多传感器信息融合在焊接质量控制中的应用
2017-10-10 06:14刘广瑞周文博郭珂甫
郑州大学学报(工学版) 2017年5期
刘广瑞,周文博,田 欣,郭珂甫
(郑州大学 机械工程学院,河南 郑州 450001)
多传感器信息融合在焊接质量控制中的应用
刘广瑞,周文博,田 欣,郭珂甫
(郑州大学 机械工程学院,河南 郑州 450001)
利用BP神经网络,将电弧传感器和超声波传感器所获观测信息以及焊接电流、焊接速度、焊缝坡口等焊接参数信息进行有效融合,得到焊缝熔深预测模型.为了对焊缝熔深进行精确控制,结合传统PID控制器与模糊控制器的优点,设计了参数自调整模糊PID控制器,仿真结果表明:建立的焊缝熔深预测模型能够实时、快速、准确地测量得到焊缝熔深信息,在系统性能各方面参数自调整模糊PID控制器相比于传统PID控制器有着显著优势.
电弧传感; 超声波传感; 信息融合; BP神经网络; 参数自调整模糊PID控制器
0 引言
随着自动化、智能化的不断发展,信息融合越来越多地受到学术界和工业界的广泛关注.多传感器信息融合为机器人在动态的、不确定的或未知环境中的工作提供了一种解决途径.焊接质量控制一直是自动化焊接中的一个重要研究课题.单一传感器无法全面有效地获取焊接过程状态信息,在焊接过程中使用不同传感器侧面获取焊接状态信息,通过融合技术将获取的焊接过程状态信息进行融合处理,获得比单一传感器更加精确地描述焊接过程状态的融合信息[1].有很多研究人员已经将多传感器信息融合技术有效地应用到焊接过程中[2-4].经研究分析,影响焊缝熔深的主要因素有焊接电流、焊接速度、焊缝偏差、坡口角度以及焊接材料熔化速率等;焊接电流、焊缝偏差信息可以利用电弧传感器获取,焊接材料熔化速率可以利用超声波传感器间接得到.笔者将旋转电弧传感器和超声波传感器获得的观测信息进行融合得到焊缝熔深预测模型,结合设计的参数自调整模糊PID控制器,能在焊接过程中对焊缝熔深进行实时测量与控制,以提高焊接质量.
1 电弧传感焊缝偏差测量原理
电弧传感器直接从焊接电弧信号中获取焊缝偏差信息,结构简单,实时性好.根据以往研究,电弧传感器可以分为3类:并列双丝式、旋转式和摆动式.并列双丝式电弧传感器是根据并列的两根焊丝电流或电压的差值确定焊缝左右偏差的大小和方向,从而实现横向跟踪;根据两根并列焊丝的电流或电压的和值可确定焊缝的高度偏差,从而实现纵向跟踪.摆动式和旋转式电弧传感器是根据电弧在工件上扫描时,焊炬距离工件表面的高度变化引起电弧参数(电流、电压等)的变化,以此来确定电弧参数与焊缝偏差之间的关系,从而进行焊缝跟踪.并列双丝式电弧传感对两个焊接参数的一致性要求比较高,并列双丝须具有良好的绝缘性,对双丝间距也有严格的要求,因而使用收到很大的限制.与摆动式电弧传感器相比,旋转式电弧传感器具有较高的扫描频率和较好的灵敏度,因此旋转式电弧传感器更适合高效率的焊接作业.潘际銮院士[5]通过理论分析和试验研究在三个假设的前提下推导出了电弧传感器的动态物理数学模型,给出了关于电弧传感器动态输入输出关系的定量数学描述.
