
BSG-65钢级SEW石油套管的研制
2017-10-11 03:36何石磊李远征李敬波
焊管 2017年6期
韦 奉, 何石磊, 李远征, 梁 航, 李敬波
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡721008;3.宝鸡石油钢管有限责任公司 宝鸡专用管分公司,陕西 宝鸡721008)
BSG-65钢级SEW石油套管的研制
韦 奉1,2, 何石磊1,2, 李远征1,2, 梁 航1,2, 李敬波3
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡721008;3.宝鸡石油钢管有限责任公司 宝鸡专用管分公司,陕西 宝鸡721008)
为了实现套管性能与成本的合理匹配,采用新型焊管热机械控制工艺(高频电阻焊+焊管热张力减径+余热在线快速冷却)开发了一种低能耗、轻量化的BSG-65钢级Φ139.7 mm×9.17 mm SEW套管。试验评价了试制套管的理化性能、全尺寸实物性能等多项性能。结果显示,产品的屈服强度和抗拉强度平均值分别达到490 MPa和692 MPa,0℃时1/2尺寸母材和焊缝横向冲击功平均值分别达到42 J和35 J,螺纹连接强度平均值达1 706 kN,抗内压至失效强度平均值达77.6 MPa,抗外压挤毁强度平均值达60.1 MPa,产品的各项性能达到相关技术要求。
套管;热机械控制工艺;热张力减径电阻焊;BSG-65
Abstract:In order to achieve the reasonable matching of casing performance and cost,it adopted a new type of welded pipe thermal mechanical control process(thermal stretch-reducing+waste heat online fast cooling)to develop a low power consumption,light weight BSG-65 steel grade Φ139.7 mm×9.17 mm SEW casing.The experiment evaluated the physical and chemical properties of the trial-manufactured casing,full