Q235钢表面TIG堆焊308L不锈钢的组织和性能研究
2017-09-26 00:54,,,,
石油化工腐蚀与防护 2017年4期
, , , ,
(1.兰州兰石集团兰驼农业装备有限公司,甘肃 兰州 730314;2.兰州市兰石能源装备工程研究院,甘肃 兰州 730314)
Q235钢表面TIG堆焊308L不锈钢的组织和性能研究
张金彪1,潘强2,杨华2,彭正昶2,陆祥辉2
(1.兰州兰石集团兰驼农业装备有限公司,甘肃 兰州 730314;2.兰州市兰石能源装备工程研究院,甘肃 兰州 730314)
为了提高Q235钢表面的耐腐蚀性和硬度等性能,使用TIG(非熔化极惰性气体保护焊)堆焊技术在Q235B钢表面堆焊不锈钢。进行了30组试验,选取其中堆焊效果好的4个试样,分析了堆焊层组织的宏观和微观形貌,比较了堆焊层的硬度。结果表明:Q235B钢板堆焊不锈钢进行表面改性后,钢板的表面硬度有明显提高,表面堆焊层的耐腐蚀性能比Q235B钢母材的耐腐蚀性能显著提高。
Q235钢堆焊不锈钢组织性能
石油化工工业的许多设备及其关键零部件通常在高温、高压和腐蚀性介质中服役,经常选用不锈钢作为制造这类设备及零部件的材料。但不锈钢材料价格昂贵,为了降低成本,在实际生产中常常采用碳素钢作为基体,在其表面堆焊不锈钢材料,以此来满足设备力学性能和耐腐蚀性能要求[1-3]。然而,在以碳素钢为基体堆焊不锈钢过程中,其熔合线附近会发生C和Cr 等元素扩散和迁移,形成脆性相析出层,影响堆焊质量。为了使堆焊层获得理想的性能,就要保证其具有合适的合金含量,即控制焊缝合金元素稀释率。
堆焊是用焊接方式来增大或恢复焊件尺寸,或把耐磨、耐腐蚀等特殊性能的填充金属熔覆在基体金属表面而使焊件表面获得特殊性能的一种工艺方法。各种熔化焊工艺,如焊条电弧焊、MIG (熔化极惰性气体保护焊)、埋弧焊及等离子弧焊等焊接方法都可以用于堆焊,但考虑到成本、效率、堆焊变形及焊缝稀释率等综合因素,这些方法各有优缺点,在堆焊时应改进与优化[4-6]。