2 超声波传感焊缝熔深测量原理
目前,超声波传感在焊缝熔深测量的研究中,一般是利用剪切波在焊件内的渡越时间来计算焊缝熔深.电磁声换能器是一种将机械能与电能相互转化的装置,既能发射超声波也能接收超声波.早期的焊缝熔深测量研究使用压电换能器(PZTs),需要利用耦合剂将它与待检工件连接起来,致使应用受到了很大限制.激光脉冲器利用热弹效应或热蚀效应在物体内部或表面产生超声波.由于单个的激光脉冲发射能量小,产生的超声波信号弱,电磁声换能器(EMAT)作为超声波接收装置具有较低的灵敏度,单个激光脉冲已无法满足要求.若将多个激光源叠加照射到工件表面,每一个激光源产生的超声波就会相互作用,在工件内产生一个三维干涉图.每个激光源相当于阵列中的一个阵元,通过改变阵元的位置和发射时间能产生新的三维干涉图,这样就能通过控制阵元的空间和时间达到增强超声波在工件内特定区域振幅的目的.图1为超声波在焊件中传播路线图.
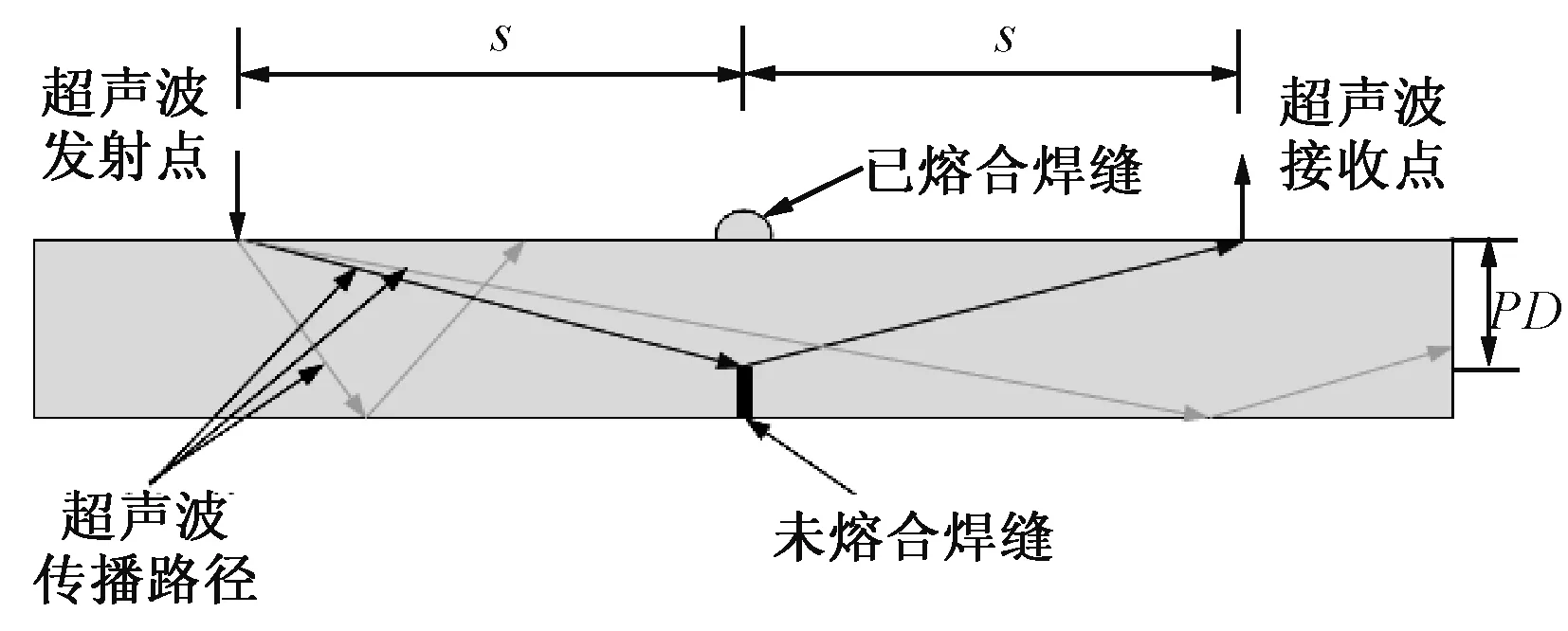
图1 超声波在焊件中传播路线图Fig.1 Path of the ultrasonic wave
超声波渡越时间法测量焊缝熔深通常采用超声横波或纵波在焊件中的传播时间来计算焊缝深度.若超声波发射点与焊缝的距离等于超声波接收点与焊缝的距离,则超声横波或纵波在焊件中的传播时间可表示为:

(1)
焊缝熔深可表示为:
(2)
式中:t为超声横波或纵波在焊件中的传播时间;PD为焊缝熔深;s为超声波发射点与焊缝的距离或超声波接收点与焊缝的距离;CS,L为超声横波或纵波在焊件中的传播速度.其中,s、CS,L均为已知量,通过超声波接收器测得超声波在焊件中的传播时间t,即可求出焊缝熔深PD.此超声波测量焊缝熔深方法是在焊接过程完成之后进行的,不具实时性,无法对焊接过程中焊缝熔深进行实时控制,但是可以通过测量小时间段内焊缝熔深的变化间接得到焊接材料纵向熔化速率.