size physical performance and so on.The results showed that the average value of yield strength and tensile strength was 490 MPa and 692 MPa respectively;the average value of transverse absorbed energy for 1/2 size base metal and weld seam at 0℃ respectively reached 42 J and 35 J;the average strength of the threaded connection reached 1 706 kN;the average value of resistance to internal pressure to failure reached 77.6 MPa;the average value of resistance to external pressure to failure reached 60.1 MPa,the various property of product can meet relevant technical requirements.
Key words:casing;thermo mechanical control process;hot stretch-reducing electric welding;BSG-65
套管主要用于油田固井、采油和采气,是油气勘探开发的主要消耗材料,在石油工业发展中具有极其重要的地位,约占油气井钻采成本的20%~30%。相比于普通无缝油套管,以高壁厚均匀度的热轧卷板为原料的热张力减径电阻焊(SEW)油套管,具有尺寸精度高(壁厚公差≤±4%t)、单井吨耗下降3%~8%、管材强韧性匹配好、抗挤性能优、综合成材率高等诸多优点。在国际油价长期低迷的严峻形势下,采用低能耗、轻量化、高性能的新型SEW油套管产品,将是油田降本增效、开发油气资源、提升竞争力的重要手段之一。目前,国内油田一般井深约2 400~3 000 m的油井或由于J55钢级套管的连接强度不够,注水井套管柱普遍采用N80钢级套管或N80钢级和J55钢级套管组合。这给现场带来了操作不便、管理成本增加等问题,而采用N80钢级套管又造成了强度富余的问题,变相增加了管材成本。