TIG(非熔化极惰性气体保护焊)堆焊是在惰性气体保护下,利用钨电极与工件间产生的电弧热熔化母材和填充焊丝的一种焊接方法[7]。采用防护效果优良但价格较为便宜的ER308L 奥氏体不锈钢焊丝作为堆焊材料进行了堆焊试验,并分析了堆焊层的组织和性能。
1 试验材料及设备
该试验母材采用4块Q235B钢板,钢板厚度为3.60 mm,标准要求的化学成分及力学性能见表1和表2。焊接材料为308L型不锈钢焊丝,焊丝直径为1.00 mm,主要化学成分见表3。试验用焊接设备是由TT2200型全数字直流TIG焊机、KD4010送丝机、工业控制机和XKA714B/1E 数控铣床等组装成的堆焊成套系统。

表1 Q235B钢化学成分 w,%

表2 Q235B钢力学性能

表3 308L不锈钢焊丝化学成分 w,%
2 单道单层堆焊试验
堆焊试验采用TIG方式,直流正接,焊缝长度70 mm。保持焊接电弧长约4.5 mm;送丝角度为20°~30°,焊丝末端距工件高度1 mm;钨极直径2.4 mm,尖端锥角约35°;保护气体为体积分数99.9%的普通工业纯氩,气体流量为10~15 L/min。
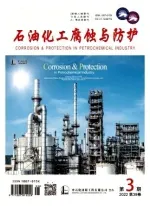
由相关试验得知,TIG堆焊不锈钢最合适电流为110~130 A,送丝速度为90~130 cm/min,焊接速度为100~140 mm/min,因此共设计了30组试验,堆焊参数见表4。 堆焊前,用砂纸将待焊表面手工逐级磨光,去除试件表面的氧化层,然后用丙酮擦拭,用热风吹干后进行堆焊试验。试板堆焊形貌见图1。
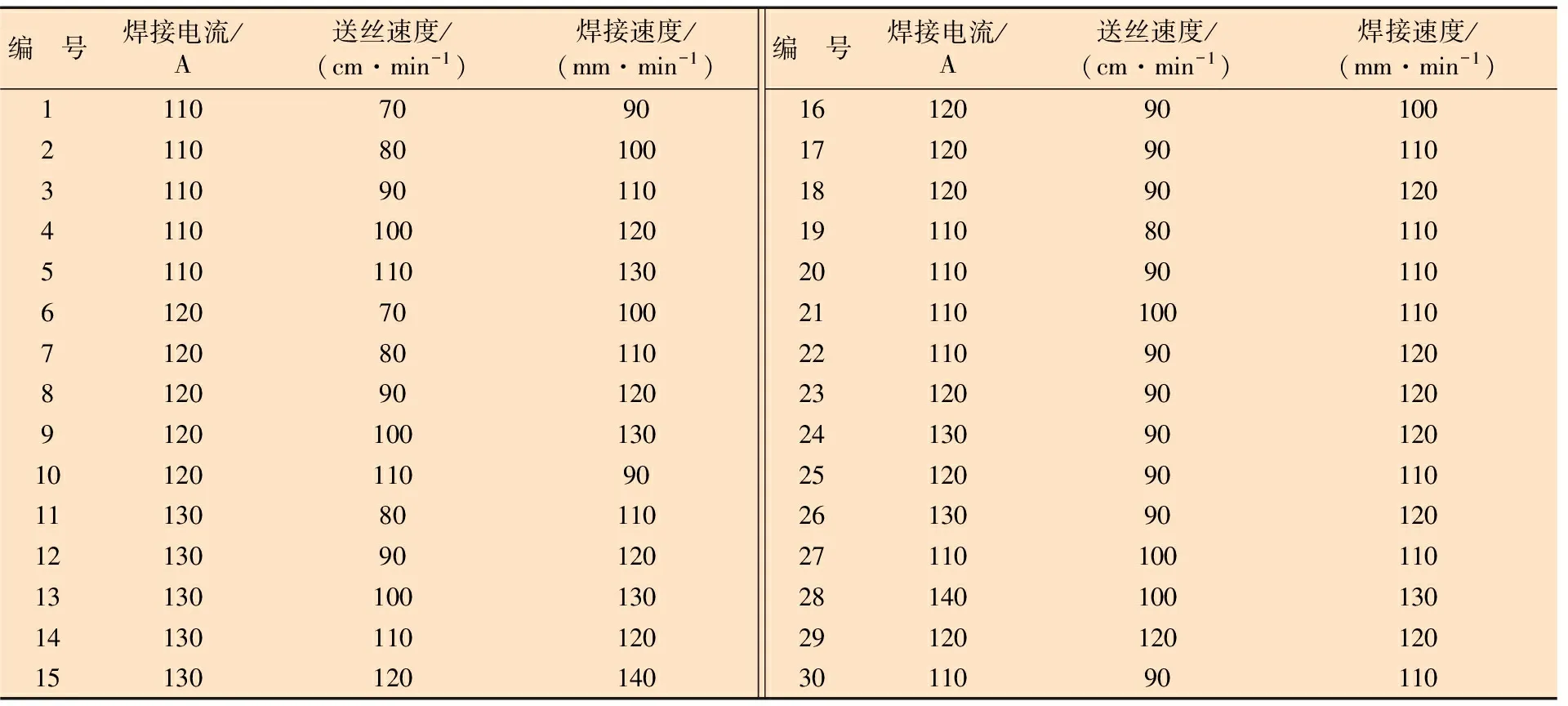
表4 不锈钢单道单层堆焊参数

图1 不锈钢堆焊层形貌
从30组试样中选择2号、12号、15号和18号堆焊效果好的试样分别标记进行后续试验。
3 金相分析试验
