
行星架开档平面的加工工艺研究及应用
2017-09-23 19:11沈鸣皋俞跻聪董朝军
科学与财富 2017年26期
关键词:高精度
沈鸣皋+俞跻聪+董朝军


摘 要:本文针对行星架开档平面的加工要求高,尤其是平面度、平行度及表面粗糙度的要求较高,通过采用合理机床,设计并制作合理的特殊刀具,并且采用目前市场上主流的可更换数控刀片,提高行星架开档加工的精度,提高加工效率,降低加工难度。
关键词:行星架;特殊刀具;高精度
行星齿轮传动具有体积小、质量小、结构紧凑和传动效率高等特点,目前在航空发动机、起重运输、石油化工和兵器等的齿轮传动装置已经被广泛运用。而行星架是行星齿轮传动的关键零件,行星架的生产精度,生产质量直接影响行星齿轮传动机构的寿命。
随着加工设备的精度及涂层刀片的普及,行星架销孔的尺寸及位置度加工精度已经有了显著提高。但行星架开档平面(见图1)的加工方法还是依旧维持着传统的加工方法。
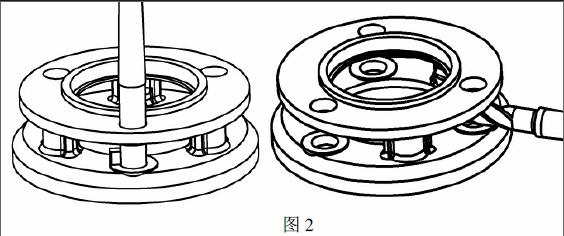
传统的加工方法是:一、粗加工。在卧式铣床上采用多刃立铣刀横铣开档平面。二、精加工。在立式铣床上采用平挂及背挂开档平面。(见图2)
传统加工方式存在以下问题:
1.粗加工刀具损耗严重;2.粗加工效率低;3.精加工刀具刃磨难度大;4.精加工平面容易产生内凹或者内凸;5.精加工平刮刀刃磨难度大;6.平面加工的粗糙度低,而且容易产生粘屑。7.开档平面和销孔在两次装夹加工,销孔与开档平面垂直度容易超差。由于加工存在以上缺点,我们必须对开档平面的加工方法进行改进。
粗加工加工方法(图3)。使用卧式数控车床或者立式数控车床;使用特殊刀杆(刀杆采用椭圆形刀杆,保证刀杆能够偏心进入销孔,而且保证刀杆刚性,刀杆材料采用42CrMoA整体淬硬)(见图3);使用可换涂层刀片。加工过程:1.将行星架使用两个销孔定位,装入车夹具。2.将刀杆偏心进入销孔,车行星架上下开档平面(给精铣平面留单面0.20mm加工余量)。使用该方法粗加工行星架开档的时间为12min/件(含装夹时间),刀片选用住友TCMT11刀片,价格20左右/片,一片刀片可以加工大约500件零件。
精加工加工方法(图4):使用立式加工中心;使用特殊刀杆(刀杆材料采用42CrMoA整体淬硬)(见图4);使用可换涂层刀片。加工过程:将刀杆偏心进入销孔,铣行星架上下开档平面。(刀具自转并走圆精铣行星架开档平面)使用该方法精加工行星架开档的时间为15min/件,刀片选用住友TCMT11刀片,价格20左右/片,一片刀片可以加工大约100件零件。表面粗糙度能够到达Ra2.0。两平面的平行度可以达到0.02mm。与销孔的垂直度可以达到0.02mm。
采用新的工艺方法采用的设备是高精度,高自动化程度的数控车床和立式加工中心,刀具完全可以自己定制,刀夹可以让刀具厂家进行非标制作,购买价格大概为200元/件。刀片采用可换涂层刀片,大大减低了对操作者技术经验要求。
通过该次创新,提高了行星架开档平面的加工质量,同时降低了生产实际制造难度,该方法同时适用于小批量生产和大批量生产。但是该方法也存在于一定的局限性,当行星架销孔直径过小时,刀杆会变的很细,没有加工刚性,所以該方法不适用于销孔直径小于等于25mm的行星架加工。endprint
猜你喜欢
电子测试(2018年23期)2018-12-29
测控技术(2018年12期)2018-11-25
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
北京航空航天大学学报(2017年9期)2017-12-18
制造技术与机床(2017年2期)2017-05-04
光学精密工程(2016年3期)2016-11-07
测绘科学与工程(2016年6期)2016-04-17
山东冶金(2015年5期)2015-12-10
深空探测学报(2015年3期)2015-12-07