针对以上问题,国内一些无缝管厂曾研制了介于J55和N80钢级之间的65 ksi钢级无缝石油套管,但普遍存在采用较高的碳及合金元素含量设计以及离线热处理等方式提高强度而导致能耗及制造成本高、管材韧性低等问题[1-2]。为有效降低油田钻采成本,提升管材质量,并满足井深约2 400~3 000 m的油井或注水井的钻井、压裂、采油、注水等作业需要,宝鸡石油钢管有限责任公司采用新型的焊管热机械控制工艺(TMCP),即“高频电阻焊+焊管热张力减径+余热在线快速冷却”,开发了低能耗、轻量化的BSG-65钢级石油套管。
本研究针对BSG-65钢级SEW石油套管开展了理化性能检测和全尺寸实物性能试验研究。
1 原料成分设计
BSG-65钢级SEW套管是以API SPEC 5CT标准[3]规定的M65钢级的力学性能指标作为设计基础,并根据API SPEC 5B、API TR 5C3等标准[4-5]的相关公式计算出该钢级套管的螺纹连接强度、抗外挤强度等其他指标要求,以Φ139.7 mm×9.17 mm规格的长圆螺纹套管为例,具体要求见表1。

表1 BSG-65钢级SEW套管的性能要求
根据所采用的新型焊管热机械控制工艺(TMCP)特点,热轧卷板原料经钢带纵剪、成型焊接、中频感应加热及热张力减径后,主要依靠余热在线快速冷却处理来细化晶粒,提高强韧性,同时可减少原料的合金元素含量、离线热处理道次等,进而降低综合制造成本。结合BSG-65钢级SEW套管的性能指标要求,其原料采用经济型的中碳锰钢熔炼成分设计(见表2)。

表2 BSG-65钢级SEW套管用钢的化学成分 %
C是钢中最基本的强化元素,可溶解在钢中,形成间隙固溶体,起固溶强化作用,同时又是很强的淬透性元素,有利于显著提高强度;但是,C含量过高会降低钢的塑性和韧性,并引起焊接性能恶化。因此,将设计卷板的w(C)控制在0.28%~0.30%。Mn既能以固溶状态存在,也可以进入渗碳体中取代一部分Fe原子,起到固溶强化作用,还能形成硫化物,但含量过高容易引起严重的带状偏析,进而导致在线快速冷却过程,产生冷裂纹倾向的加大,因而为确保优良的高频焊接性能,将w(Mn)控制在0.80%~1.20%。所以,材料成分设计主要是经济型的中碳锰钢,不刻意添加其他合金元素,以降低成本,同时控制卷板晶粒度在8级或更细,严格限制有害元素P和S含量,控制夹杂物及带状偏析的等级。
2 批量试制工艺
2.1 HFW管坯试制
