
提高陶瓷压砖机系统清洁度的探究
2017-09-30 21:43梁均成何龙辉
佛山陶瓷 2017年9期
梁均成++何龙辉
摘 要:陶瓷压砖机是生产陶瓷砖最关键的设备,液压系统的清洁度是整个陶瓷压砖机运行的最基本因素。本文根据佛山恒力泰几十年的生产经验,阐述陶瓷压砖机清洁度的重要性,在生产过程中如何提供液压系统的清洁度进行试验和讨论分析。
关健词:陶瓷压砖机;液压系统;清洁度
1 前言
陶瓷压砖机是生产陶瓷砖最关键的设备,是机、电、液、计算机控制技术和陶瓷工艺技术相结合的现代高科技设备。可靠性、重复性、调控性、耐久性是评价压砖机综合性能的重要指标。液压系统是陶瓷压机运行基本动力源泉,保证系统清洁度,对压砖机正常工作和提高生产效率、延长压砖机使用寿命至关重要。笔者长期工作在陶瓷压砖机装配一线,故本文从陶瓷压砖机机加工、装配安装、调试运行等方面,主要讨论陶瓷压砖机系统不良清洁度带来的危害以及提高清洁度的部分措施,以便各读者对陶瓷压砖机做更好维护。
2 问题的提出
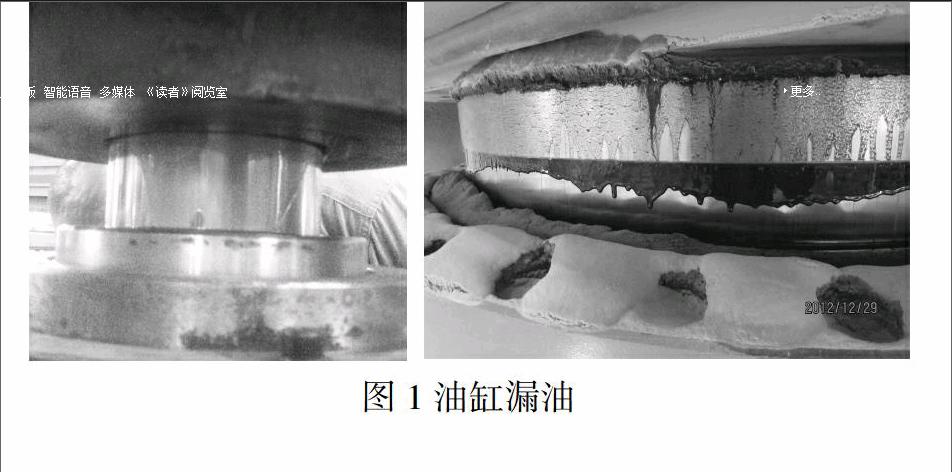
前几年我司售后服务接到若干客户的投诉:油缸漏油较多,严重影响设备的运行。见图1。为了解决问题,公司专门成立了以笔者为首的攻关小组,结合技术、质检、工艺员、安装工人等,对该的问题进行深入分析。
3 問题的分析
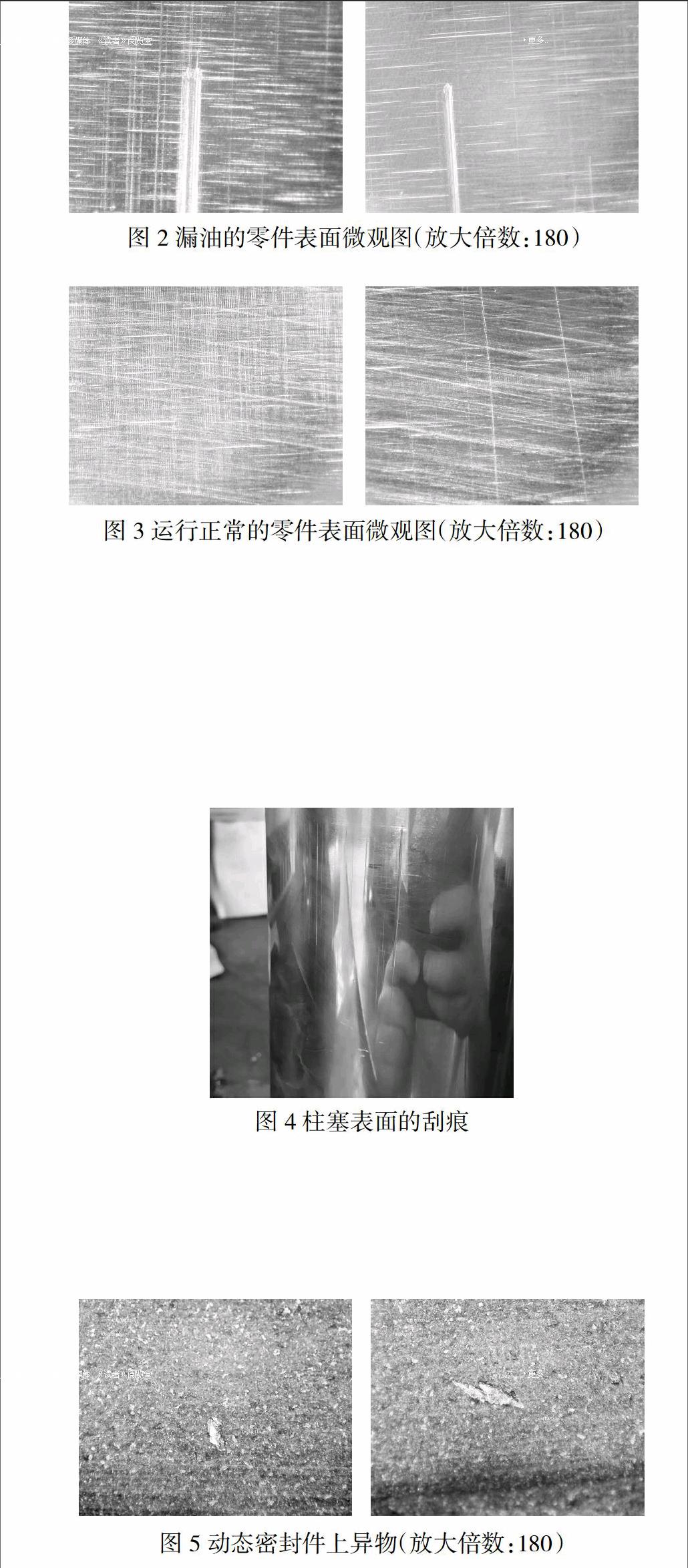
攻关小组对漏油的油缸系统进行拆卸记录分析,发现相关零件(柱塞、法兰和油缸)均符合图纸要求,没有导致漏油的硬件缺陷,静态密封件良好。对主要的零件表面进行微观放大分析,通过180倍的微观显微镜,观测零件表面,见图2。
