不同回火温度对X70管线钢管焊缝组织性能的影响
2017-10-11 06:46:06张卫锋
焊管 2017年5期
何 莹, 张卫锋
(1.中国石油管道学院,河北 廊坊 065000;2.河北石油职业技术学院,河北 廊坊065000;3.中国石油管道局工程有限公司第四分公司,河北 廊坊065000)
不同回火温度对X70管线钢管焊缝组织性能的影响
何 莹1,2, 张卫锋3
(1.中国石油管道学院,河北 廊坊 065000;2.河北石油职业技术学院,河北 廊坊065000;3.中国石油管道局工程有限公司第四分公司,河北 廊坊065000)
为了研究热煨弯管制作过程中回火温度对X70直缝埋弧焊管焊缝组织性能的影响规律,开展了热处理试验,并对试样进行了力学性能检测及金相分析,研究了不同回火温度对X70焊管焊缝热影响区韧性的影响。研究结果采表明,采用500~550℃回火处理时,弯管焊接接头冲击韧性和强度匹配最佳;采用570~600℃回火处理时,焊缝和热影响区冲击韧性迅速恶化,已不适宜用作油气输送管线用管。
焊管;X70直缝埋弧焊管;热煨弯管;焊缝性能;热处理;回火温度
Abstract:In order to study the influence rule of tempering temperature on X70 SAWL pipe weld microstructure performance in hot-bending bends manufacturing process,the heat treatment test was carried out,the mechanical property testing and metallographic analysis were conducted on the sample,and the influences of different tempering temperature on weld HAZ toughness of X70 welded pipe was studied.The results showed that the tempering treatment in 500~550℃,the matching of hot-bending bends welded joint impact toughness and strength was optimum;the tempering treatment in 570~600℃,the impact toughness of weld and HAZ deteriorated rapidly,was not suitable for pipeline used for transportation oil and gas.
Key words:welded pipe;X70 SAWL pipe;hot-bending bends;weld performance;heat treatment;tempering temperature
热煨弯管是油气输送管道的重要组成构件之一,也是管线中承载较为特殊的结构件之一。生产热煨弯管有两种工艺,分别为整体淬火+整体回火工艺和局部淬火+整体回火工艺。
热煨弯管加工顺序为中频感应加热、高温推制、快速喷水淬火和回火处理。感应加热弯管生产技术具有加热迅速、加热带窄、冷却快的特点,较其他方法有椭圆度小、壁厚减薄小和弯曲半径调整方便等优点,因此被广泛用于油气输送管线弯管的生产。热煨弯管在制作过程中要对钢管进行2~3次热处理,材料组织及性能随之发生变化。根据国内油气管道工程热煨弯管技术条件要求,热煨弯管的母管在加工前需进行热模拟试验以确定钢管是否适用于弯管制作。
X70直缝埋弧焊管自2006年应用于国内油气管道工程建设,经过十余年的发展,钢管母材性能趋于稳定,但钢管焊缝性能仍然不太稳定,在用于制作弯管前需进行热处理试验以确定焊缝性能是否在热处理后能够达到一定的韧性要求。因此,研究感应加热弯制过程中弯管焊接接头的组织性能变化规律,具有一定的理论价值和工程应用价值。
1 试样准备
1.1 试验材料
试验用X70直缝埋弧焊管,规格为Ф813 mm×21 mm,焊管的化学成分见表1。

表1 X70直缝埋弧焊管Ф813 mm×21 mm的化学成分
1.2 试验方案
在试验用钢管的焊缝位置取6块试样,一块保留原状态,其余5块试样分别进行500℃、530℃、550℃、570℃和600℃回火处理,保温时间均为90 min。回火处理方案如图1所示。

图1 回火处理试验方案
1.3 试样加工
将不同回火热处理工艺下的6套试板分别按照A370要求加工为焊缝拉伸全壁厚矩形试样。同时加工焊缝中心及热影响区冲击试样,尺寸为10 mm×10 mm×55 mm,每组3个试样。每种热处理状态加工一个焊缝金相试样。不同热处理状态下的取样数量见表2。