将热轧钢卷经纵剪、铣边、排辊粗成型、精成型、高频电阻焊接、焊缝超声波探伤、定径和飞锯制成HFW毛坯管。试制工艺流程为:卷板—纵检—拆卷—钢带对焊—粗成型—精成型—HFW焊接—焊缝超声探伤—定径—飞锯。
2.2 管材热张力减径
采用中频感应装置将HFW毛坯管快速加热到管材的奥氏体化温度,随即进入多道轧辊机组进行全管体热张力减径,然后经旋转热锯得到所需外径、壁厚和长度的高温(约800℃)热张减管坯。试制工艺流程为:中频感应快速加热—全管体热张力减径—旋转热锯。
2.3 管材在线快速冷却
将高温热张减管坯旋转,通过在线控制冷却装置快速冷却至所需温度,然后在冷床上空冷至室温,得到套管管坯。具体试制工艺流程为:在线控制冷却—冷床空冷。
3 组织性能分析
3.1 外观尺寸
依据SY/T 6238.1—1996标准,采用外径千分尺、壁厚测厚仪及普通长度量具等对BSG-65钢级套管的管体几何尺寸进行测量,检验位置如图1所示,具体检验数据见表3。

图1 管体几何尺寸检测位置示意图
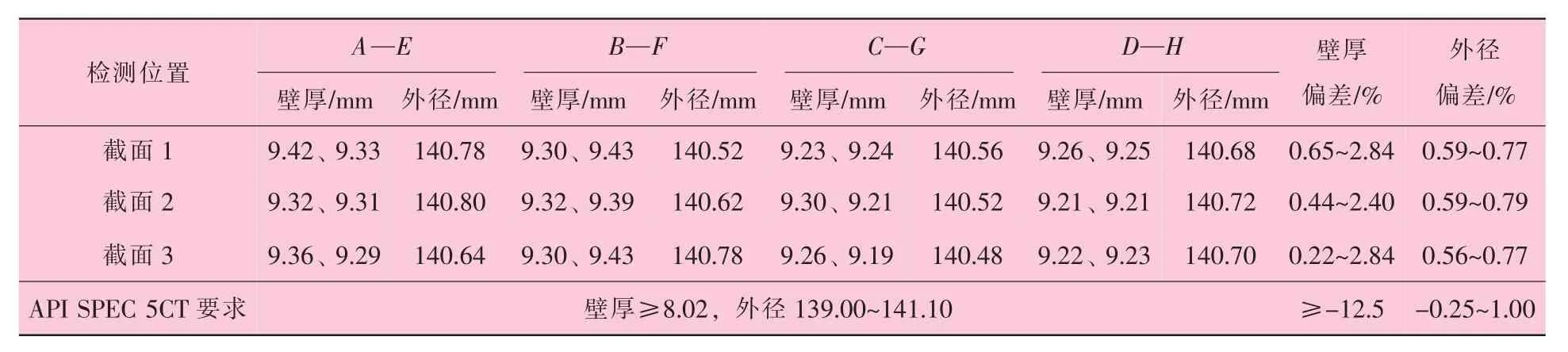
表3 BSG-65钢级SEW套管的几何尺寸检测结果
从表3可见,BSG-65钢级SEW套管几何尺寸精度高,壁厚均匀,其壁厚偏差和外径偏差仅分别为0.22%~2.84%和0.59%~0.79%,完全满足API SPEC 5CT标准要求,同时优于同规格的无缝套管[6],为提升管体的抗外挤性能和单井吨耗下降奠定了有利的基础。
3.2 显微组织
对3种不同状态试验管的显微组织进行光学显微镜观察。图2为HFW母管的显微组织。从图2可以看出,HFW管坯的母材组织为典型的铁素体+珠光体组织且带状偏析较明显,焊缝中心存在明显的脱碳层且以铁素体为主,热影响区则出现了魏氏体组织和马氏体、贝氏体等硬相混合组织。图3为HFW母管经热张力减径后直接空冷至室温(即正火处理)的管体组织。从图3可以看出,焊缝和热影响区实现了明显的组织优化,其硬相组织转变成了铁素体+珠光体,进一步缩小了与母材的差异,但铁素体晶粒尺寸明显粗化(晶粒度约为8~9级),体积分数显著增多,带状偏析依旧2.5~3级。图4为HFW母管经热张力减径和在线快速冷却处理后的管体组织。从图4可以看出,铁素体晶粒细化并形成仿晶界网状分布,珠光体的体积分数增多,这是由于快冷工艺对奥氏体中的C、Mn等合金元素的扩散进行了有效抑制,从而使得未达到共析成分的奥氏体被快速过冷到伪珠光体区域,发生伪珠光体转变,进而获得大量的“伪珠光体组织”[7-16],同时还有效抑制了带状偏析。