其中图2为漏油的柱塞的表面,图3为运行正常的零件表面微观图,明显发现漏油的零件表面有明显的刮痕,弄手触摸能明显感觉到刮痕的存在和深度,分布上没有呈现规律性,刮痕宽度在0.01 ~ 1 mm。最严重者,无须放大仪器,肉眼可以分辨,见图4。
同时攻关小组对动态密封进行仔细的观测,通过180倍显微镜,发现动态密封件上有金属颗粒等异物,见图5。
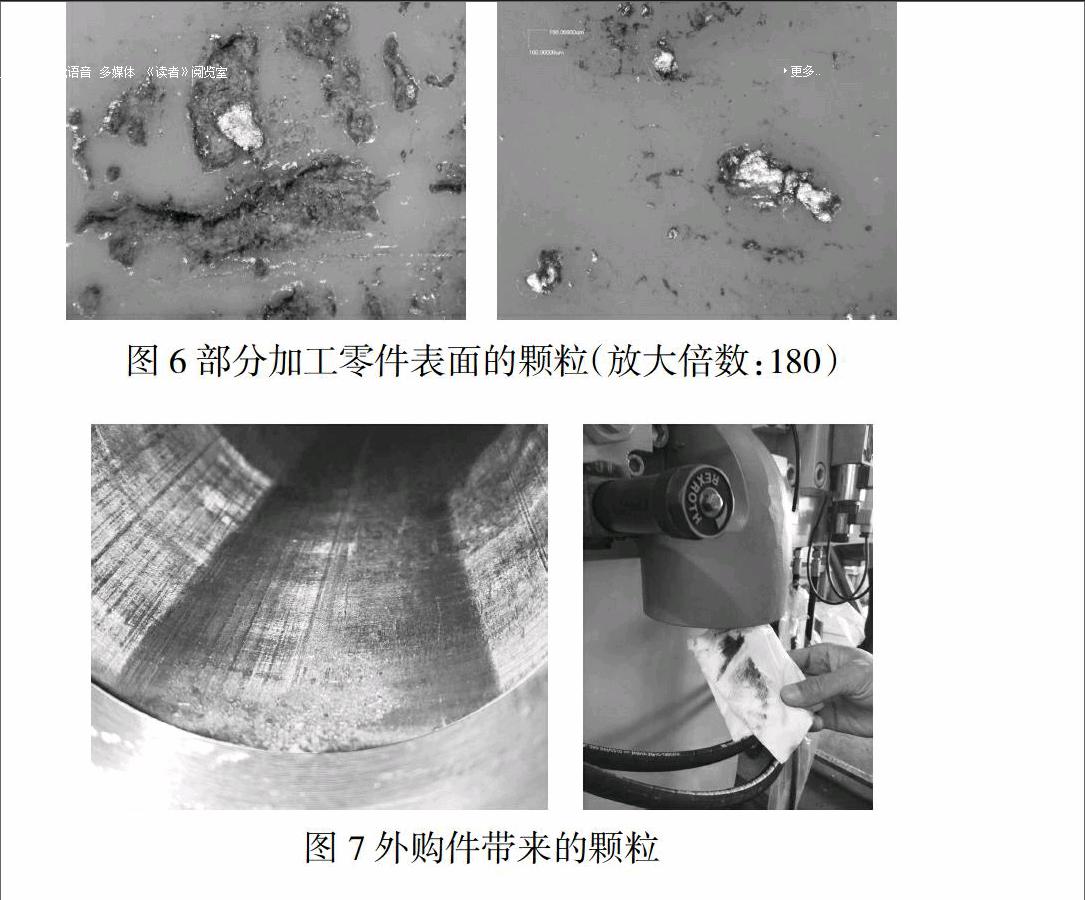
通过上述分析,攻关小组基本确定问题的根源在于:液压系统清洁度较差,存在大量的颗粒,颗粒在油缸运动副中,刮伤零件表面和密封件,导致漏油。对于系统中的颗粒来源,攻关小组展开全面深入的排查,基本来源于较为粗糙的加工表面,附有加工铁屑,见图6。同时在一些外购件(包括胶管、冷却器、过滤器等)中发现其过油表面均附有各种颗粒。
4 改进措施
从上述调查分析中可以看出,导致漏油的主要原因在于液压系统的清洁度差,因此改进措施主要在于提高液压系统的清洁度,具体有以下几个方面。
4.1加强零件表面的清洗工艺
借鉴其他行业对一些油路的冲洗工艺——海绵冲洗工艺:通过气压带动圆柱状海绵流动,以达到清洁管路的作用,此工艺在胶管等行业较为常用。在我司带深孔零件上作试验,发现此工艺的优点:成本较低,操作简单,检测方便。
4.2建立外购件清洁度采购标准
对于设备涉及油路的外购件,包括胶管、冷却器、过滤器、蓄能器等,制定严格的采购标准:所有涉及油路的零件,用干净液压油进行冲洗,冲洗后液压油必须达到ISO:20/18/15或者NAS的9级以上。
4.3试机冲洗工艺
在压机安装完毕后,液压系统已封闭,启动压机液压系统冲洗工序,通过液压油的流动冲洗,循环过滤,将液压系统中的颗粒过滤。
