
湿法再生砂在铸造生产中的应用
2017-09-29 02:47:43梁加芳郑翠华李甜蒋卫东刘军
中国铸造装备与技术 2017年5期
梁加芳,郑翠华,李甜,蒋卫东,刘军
(1.一拖(洛阳)铸造有限公司,河南洛阳 47 100 4;2.圣泉兰科资源再生利用有限公司,河南洛阳 47 100 4)
湿法再生砂在铸造生产中的应用
梁加芳1,郑翠华1,李甜1,蒋卫东1,刘军2
(1.一拖(洛阳)铸造有限公司,河南洛阳 47 100 4;2.圣泉兰科资源再生利用有限公司,河南洛阳 47 100 4)
为解决铸造生产过程中的废砂排放,建设了湿法再生砂生产线。简要介绍了湿法再生处理工艺流程和再生砂的检测指标,在试验室对再生砂进行了检测和冷芯工艺试验,为现场实际应用积累了数据。通过实际生产应用,表明湿法再生砂可以在三乙胺法冷芯工艺中应用,且能满足生产工艺要求。
湿法再生;再生砂;冷芯工艺
D O I:10.39 69/j.i s s n.100 6-96 58.2017.05.00 6
0 概述
随着国民经济的发展,社会进步及人民环境保护意识的提高,““绿色铸造”的概念在行业中已经提出,并应用与实践。中国铸造行业“十三五”发展规划提出,要重点开展先进铸造技术和工艺装备的研发与推广,其中铸造旧砂再生技术便是其中的一项重要内容。近些年来,国内部分企业或科研单位针对粘土砂废砂的再生处理技术及再生砂的应用开展了许多创造性的工作,并在实际的铸造生产中获得成功案例。
一拖铸造公司现有3条粘土砂(潮模砂)造型生产线,最大生产能力为双班制12万t/年铸铁件,目前维持在6万t/年左右的产量。采用粘土砂造型工艺生产,由于过程中新砂(主要为芯砂)不断补充到型砂系统中,致使大量的废砂不断地从砂系统排出,而这部分废砂的重复利用率不高,大部分以丢弃和垃圾填埋为主。以2015年为例,一拖铸造共用新砂5.9万t,外排废砂数量约为6万t。当年铸件产量6.2万t,与新砂使用比例为0.95:1,也就是每生产1t铸件需0.95t的新砂。为解决废砂的排放问题,一拖铸造公司与圣泉兰科公司合作建设了一条年产15万t的废砂湿法再生处理线,经过近一年的建设,该生产线已于2016年3月开始运行,再生砂已逐步在生产中应用。
1 湿法再生工艺简介
1.1 废砂的主要成份
一拖铸造公司的3条粘土砂造型生产线所用型砂由旧砂、新砂、煤粉、膨润土及适量的水混合而成的,型砂性能指标如表1。

表1 造型线型砂主要性能指标
排放的废砂主要为混合型废砂,来于造型落砂、铸件清理、除芯等工序,混合型废砂以粘土废砂、废砂芯为主,主要成份如表2。

表2 混合型废砂主要成份一览表
一拖铸造的新砂主要用于制芯,且90%以上是三乙胺法冷芯工艺。使用的新砂有两种:郑庵砂和围场砂,此外还有占总用砂量5%左右的覆膜砂,新砂的使用构成比例以及混合型废砂中的郑庵砂和围场砂的大致构成比例如表3。

表3 新砂构成一览表
1.2 湿法再生工艺流程[1]
铸造混合型废砂的湿法再生就是以水为介质,对废砂进行多级柔性擦洗,在有效去除砂粒表面杂质的同时不磨损或极少程度的磨损砂子,并使其恢复到原砂形貌,经烘干后可代替新砂单独用于树脂砂制芯,从而达到多次循环使用的要求。其生产工艺流程图如图1。