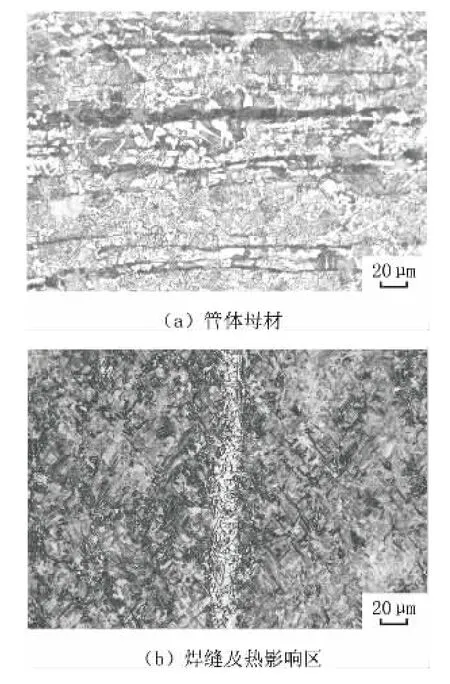
图2 HFW母管的显微组织
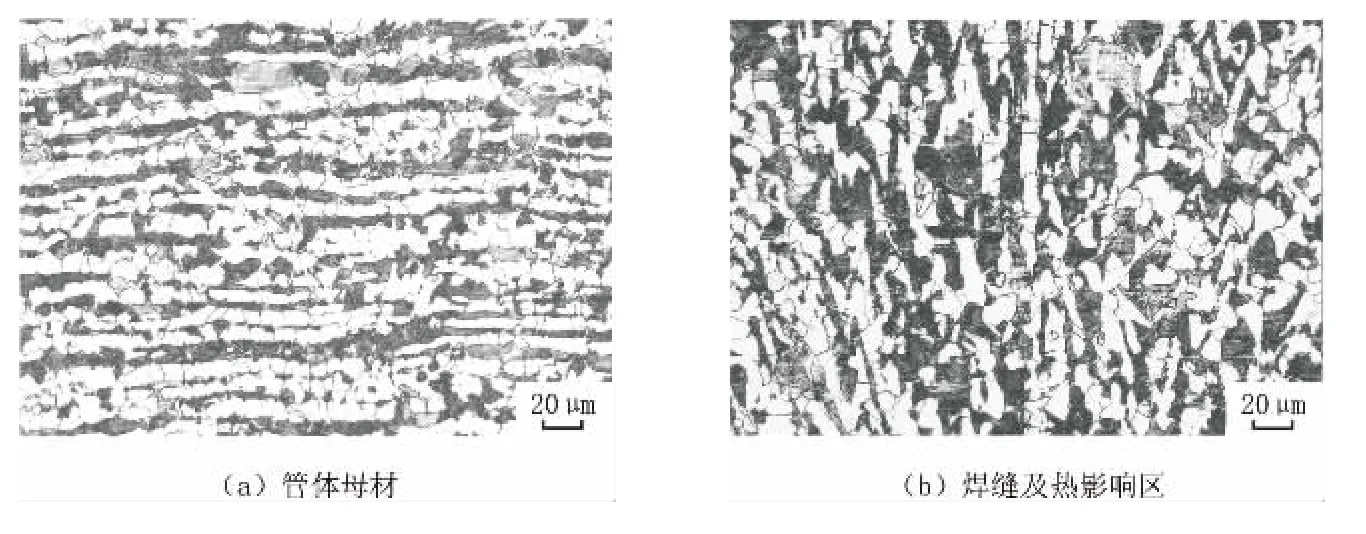
图3 高温热张减管坯直接正火处理的显微组织
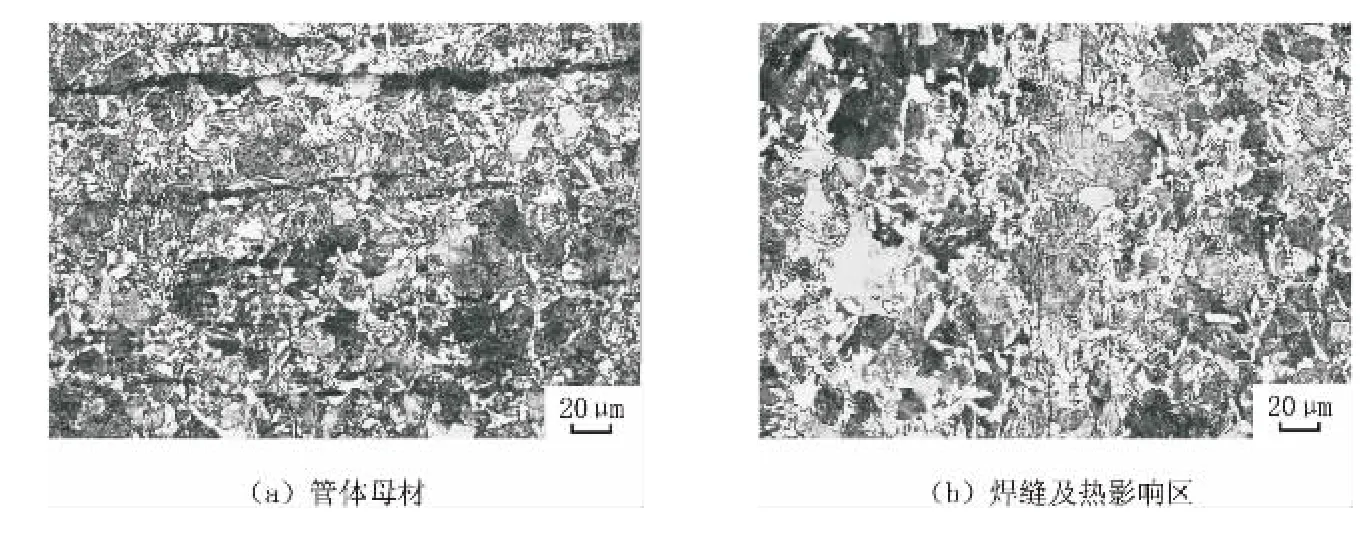
图4 高温热张减管坯在线快速冷却处理后的显微组织
3.3 力学性能
利用设计成分生产的新型BSG-65钢级SEW套管的力学性能见表4,显微硬度检测结果见表5。从表5可见,经过新型的焊管热机械控制工艺(高频电阻焊+焊管热张力减径+余热在线快速冷却)制造的BSG-65钢级SEW套管的母材、焊缝和热影响区的显微硬度接近一致,母材横向和焊缝中心的冲击值大幅超出标准要求,同时其屈服强度、抗拉强度和延伸率也达到了标准要求的中上限水平。

表4 试验管坯的力学性能检测结果
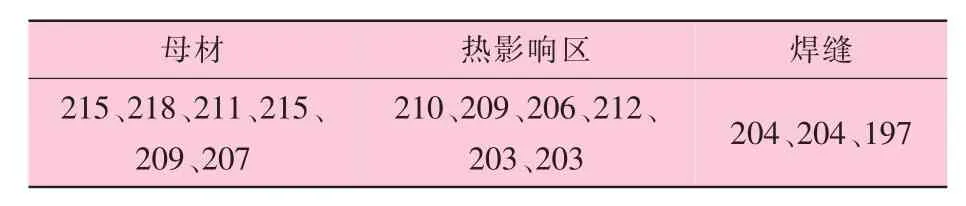
表5 试验管坯显微硬度检测结果(HV10)
3.4 全尺寸实物性能

表6 试验管坯全尺寸实物性能检测结果
表6所示为新型的BSG-65钢级SEW套管的全尺寸实物性能,图5为试样管抗外压挤毁试验形貌。从表6可以看出,该管材具有良好的使用性能,其螺纹连接强度、抗内压至失效强度和抗外压至挤毁强度性能均超出指标要求11%以上,有效保障了满足工程的应用需要。

图5 试样管抗外压挤毁试验形貌
4 结 论
(1)BSG-65钢级套管是介于API SPEC 5CT J55钢级和N80钢级之间的一种非API标准系列套管产品。
(2)采用热机械控制工艺TMCP(高频电阻焊+焊管热张力减径+余热在线快速冷却)制造的BSG-65钢级套管的外观尺寸、理化性能和全尺寸实物性能均满足相关要求;同时,管体的焊缝、热影响区和母材的组织性能接近一致,达到了工程无缝化水平。
[1]付继成,孙开明,张传友,等.TP65石油套管的设计开发[J].钢铁,2001,36(7):27-29.
[2]罗先登.K55的生产工艺特点及M65的开发[J].四川冶金,2002,34(5):34-36.
[3]API SPEC 5CT,套管和油管规范[S].
[4]API SPEC 5B,套管、油管和管线管螺纹的加工、测量和检验规范(15版)[S].