3 基于BP神经网络的焊缝熔深预测模型
BP神经网络[6](backpropagation neural network,BPNN)是1986年提出的利用误差反向传播训练算法的神经网络.该网络一般含有3层或3层以上结构,包括:输入层、隐含层和输出层;输入信息从输入层经隐含层逐层处理,并传向输出层.BP神经网络中多利用S函数的连续可导性作为活化函数,便于引入最小二乘学习算法,使网络输出值与实际值均方误差达到最小.
自动化焊接过程中,通常焊缝熔深是难以实时测量与控制的.经研究分析,影响焊缝熔深的主要因素有焊接电流I、焊接速度v、焊缝偏差e、坡口角度α、焊接材料熔化速率tTOF等.利用BP神经网络建立焊缝熔深预测模型,BP神经网络模型如图2所示.输入层节点数量j=5;隐含层两层,每层节点数量i=i′=8;输出层节点数量k=1.在网络学习过程中,针对BP网络可能陷入局部最小值,收敛速度慢等缺点,笔者采用改进的BP算法,引入自调整学习率算法和动量梯度下降算法,使用改进算法后的权值修正公式为:
W(t+1)=W(t)+2αη(t-1)[(1-βt)D(t)+
βtD(t-1)],
(3)
式中:W(t)为t时刻权值向量;α=sign[D(t)D(t-1)];η为学习率;βt为自适应调节系数,βt=1-[(t-1)/t]n,n为正整数;D(t)=∂E/∂W(t)为t时刻的负梯度.

图2 神经网络模型结构Fig.2 Structure of neural network model
采用改进的BP算法,其目的是使神经网络输出与焊缝熔深目标值之间的均方差E最小,即:
(4)


图3 神经网络训练过程流程图Fig.3 Flowchart of neural network training process
当隐含层第一层和第二层活化函数均选择S函数,输出层活化函数选择比例函数,采用上述改进的BP算法对焊缝熔深BP神经网络模型训练,训练误差变化曲线如图4所示.

图4 网络训练误差变化曲线Fig.4 Error curve
由图4可知,经过简单的20步就能使网络输出均方误差和达到10-3以下,收敛速度能满足使用要求.
4 控制器设计
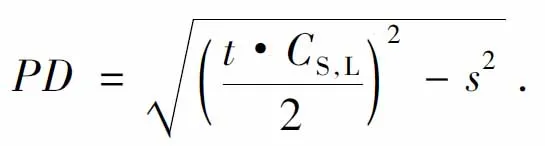
由于PID控制器具有很好的通用性和鲁棒性,因而许多研究人员将PID控制器应用于各种控制系统中.但是,经典PID控制器的3个控制参数(比例系数KP、积分作用系数KI、微分作用系数KD)在控制过程中都是不变的,因而在多变量、非线性、强耦合系统中的应用有着很大的局限性,很难获得满意的控制效果.笔者的被控对象为焊接机器人,为简化问题,将焊接速度的控制等效为对直流伺服电机的控制,而直流伺服系统是一个非线性强耦合的控制系统,故PID控制器无法满足笔者的控制要求.模糊控制器不依赖被控对象的精确数学模型,具有超调小,能够很好地克服非线性带来的影响等优点.笔者将二者结合起来,既能发挥PID控制器鲁棒性好的优点,也能发挥模糊控制器适应性强的优点.参数自调整模糊PID控制器结构如图5所示.