图1 湿法再生工艺流程简图
工艺流程简要说明:
(1)前处理:废砂在密闭室内进行破碎、筛分、磁选、风选得到预处理废砂,浮尘通过脉冲除尘器收集;见图 2.a。
(2)湿法再生:预处理废砂经过多缸串联柔性机械擦洗去除表面杂质,然后进行砂液分离脱水;脱出水和擦洗用水进入回用水处理系统处理后循环使用;见图2.b。
(3)湿砂干燥:湿法再生工序的砂子经过机械振动、重力堆积进行初步脱水,然后进入三回程烘干滚筒进行干燥;见图2.c。
(4)冷却、贮存:经三回程烘干的再生砂进入冷却系统冷却,经冷却的合格再生砂输送至成品罐贮存、回用。
(5)回用水处理:湿法再生处理系统脱出水和擦洗用水经絮凝、沉降、分离污泥后过滤循环使用;见图2.d。
(6)煤泥及除尘粉:污泥经絮凝沉降后收集并输送至烘干炉进行干化处理后得到复合粉,可用于粘土砂、煤球、水泥等材料的外掺料使用。

图2 湿法再生设备
2 再生砂性能指标的检测[2]
2.1 再生砂性能指标的确定
经湿法再生处理后得到的再生砂将主要用于三乙胺法冷芯盒制芯工艺,因此,再生砂的含泥量、水份、粒度及树脂加入量将是衡量其综合性能的重要指标,其主要检测指标要求如表4、表5所示。

表4 再生砂检测指标

表5 再生砂用于冷芯盒制芯工艺的检测指标
2.2 再生砂在实验室的检测
无论是郑庵砂还是围场砂,都已在一拖铸造使用多年,其性能已在实际生产中得到充分验证,尤其是郑庵砂,在一拖已有50多年的使用历史。湿法再生工艺是以水为介质,通过柔性搓洗的方式去除砂粒表面的杂质,这相当于一个物理过程,理论上分析,湿法再生是不会改变原砂基本性能的,如二氧化硅含量、角形系数等,需要重点关注的是其粒度、水分、含泥量等指标的变化,而这些指标又直接影响冷芯砂的使用性能。
粒度分布的检测仪器有φ220 mm的标准筛一套、电动震筛机和感量为1/1000 g的天平。检测方法是;称取50 g±1g再生砂,倒入标准筛最上面的筛中,固定好筛子,开动震筛机筛动15 min后,依次将各个筛子及底盘上所余留的砂子倒在光滑干净的纸上进行称量、计算。
含泥量检测仪器有调温电阻炉、电干燥箱、天平等。检测方法是;称取再生砂50 g± 0.01g放入容量为1000 ml的搪瓷杯中,加入清水和焦磷酸钠溶液。将搪瓷杯放在电阻炉上煮沸5~6 min,然后冷却至室温。加水、搅拌、静置后,吸去杯中25 mm以上的水。重复本操作,直至搪瓷杯中的水达到透明为止。最后一次将搪瓷杯中水吸去后,将搪瓷杯放入干燥箱中烘干至质量恒定,冷却至室温后称量。
水分的检测仪器有红外线烘干器及天平。检测方法是:称取10 g样品放入盛砂盘中均匀铺平,将盛砂盘置于红外线烘干器内烘烤5~6 min,冷却后在天平中称量。再生砂的检测结果如表6、7所示。