表2 不同热处理状态下的取样数量
2 试验检测与结果分析
2.1 拉伸试验
按标准要求在100T万能材料拉伸试验机上进行拉伸试验,结果见表3。由表3可见,不同回火温度下,试样抗拉强度变化量较小。在500~550℃回火的情况下,焊接接头抗拉强度较低,较焊接状态下变化不大或者稍有降低。在550℃以上温度回火时,随着回火温度的升高,焊接接头抗拉强度上升较为明显。焊缝拉伸试验断裂位置全部在母材,且在靠近热影响区位置。国内油气管线钢管焊接一般采取高强匹配,高强匹配下,焊缝金属的强度高于母材金属。
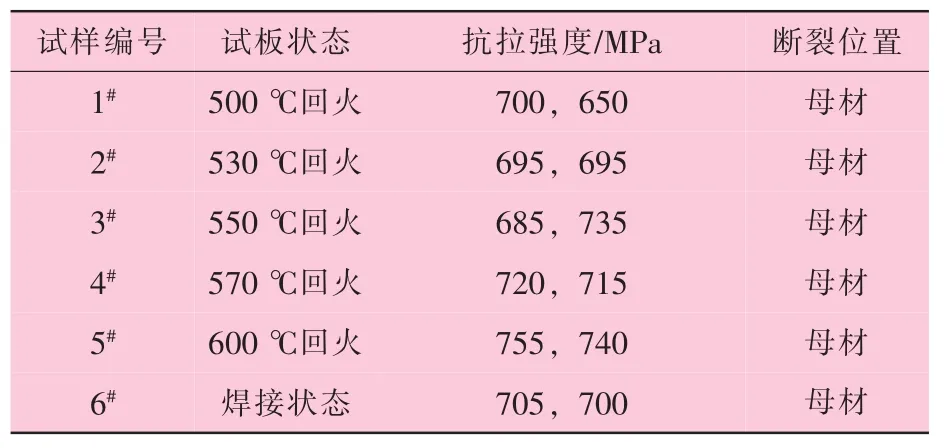
表3 拉伸试验结果
2.2 夏比冲击试验
按标准要求在500 J夏比冲击试验机上进行试验,试验温度为-20℃,试验结果见表4和图2。