图5 参数自调整模糊PID控制器结构Fig.5 Structure of self-tuning fuzzy PID controller
模糊控制器的输入参数为焊缝熔深偏差e和焊缝熔深偏差变化率ec;输出参数为PID参数修正因子KP、KI、KD.焊缝熔深偏差e和焊缝熔深偏差变化率ec的基本论域分别为[-0.8,0.8]和[-0.06,0.06];KP的基本论域为[-50,50],KI的基本论域为[-20,20],KD的基本论域为[-35,35].e的模糊集为{NB,NM,NS,NO,PO,PS,PM,PB};ec的模糊集为{ NB,NM,NS,O,PS,PM,PB };e和ec的论域为{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6};KP、KI、KD的论域为{-7,-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6,7}.焊缝熔深偏差e的模糊集选取8个元素,区分了NO和PO是为了提高稳态精度[7].
根据工程人员实际经验,制定PID控制器各参数调整值的模糊控制规则,如表1、表2、表3.

表1 ΔKP的模糊规则表

表2 ΔKI的模糊规则表
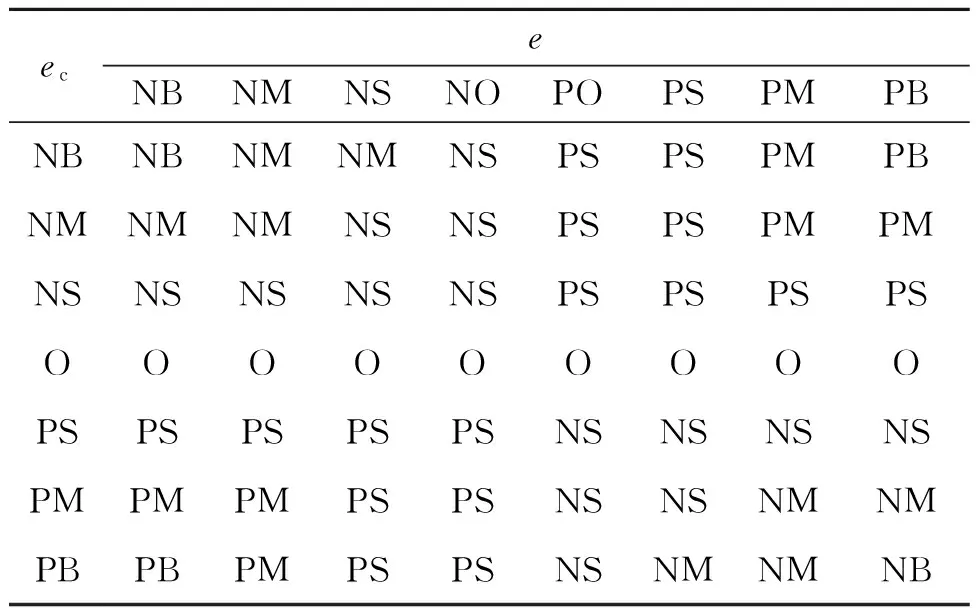
表3 ΔKD的模糊规则表
根据以上规则建立56条控制规则,示例如下:
(1)If (eis NB) and (ecis NB) then (ΔKPis PB) (ΔKIis NB) (ΔKDis NB);
(2)If (eis NM) and (ecis NB) then (ΔKPis PB) (ΔKIis NB) (ΔKDis NM);
(3)If (eis NS) and (ecis NB) then (ΔKPis PM) (ΔKIis NM) (ΔKDis NM);
(55)If (eis PM) and (ecis PB) then (ΔKPis PM) (ΔKIis NM) (ΔKDis NM);
(56)If (eis PB) and (ecis PB) then (ΔKPis PB) (ΔKIis NB) (ΔKDis NB).