[5]API TR 5C3,Technical Report on Equations and Calculations for Casing,Tubing,and Line Pipe Used as Casing or Tubing;and Performance Properties Tables for Casing and Tubing First Edition[S].
[6]毕宗岳,何石磊,李周波,等.新型P110钢级SEW石油套管研制[J].焊管,2013,36(4):5-9.
[7]康煜平.金属固态相变及应用[M].北京:化学工业出版社,2007.
[8]徐永康,刘耀恒.微合金化在正火态管线用无缝钢管中的应用[J].钢管,2015(4):11-15.
[9]赵小婷,姚连登,李红斌.正火温度对铁素体珠光体型高强钢力学性能的影响[J].热加工工艺,2013(18):187-188.
[10]曹雷.30Mn2钢HFW焊管焊缝淬火后在线热处理工艺的选择[J].钢管,2011(4):67-69.
[11]唐帅,刘振宇,王国栋,等.正火温度对低碳微合金钢Z 向性能的影响[J].金属热处理,2009(7):46-49.
[12]刘雅政,刘照,徐进桥,等.非调质N80石油套管轧制工艺优化的实验研究[J].钢铁,2006(7):41-44.
[13]周晓光,刘振宇,吴迪,等.控制冷却对C-Mn钢力学性能的影响[J].东北大学学报(自然科学版),2010(3):362-365.
[14]方琪,韩峰,孙伟,等.控制冷却参数对普碳钢组织性能的影响[J].内蒙古科技大学学报,2009(4):307-309.
[15]周晓光,邢伟,龚福建,等.控制冷却对C-Mn双相钢组织与力学性能的影响[J].材料热处理学报,2015(10):66-71.
[16]吕卫东,程杰锋,唐广波.控制冷却技术的发展及其在热轧钢管过程的应用[J].上海金属,2015(2):45-48.
编辑:李红丽
《中国焊管50年》征订启事
由中国金属学会轧钢学会第五届焊管学术委员会组织编撰,《焊管》期刊社负责资料收集、整理、编辑,中国工程院李鹤林院士担任主编,焊管制管企业和相关科研院所50余位学者、专家共同参与编写的大型历史文献《中国焊管50年》,发行以来,受到广大读者的广泛好评。
《中国焊管50年》充分展现了50年来中国焊管工业的发展历程及所取得的辉煌成就;真实记载了我国焊管产品、工艺、设备、材料、相关标准、质量检测及控制技术的设计、制造、应用的发展过程;客观反映了我国焊管行业的现状;科学分析了未来我国及国际焊管工业的发展趋势。它既是一部我国焊管工业的发展史,同是又是一部焊管行业生产技术的现行教科书。
《中国焊管50年》全书约100万字,定价200元(含邮资),可直接与《焊管》期刊社联系订购。
联系人:谢淑霞 联系电话:0917-3398448
Development of BSG-65 Grade SEW Petroleum Casing
WEI Feng1,2, HE Shilei1,2, LI Yuanzheng1,2, Liang Hang1,2, Li Jingbo3
(1.Chinese National Engineering Research Center for Petroleum and Natural Gas Tubular Goods, Baoji 721008,Shaanxi, China; 2.Baoji Petroleum Steel Pipe Co., Ltd., Baoji 721008, Shaanxi, China;3.Baoji OCTG Company of Baoji BSG Group,Baoji 721008, Shaanxi, China)
TE931.2
A
10.19291/j.cnki.1001-3938.2017.06.004
2017-03-15
韦 奉(1977—),男,硕士,工程师,主要从事新型油气管材及制造工艺技术研究工作。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年5期)2022-04-18
钢管(2021年2期)2021-11-30
军民两用技术与产品(2020年4期)2020-05-16
四川冶金(2020年3期)2020-02-19
中国设备工程(2019年12期)2019-08-05
当代陕西(2018年6期)2018-05-22
当代陕西(2017年12期)2018-01-19
音乐天地(音乐创作版)(2017年1期)2017-04-24
中国卫生(2016年11期)2016-11-12