表6 再生砂检测结果

表7 再生砂冷芯工艺检测结果
在实验室条件下,进行的不同树脂加入量的冷芯砂检测结果。
2.3 检测结果分析
再生砂的水分和含泥量优于新砂,这与湿法再生处理工艺有关。砂粒通过反复搓洗后,其表面粘附的煤粉、膨润土及灰份等脱离砂粒进入水中,再经除尘、烘干后可得到水分和含泥量较低的再生砂。
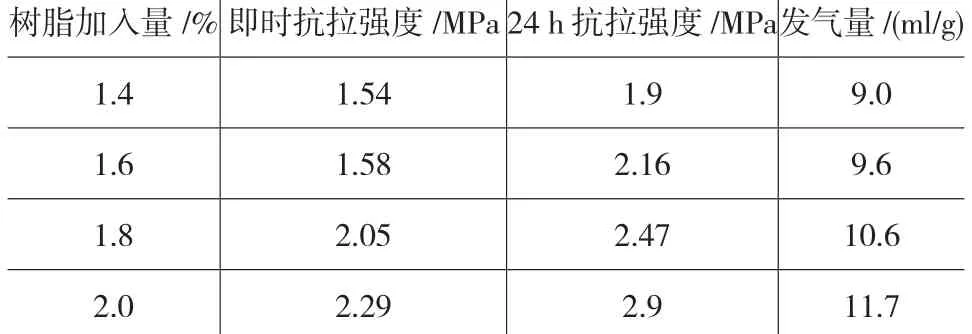
表8 再生砂冷芯工艺检测结果
再生砂的粒度分布维持不变,与新砂检测结果相同。其三筛集中度存在一定的波动,原因主要是设备尚在调试期间,部分工序设备未达到最佳状态;用砂结构发生变化,根据产品所需,使用了不同粒度的新砂或覆膜砂。
再生砂的砂源主要为郑庵砂和围场砂,经检测,其二氧化硅含量为82.2%,介于郑庵砂(78%)和围场砂(89%)之间,处于正常范围之内,可以满足工艺要求。
再生砂酸耗值超出工艺要求,其主要原因仍是再生砂中含有一定比例的郑庵砂。郑庵砂的酸耗值实测为9.4 ml,围场砂酸耗值实测为4.8 ml。酸耗值对冷芯砂的即时强度有一定的影响,其值越高,在相同树脂加入量的情况下,即时强度越低,不利于砂芯的脱模、转运等工序。
关于树脂加入量,当组分1、组分2之和达到1.4%时,其初始强度、24小时强度及发气量已满足工艺要求,但考虑到试验室条件与实际生产中的差异,最终将1.4%的加入量作为指导生产的数值,并根据砂芯质量情况进行适当的调整。
3 再生砂的应用
为了确保再生砂在生产中的正常应用,我们制定了详细的试验方案,即在不影响产品质量和效率的前提下,对产品的选择、树脂的加入量以及试验的数量等进行了明确的规定,方案遵循“从简单到复杂,从单品种到多品种”的原则进行,即先选择结构简单的产品进行小批量试用,再逐步扩大使用的品种和数量。同时,为降低生产成本,优先选择前期使用围场砂生产砂芯的品种。
3.1 砂芯生产设备
苏州明志LFB130冷芯盒制芯机和ROLAMENDI制芯中心。
3.2 产品种类
再生砂已成功应用于缸盖底盖板芯、干式缸体主体芯等,如图3。