以直流伺服电机为被控对象,初始值KP=100,KI=30,KD=105,PID焊缝跟踪控制系统阶跃响应曲线与参数自调整模糊PID控制系统阶跃响应曲线的对比如图6所示.由图6可知,与传统PID控制器相比,参数自调整模糊PID控制器有很大的优势.使用焊缝跟踪与焊缝熔深控制相结合的方法,在提高焊缝跟踪精度的同时也能很好地提高焊接质量.

图6 定值PID与参数自调整PID控制系统阶跃响应对比图Fig.6 Comparison of traditional PID controller and self-tuning fuzzy PID controller
5 结论
利用BP神经网络建立了基于多传感信息融合的焊缝熔深预测模型,精度较高,运算速度快,能很好地完成焊缝熔深在线监测与控制任务.相比与传统PID控制器,参数自调整模糊PID控制器在提高系统性能方面有着显著的优势.以上研究结果表明,将电弧传感和超声波传感信息融合应用于焊接过程在线监测与控制能有效提高焊接质量.
[1] 陈善本,陈波,马宏波,等.多传感器信息融合技术在焊接中的应用及展望[J].电焊机,2009,39(1):58-63.
[2] CAI G R,DU D,TIAN Y,et al.Defect detection of X-rayimages of weld using optimized heuristic search based on imageinformation fusion[J].Transactions of the China welding institution,2007,28(2):29-32.
[3] CHANG Y L,SU H,LIN B,et al.Spot welding quality fuzzy control system based on multisensor information fusion[J].Chinese journal of mechanical engineering,2007,20(4):36-39.
[4] CHEN B,WANG J F,CHEN S B.Prediction of pulsed GTAW penetration status based on BP neural network and D-S evidence theoryinformation fusion[J].The international journal of advanced manufacturing technology,2010,48(1):83-94.
[5] 廖宝剑,吴世德,潘际銮.电弧传感器理论模型及信息处理[J].焊接学报,1996,17(4):263-270.
[6] 鄂加强,左红艳.神经网络模糊推理智能信息融合及其工程应用[M].北京:中国水利水电出版社,2012.
[7] 李世勇.模糊控制[M].哈尔滨:哈尔滨工业大学出版社,2011.
Abstract: BP neural network for effectively fusioning the information obtained by arc sensor and ultrasonic sensor and information of welding parameters such as welding current, welding speed, welding groove and so on was used to obtain the prediction model of weld penetration depth. Simulation results showed that: the prediction model of weld penetration depth could measure the weld penetration quickly, accurately and in real time. For the precise control of weld penetration, parameters self-tuning fuzzy PID controller was desing, which combined with the advantages of traditional PID controller and fuzzy controller. Smulation results showed that compared with traditional PID controller, parameters self-tuning fuzzy PID controller had a significant advantage in the performance of the system.
Keywords: arc sensor; ultrasonic sensor; information fusion; BP neural network; parameters self tuning fuzzy PID controller
Multi-sensorInformationFusionTechnologyintheMeasurementofWeldPenetration
LIU Guangrui, ZHOU Wenbo, TIAN Xin, GUO Kefu
(School of Mechanical Engineering, Zhengzhou University, Zhengzhou 450001, China)
刘广瑞(1966— ),男,河南郑州人,郑州大学教授,博士,从事自动控制系统、机器人、数字化液压等方面的教学和研究工作,E-mail:lgrui2006@163.com.
TG434.5
A
10.13705/j.issn.1671-6833.2017.02.025
2016-10-27;
2016-12-26
农业部公益性行业农业科研专项(nyhyzx-005);河南省科技计划资助项目(1623004100)
1671-6833(2017)05-0028-04
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
陶瓷学报(2021年4期)2021-10-14
焊接(2020年9期)2020-12-28
上海交通大学学报(2020年7期)2020-08-03
电子制作(2019年10期)2019-06-17
小天使·六年级语数英综合(2018年10期)2018-10-15
电子制作(2018年17期)2018-09-28
电子制作(2017年22期)2017-02-02
军事文摘·科学少年(2016年7期)2016-09-20
电子制作(2016年21期)2016-05-17