行有重要意义。
参考文献:
[1]中国机械工程学会焊接学会主编,焊接手册[第二卷]第1版,北京:机械工业出版社,1992.
[2]NDT全国特种设备无损检测人员资格考核统编教材,中国特种设备检验协会组织编写。超声检测。北京:中国劳动社会保障出版社,2008。
[3]美国无损检测学会。美国无损检测手册(超声卷)。世界图书出版公司,1996。
[4]中华人民共和国能源行业标准,全国锅炉压力容器标准化技术委员会主编。承压设备无损检测。北京:新华出版社,2015。
[5]金属学与热处理[M],北京:机械工业出版社。
[6]焊接冶金与金属焊接性,北京:机械工业出版社。endprint
猜你喜欢
现代商贸工业(2016年26期)2016-12-26
电脑知识与技术(2016年25期)2016-11-16
科技视界(2016年14期)2016-06-08
科技视界(2016年4期)2016-02-22
科技视界(2015年25期)2015-09-01
科技视界(2015年25期)2015-09-01