4.4提高油孔的粗糙度
攻关小组调查发现零件表面的粗糙度越光滑,颗粒越少,即颗粒污染度与零件表面形状有关。外露表面比较容易清洁,颗粒少,内孔比较难清洁,颗粒较大,尤其钻深孔,粗糙度较差,直径小难以清理,其颗粒数量很多。因此针对部分通油的零件表面原粗糙度为≥12.5,建议提高粗糙度。
4.5新型动态密封件
攻关小组还与国外密封件供应商进行技术交流,供应商还根据我司设备特点,推荐新型密封件,新型密封件耐用性,抗挤出性能更优。
5 小结
陶瓷压砖机漏油,涉及的因素较多。本文重点在提高系统的清洁度,减少颗粒物对系统的破坏,攻关小组提出的措施实施后,设备漏油情况有所改善,效果明显,措施实施接近一年,关于问题的投诉大大减少。保持压机清洁度要求,提高我司产品质量性能。
参考文献
[1] 叶松君,周性聪,邓耀顺.基于能量法的充液阀冲击载荷计算与分析.佛山陶瓷,2012(1):35~37.
[2] Trelleborg(特瑞堡)液压密封件——直线往复运动产品手册.2007年4月版.endprint
猜你喜欢
橡塑技术与装备(2023年3期)2023-03-21
设备管理与维修(2022年21期)2022-12-28
汽车实用技术(2022年13期)2022-07-19
流体机械(2022年5期)2022-06-28
水泵技术(2021年5期)2021-12-31
上海大中型电机(2021年1期)2021-06-09
橡塑技术与装备(2021年1期)2021-01-05
装备制造技术(2020年4期)2020-12-25
汽车零部件(2016年6期)2016-07-18
现代制造技术与装备(2015年4期)2015-12-23
