
PLC控制在专用钻床生产上的应用
2017-10-21 13:11王晓峰
科技风 2017年12期
王晓峰
摘要:针对目前专用钻床在生产实践中的广泛使用,设计一种使用PLC控制系统,将钻床的生产工艺流程进行改造。该系统中使用多个顺控状态,用PLC相关指令来处理转移条件,将处理后的状态返回初始值。
关键词:压力传感器;光耦隔离;存储器
专用机床是一种用来加工特定零部件和特定工艺的机床,生产效率比普通机床高几倍甚至是几十倍,由于所使用的配件已高度标准化,所以可以根据生产订单灵活组织搭配,如进行大批量的订单可有效的降低企业的生产成本。而专用钻床就是里面的一类机床,是主要进行孔加工的机床,可钻削80mm以下的孔,也可进行攻螺纹、铰孔、扩孔等相关工作。
而机床中的PLC在工业控制生产领域已得到广泛的应用,由于PLC的可靠性高,光耦隔离的部分更是让其在抗干扰方面得到保障,并且其平均无故障工作时间也得到大家广泛的认可,而在编程方面也是易學易用,只要能读懂电气原理图,就可直接将其转换成为梯形图,正是因为PLC的诸多优点,才使其在各种控制领域中成为重要的控制元件。
1 专用钻床控制要求
需要将一加工零件进行打孔作业,由于孔径的不同,需要两把直径不同的钻头,要能实现整个工序的自动循环,在工作的过程中如果按下停止按钮,整个工作的周期要完成后才可以停车,并且回归初始位置,这样在下一次启动的时候可以使工序的完整性得到保证,如遇突发状态,按下急停按钮,机床要及时制动,保证人身财产的安全。
2 硬件系统设计
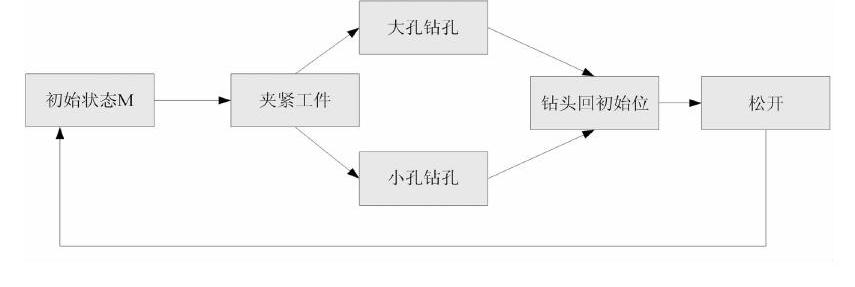
根据控制要求,要使用顺序控制。在进入整个工序之前,两把孔径不同的刀具在初始位置,需要用限位开关来确定刀具的位置,用存储器M来代表各步,由控制要求可知,顺序功能图里有选择序列和并行序列。在工件位置定好后,需要用启动按钮来驱动整个工序。其中,状态转移的几个条件之间的关系是与运算。而转移条件是几个工序之间承接的关键。而其中有几个关键的状态要进行描述。首先夹紧,需要一个状态给定输出来使工件夹紧以便加工。而钻孔需要四个状态,分别是大孔和小孔的钻孔输出,以及两个钻头回到初始位置的输出对应的状态。以及旋转回到已夹紧的状态和最后松开的状态,最后的两个状态控制都比较简单。以上就是进行顺序控制所需要的几个状态。具体状态的简图如下图所示:
除了以上对状态的确定,还有以下几点在状态设置时需要注意。
2.1 计数器数值的设定
在整个控制过程中,需要对计数器的数值进行设定。而且在初始状态时就要确定数值的大小,要根据钻孔的数量和组数来确定计数器的数值。
2.2 停止按钮和急停的设置
根据控制要求,要求按下停止按钮后,要返回初始状态,在这里可以使用SHLW指令,通过将IN中的字逐位左移,进行置位,完成后面的工作并返回初始状态。而急停按钮所对应的输入继电器则需要插入在每个状态里。
2.3 转移条件的设定
既然给定了状态,那么就要合理的设置各个状态之间转移的条件,初始状态到夹紧状态时,需要两个Ф值不同的钻头的限位开关进行与运算,而夹紧状態的完成需要压力继电器的状态配合,钻孔的结束需要其对应Ф值的钻头碰到限位开关后,给出1状态来进入下一个状态即钻头的归位。
2.4 PLC的选型
PLC在这里用西门子S7300PLC,作为中小型PLC,300的各种模块可以较好的满足和适应各种控制任务,其强大的性能和诸多的扩展模块也为后续的工作任务带来保障。在这里,我们选用CPU314C2DP。
3 总结
通过对钻床的PLC控制,可以很好的对钻孔工艺进行提升,对工作效率带来改善。其中对300的选型大大提高了编程的灵活度和自由度。
参考文献:
[1]刘华波,何文雪.西门子S7300/400PLC编程与应用.北京:机械工业出版社,2010,7.
[2]廖常初.S7200PLC编程及应用.北京:机械工业出版社,2007.
[3]陈韦明.电气控制及PLC控制技术.北京:北京交通大学出版社,2010.
猜你喜欢
科技视界(2020年19期)2020-07-30
企业技术开发·下旬刊(2016年11期)2016-12-27
企业技术开发·中旬刊(2016年10期)2016-11-12
小学科学(2016年7期)2016-05-14
科教导刊·电子版(2016年7期)2016-05-11
电脑知识与技术(2016年3期)2016-04-07
现代电子技术(2014年18期)2014-09-15
环球时报(2014-06-18)2014-06-18
计算机世界(2009年27期)2009-07-30
数字家庭(2009年1期)2009-03-11