用2号、12号和18号堆焊试样制作成金相试验样品,用XL30 ESEM-TMP型扫描电镜观察焊缝断面形貌。图2为堆焊试样横截面宏观形貌。图3为12号试样的金相组织。图4为不锈钢堆焊层与母材结合区组织。
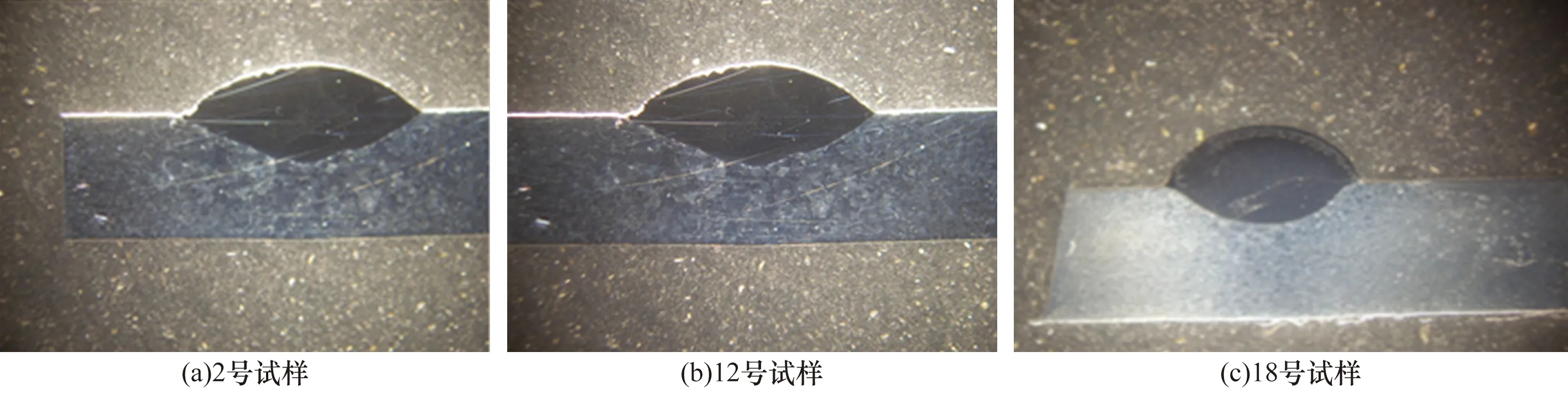
图2 堆焊试样横截面宏观形貌
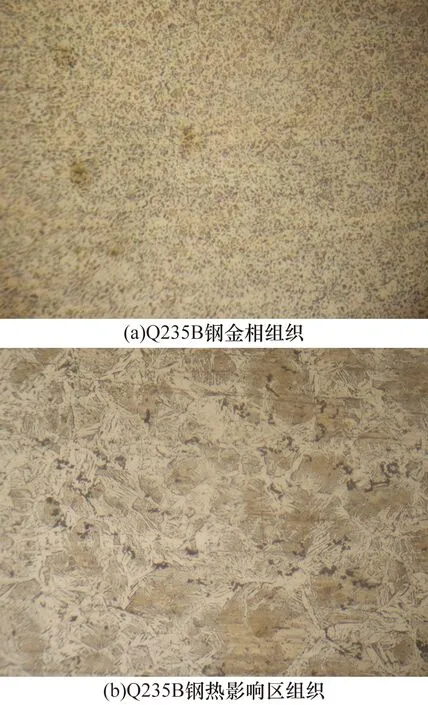
图3 12号试样金相组织
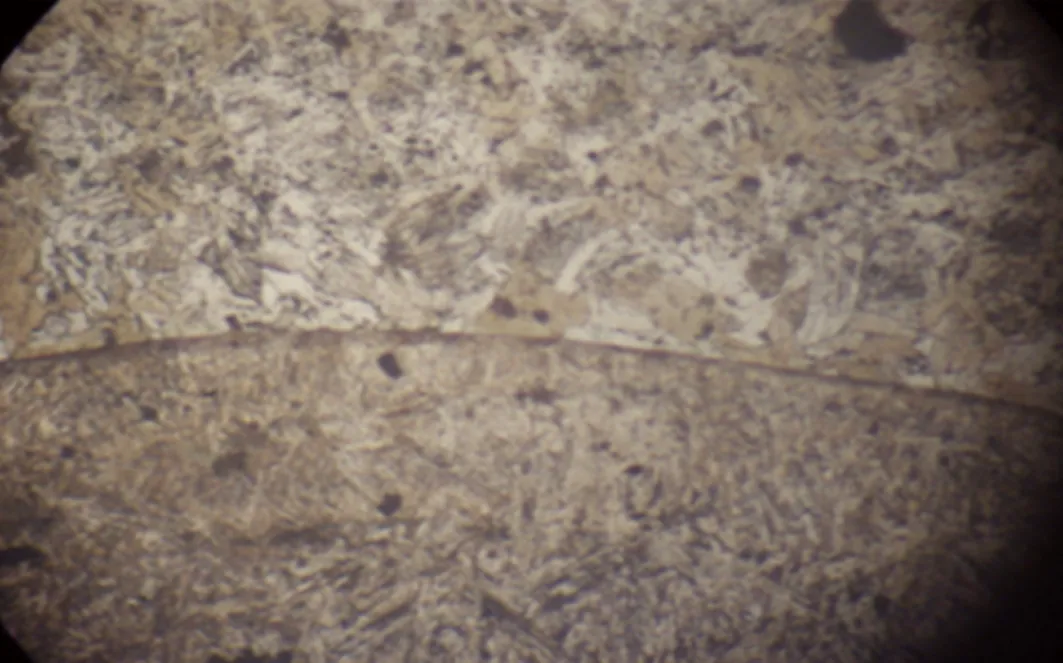
图4 不锈钢堆焊层与母材结合区组织
从图2和图3可以看出,母材的组织主要由铁素体和珠光体组成。粒状的珠光体弥散分布在比较粗大的铁素体晶粒中间。而热影响区组织经历过回复(新的无畸变晶粒出现之前所产生的亚结构和性能变化阶段)、再结晶(出现无畸变等轴新晶粒逐步取代变形晶粒的阶段)和晶粒长大(再结晶结束之后晶粒继续长大阶段)过程[8-10]。经历这个过程之后,得到尺寸较为稳定、无畸变的细等轴晶粒组织。
从图4可以看出,靠近母材结合部分的组织有部分等轴晶,这是因为有Fe渗透进去,即堆焊过程中发生渗铁现象[11]。在堆焊过程中,靠近母材的熔敷层中溶解了较多的Fe,Fe一方面作为形核质点,大大增加了液态金属中的晶核,而另一方面,在凝固过程中Fe和其他杂质元素又阻碍了晶粒生长,从而使晶粒以等轴晶形式存在。而在远离结合面的堆焊层中,渗透的Fe很少或根本没有,所以其组织以树枝晶形式存在[12-13]。
4 堆焊层硬度及耐蚀性
该试验研究钢板上堆焊不同材料后的硬度变化。用HVS-1000型显微硬度计测试显微硬度,载荷100 g,加载时间15 s,每个试样测3个值,如果数值离散太大则测5个值,最后求平均值。测量的试样是堆焊不锈钢试验中15号堆焊试样,与未堆焊的Q235B钢板对照,测试结果见表5。

表5 钢板和堆焊层表面硬度值 HRC
从表5可以看出,Q235B钢板表面硬度值较低,而不锈钢堆焊层表面硬度值比Q235B钢板硬度值高得多,达到了该研究的预期目标。