图3 再生砂的应用
3.3 试验数量
从30件逐步扩大至100件、200件,直至正常应用。2016年4~6月份共使用再生砂750 t,约占全部新砂用量的6%。
3.4 树脂加入量
组分1和组分2的加入量为再生砂质量的1.4%~1.45%。
生产过程中的冷芯砂检测数据,如图4.a、b。
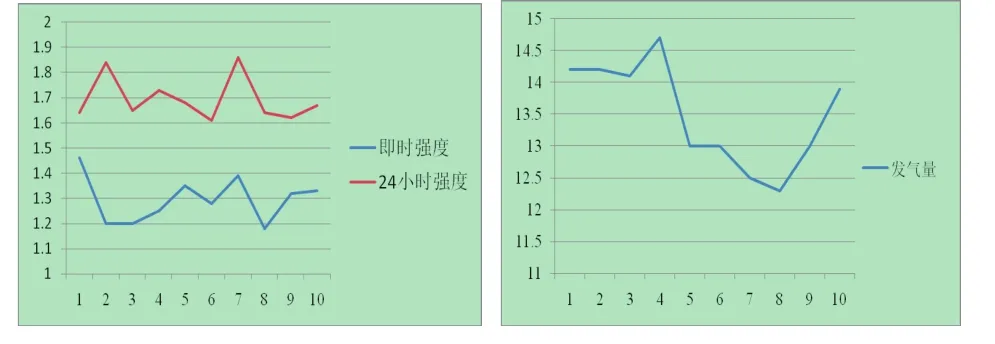
图4 再生砂检测数据
工艺要求:即时强度不低于0.7 MPa,24 h终强度不低于1.6 MPa,发气量12~17 ml/g,从实际检测数据看,再生砂可以满足工艺要求。
3.5 应用效果及问题
(1)应用效果
再生砂在使用过程中总体情况良好,由于含水量和含泥量较低,砂芯表面致密、无明显疏松且废芯率有所下降,铸件质量正常,未出现因使用再生砂而产生的批量性废品。
从经济效益方面计算,再生砂吨成本较围场砂低85元,在树脂加入量相同的情况下,具有一定的经济效益。
(2)存在的问题
①使用再生砂制芯后,砂芯因黑色,造成砂芯上披缝、毛刺难于辨认,不利于砂芯的修芯工作;②再生砂酸耗值较高,对树脂加入量较为敏感。在使用过程中,我们曾尝试将树脂加入量降至1.3%~1.35%之间,但很快就出现断芯率高、铸件出现砂孔等质量问题,而不得不提高加入量;③由于再生砂的用量还小,对型砂性能的影响还未体现,需在生产中不断验证。
4 结语
试验室检测结果及在生产现场的实际应用表明,再生砂可以满足铸造生产需要,可以在三乙胺法冷芯工艺中推广应用。在再生砂的切换过程中,应遵循“从简单到复杂,从单品种到多品种”的原则进行,准备工作一定做充分。再生砂性能的优劣最终还是取决于新砂砂源,建议使用围场砂或大林砂。
[1] 戴伟平.铸造混合型废砂的湿法再生及再生砂性能分析[J].金属加工(热加工).2014(9):33-38.
[2] 张维义.粘土旧砂再生及再生砂铸造工艺性能的研究[D].山东.山东建筑大学.200 9.
Application of wet reclaimed sand in foundry production
LIANG JiaFang1,ZHENG CuiHua1,LI Tian1,JIANG WeiDong1,LIU Jun2
(1.Yituo (Luoyang) Casting Co., Ltd.,Luoyang 471004,Henan,China;2.ShengquanlankeRegeneration and Utilization Co., Ltd.,Luoyang 471004,Henan,China)
To solve the casting production process of waste sand, the construction of the wet reclaimed sand production line. It brief l y introduces the wet reclamation processing process and reclaimed sand detection index,in the test room of reclaimed sand for the detection and cold core process test, accumulated data for the practical application of the scene. Through the practical application in the production site, indicating that wet reclaimed sand can be applied in triethylamine method cold core technology and can meet the requirements of the production process.
wet regeneration; reclaimed sand; cold core technology
T G 221;
A;
100 6-96 58(2017)05-00 018-04
2017-03-21
稿件编号:170 3-1715
梁加芳(197 3—),工程师,主要从事铸造工艺、质量管理方面的研究工作.
猜你喜欢
科普童话·百科探秘(2022年8期)2022-05-30 10:48:04
纺织科学与工程学报(2020年1期)2020-06-12 09:14:38
聚氯乙烯(2018年5期)2018-02-18 03:30:28
聚氯乙烯(2018年5期)2018-02-18 03:30:28
世界汽车(2018年2期)2018-02-11 16:38:14
材料科学与工程学报(2016年2期)2017-01-15 13:34:42
光学精密工程(2016年2期)2016-11-07 09:02:33
中国民族医药杂志(2016年9期)2016-05-09 07:51:51
河北地质(2016年2期)2016-03-20 13:52:00
中国氯碱(2014年12期)2014-02-28 01:05:11