表4 夏比冲击试验结果

图2 夏比冲击试验结果
由表4和图2可见,焊缝中心在500℃回火状态下的夏比冲击功与焊接状态焊缝中心冲击功值基本一致。在530℃和550℃回火后热影响区韧性仍然保持在较高水平,但焊缝区韧性下降较大。在570℃和600℃回火状态下,焊缝中心和热影响区发生明显的脆化。在570℃和600℃下焊缝和热影响区发生第二类回火脆性,主要发生在Cr、Mn或者Cr-Ni、Cr-Mn等合金钢中,w(Mn)<0.5%的碳素钢不会发生这类回火脆性,Ni、Cr、Mn不论单独加入还是复合加入钢中,均会促进钢的回火脆性。被广泛接受的观点是与P、Sb等元素和奥氏体晶粒边界附近杂质浓度升高有直接关系。杂质元素在晶界的偏聚属于平衡偏析,杂质元素以固溶方式存在于钢中时,由于其原子与铁原子间存在尺寸错配,从而减小晶格畸变能的角度,杂质元素将优先占据晶界和位错等缺陷部位,导致晶界的弱化和脆性的增大。
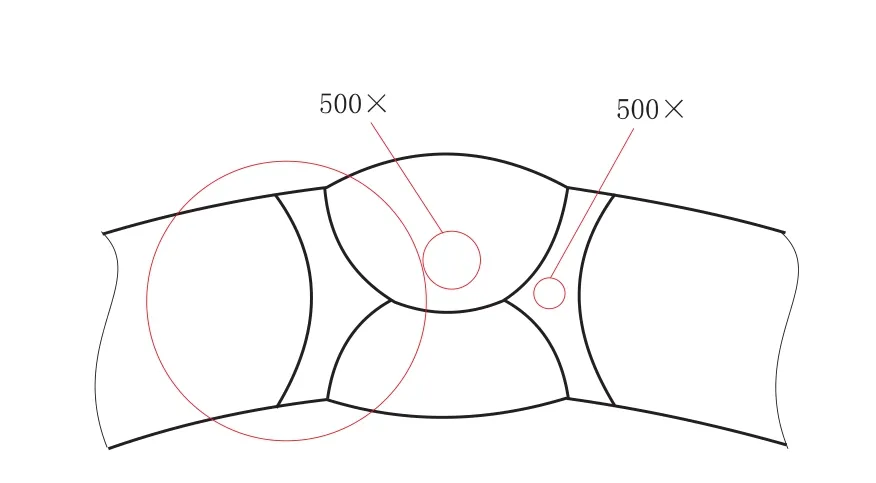
图3 金相检测位置示意图
2.3 金相检测
对不同回火热处理工艺下的6套试样分别进行金相检测,检测位置如图3所示,金相检测结果如图4所示。
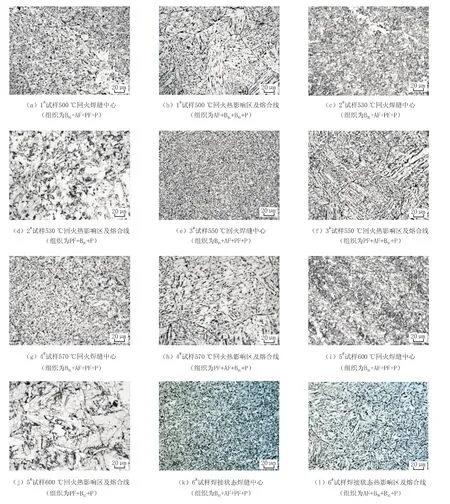
图4 不同回火热处理工艺试样金相照片 500×
由图4可以看出,焊缝中心在焊接状态主要以粒状贝氏体和针状铁素体为主,并且具有高度错位密度,有较大内应力,所以冲击性能较差;在500℃回火后,针状铁素体的错位密度有所下降,内应力有所降低,块状铁素体也有所长大,因而冲击性能相对焊接状态有所改善;随着回火温度的升高,针状铁素体的针状退化较明显,碳原子从晶体中逐渐析出,并且碳化物开始聚积长大,逐渐在晶界间扩大,在600℃回火时焊缝金相中已可见带状组织的轮廓,因此可见,随着回火温度的提高,焊缝冲击性能逐渐降低。
热影响区在焊接状态时主要以块状铁素体、板状贝氏体和粒状贝氏体为主,所以具有较高的抗拉强度和较好的冲击性能,回火温度从500℃到550℃时,随着回火温度的提高板状贝氏体逐渐减少,块状铁素体逐渐长大,因此在这一阶段,热影响区的抗拉强度稍有降低,而冲击性能保持不变;回火温度从570℃到600℃时,随着回火温度的进一步提高,块状铁素体快速长大,并且有奥氏体化的晶界线。同时碳原子从贝氏体逐渐析出,形成较大聚积状态碳化物,在不规则的块状铁素体间钉扎,强化组织的性能,所以这种组织可提高材料的抗拉强度,但亦恶化材料的冲击性能。
3 结束语
采用力学性能检测及金相分析技术,研究了不同回火温度对X70感应加热弯管焊缝和热影响区力学性能及微观组织的影响规律。试验结果表明:采用500~550℃回火处理时,弯管焊接接头冲击韧性和强度拥有最佳匹配,但只有回火温度为500℃时,其冲击韧性和强度保持在热处理前的水平;采用570~600℃回火时,焊缝和热影响区冲击韧性迅速恶化,已不适宜用作油气输送管线用管。
[1]刘迎来,李平全.感应加热弯管的生产技术现状与发展[C]//石油管道工程应用基础研究论文集.北京:石油工业出版社,2001:181-184.
[2]赵春,霍春勇,虞毅,等.回火温度对X70管线钢感应加热弯管组织性能的影响[J].热加工工艺,2007,36(22):63-65,69.
[3]李为卫,熊庆人,刘迎来,等.加热温度对X70管线钢感应加热弯管组织性能的影响 [J].热加工工艺,2003,30(5):38-39.
[4]李为卫,熊庆人,刘迎来,等.冷却速度对X70管线钢感应加热弯管组织性能的影响[J].精密成形工程,2003,21(3):14-16.
[5]张骁勇,高惠临.X70管线钢感应加热弯管工艺参数的热模拟试验[J].热加工工艺,2005,20(9):34-35.
[6]杨玮玮,彭立山,李国鹏,等.感应加热弯管热处理前后热影响区组织和性能的变化[J].焊管,2015,10(6):58-62.
[7]纪美术,冯斌,杜则裕.控轧钢钢管热煨弯管的应用与发展趋势[J].焊接技术,2007,36(5):61-63.
[8]邵靖利,丛相州.弯管制造工艺对X70钢弯管性能的影响[J].机械工人,2005,(10):71-74.
[9]崔忠圻.金属学与热处理[M].北京:机械工业出版社,1997:324-328.
[10]刘俞铭.金属热处理质量缺陷分析防治[M].北京:工业出版社,2011:205-235.
Influence of Different Tempering Temperatures on X70 Line Pipe Weld Microstructure Performance
HE Ying1,2,ZHANG Weifeng3
(1.China Petroleum Pipeline College,Langfang 065000,Hebei,China;2.Hebei Technical College of Petroleum Profession,Langfang 065000,Hebei,China;3.No.4 Branch Company of China Petroleum Pipeline Engineering Co.,ltd.,Langfang 065000,Hebei,China)
TG456
B
10.19291/j.cnki.1001-3938.2017.05.007
2017-02-22
编辑:谢淑霞
何 莹(1978—),男,实验师,2009年毕业于河北工程大学土木工程专业,主要从事管道金属材料、建筑材料的研究和检测工作。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:54
建材发展导向(2021年22期)2022-01-18 06:12:28
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
建材发展导向(2021年10期)2021-07-16 07:13:40
模具制造(2019年10期)2020-01-06 09:13:08
四川冶金(2018年1期)2018-09-25 02:39:24
电子制作(2018年10期)2018-08-04 03:24:26
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
焊接(2015年9期)2015-07-18 11:03:53