用化学浸泡试验来研究堆焊层耐腐蚀性能。将15号堆焊试样切割成规则尺寸的腐蚀试样,用树脂镶嵌,留出堆焊熔覆层和母材结合面并磨制抛光。同时,用未进行堆焊的Q235B钢板制作腐蚀试样作为对照。采用质量分数15%的FeCl3盐酸溶液作为腐蚀液, 试验条件为温度25 ℃、 时间24 h,以试样腐蚀形貌来评价其耐腐蚀性能。通过观察发现,两个试样经过腐蚀试验后,母材都发生了严重腐蚀,堆焊层未发现明显腐蚀,这是因为不锈钢含有可以形成保护膜的Cr和Ni元素,其耐腐蚀性能更好。结果表明,Q235钢表面堆焊不锈钢后其表面耐蚀性显著提高。
5 结 论
(1)焊接电流、焊接速度和送丝速度影响表面堆焊层熔宽和余高;焊接电流是决定焊缝熔深的主要参数;焊接速度决定单位长度焊缝的热输入,焊丝送丝速度与焊丝直径、焊接电流、焊接速度和接头间隙等因素有关。
(2)在奥氏体不锈钢焊接接头中, 按照铁素体形态变化定义特征区,较为合理的过渡区由未混合区、部分熔化区和固态相变区组成,与两侧的焊缝区和热影响区之间均有明显边界。
(3)Q235B钢板表面用不锈钢堆焊进行表面改性后,钢板的表面硬度有明显提高。金相分析和腐蚀试验结果表明, Q235B钢表面堆焊不锈钢后其表面耐蚀性显著提高。
[1] 禹业晓,李玉龙,徐健宁,等.Q235钢板表面TIG法熔覆铜接头的组织和力学性能[J].航空材料学报,2014,34(1):62-68.
[2] 李玉龙,禹业晓.TIG堆焊技术研究进展[J].电焊机,2012,42(12):70-76.
[3] 禹业晓.低碳钢堆焊表面改性工艺及其热过程分析[D].南昌:南昌大学,2013.
[4] 刘阳,刘爱国.Q235钢表面CMT堆焊310不锈钢的组织与性能[J].焊接,2017(1):64-71.
[5] 吴志生,云晖,刘翠荣,等.Q235钢表面堆焊不锈钢的组织与性能[J].焊接技术, 2014(3):13-15.
[6] 白梅,刘斌,廖海红,等.基于激光熔覆不锈钢涂层技术的工艺及腐蚀性研究[J].热加工工艺,2015(6):125-128.
[7] 牛艳,林振龙,林国基,等.Q235钢在海洋铁细菌作用下的腐蚀行为研究[J].海洋环境科学,2014,33(5):739-744.
[8] 徐仰涛,夏天东,赵文军,等.TIG堆焊Co-9Al-7.5W合金堆焊层的显微组织和耐磨性能[J].中国有色金属学报,2013,23(4):1019-1026.
[9] 丁志敏,冯秋元,石子源,等.Q235钢表面熔盐电镀铝及其耐蚀性的研究[J].金属热处理,2004,29(7):41-43.
[10] 田野,赖于树,崔俊,等.Q235焊接钢板受剪声发射时频特性分析[J].声学技术,2016,35(6).493-499.
[11] 张方铭,曾志翔,王刚,等.Q235钢超疏水表面制备及耐蚀性能研究[J].中国腐蚀与防护学报,2016,36(6):617-623.
[12] 金铎,王国斌,毛叶红,等.Q235钢在模拟淡水、海水、盐水大气环境中的腐蚀动力学研究[J].山东化工,2016,45(22):87-89.
[13] 罗鹏,王洪志,刘磊,等.Q235钢在冻土区管线土壤腐蚀性研究[J].管道技术与设备,2015(6):37-39.
(编辑 王维宗)

层状结构先进复合材料的清洁生产关键技术开发与示范取得重大进展
近日,由北京化工大学等单位承担的863计划“层状结构先进复合材料的清洁生产关键技术开发与示范(2013AA032501)” 课题通过技术验收。在863计划新材料技术领域支持下,研制的系列新型材料在相关行业的数十家企业中得到了实际应用,显示出了优异的性能,并形成了批量销售。
层状双金属氢氧化物(LDHs)是近年来迅速发展的一类新型金属氢氧化物基层状结构先进复合材料,通过对其主客体结构进行科学调控和插层组装,可使材料的性能得到大幅度强化或产生新的功能,市场前景广阔。
2013年起北京化工大学和北京泰克来尔科技有限公司在LDHs结构设计、复合插层关键制备技术、关键装置等方面开展研究并实现了创新。制备的系列无卤阻燃抑烟剂、PVC热稳定剂和选择性红外吸收材料,应用于阻燃高分子材料、各种PVC制品和农膜中。该课题以我国优势无机矿产资源水镁石为原料,一步反应制备层状双金属氢氧化物产品,无副产物生成,产品不需洗涤即可进行干燥,节约了能源,降低了用水量,实现了系列产品的大规模清洁生产。
通过课题实施,建成的千吨级示范装置解决了异相成核大规模制备金属氢氧化物基层状结构先进复合材料的难题,同时对于其他以异相成核原理制备无机材料的产业化生产具有较强的通用性,拓展了装置的应用领域,为相关领域新材料的清洁生产以及转型升级做出了较大贡献。
(叶春波 摘编)
StudyonMicrostructureandPerformanceofSurfacing308LStainlessSteelbyTIGMethodonQ235SteelSurface
ZhangJinbiao1,PanQiang2,YangHua2,PengZhengchang2,LuXianghui2
(1.LanzhouLSGroupLANTUOAgriculturalEquipmentCo.,Ltd.,Lanzhou730314,China;2.LanzhouLSEnergyEquipmentEngineeringInstituteCo.,Ltd.,Lanzhou730314,China)
In order to improve the properties of corrosion resistance and hardness of Q235 steel surface, TIG (Tungsten Inert Gas Welding) was used to surfacing stainless steel on Q235B steel surface. 30 sets of experiments were carried out, in which 4 specimens with good surfacing effect were selected for analyzing macro and micro morphology and comparing the hardness of surfacing layer. The results confirmed that surface hardness of Q235B steel was improved obviously and corrosion resistance of surfacing layer was higher than that of Q235B steel base metal.
Q235 steel, surfacing welding, stainless steel, microstructure property
2017-03-27;修改稿收到日期:2017-06-26。
张金彪(1984—),工程师,大学本科,主要从事焊接技术、车辆工程方面的研发设计工作。E-mail:1294930648@qq.com
猜你喜欢
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
金属加工(热加工)(2018年2期)2018-03-22
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
新世纪水泥导报(2016年1期)2016-07-01
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
汽车零部件(2014年5期)2014-11-11