SF6气体检测仪器尾气回收装置的研制
2017-09-22 02:53:13张建飞张卫星孟凡青刘朋亮
电气技术 2017年9期
张建飞 张卫星 孟凡青 刘朋亮
(河南平高电气股份有限公司,河南 平顶山 467001)
SF6气体检测仪器尾气回收装置的研制
张建飞 张卫星 孟凡青 刘朋亮
(河南平高电气股份有限公司,河南 平顶山 467001)
六氟化硫(SF6)气体检测仪器尾气直接排放存在污染环境、影响人体健康等危害。本文通过设计一种SF6气体检测仪器尾气回收装置,在使用SF6气体检测仪器进行检测时,对检测仪器所排出的尾气进行回收、储存,减少了环境污染,同时避免了SF6气体排放在实验室等密闭空间有可能对人体产生的伤害。
六氟化硫;尾气;回收装置
六氟化硫(SF6)气体无色、无味、无毒,具有优良的绝缘性能和灭弧性能,被广泛应用于电气设备中。但是,SF6气体也是一种温室气体,其地球温度化系数GWP是CO2气体的23900倍,自然寿命高达3200年以上,是《联合国气候变化框架公约》要求控制的非能源活动温室气体[1-3]。因此,SF6气体的回收处理工作十分重要。
目前,关于SF6气体的回收处理技术比较成熟,但SF6气体回收装置大多是基于对电气设备内SF6气体回收处理而研制的,并不适用于SF6气体检测仪器尾气的回收。而SF6气体检测仪器尾气由于单次量小的特点,极易被忽视而被直接排放到大气中[4]。但是检测仪器的使用极为频繁,累计排放的尾气数量极大,直接排放大气,污染不容忽视。而且,在实验室等密闭空间长期使用SF6气体检测仪器时,如果气体直接排放在室内,SF6气体累积较多或者尾气中包含分解产物等有害气体时就将直接影响人体健康[5-6]。因此,研制SF6气体检测仪器尾气回收装置,回收SF6气体检测产生的尾气,实现SF6气体的零排放及循环使用,具有重要意义[7]。
1 尾气回收装置的研制
目前常见的SF6气体检测仪器一般有水分仪、纯度仪、分解产物测试仪、综合测试仪等,尾气回收装置需要将这些检测仪器的尾气进行回收,并且回收过程中不能影响检测的结果。而由于水分仪、纯度仪、分解产物测试仪、综合测试仪等检测仪器的检测结果受仪器测试腔体的压力、流量影响较大,如果直接使用普通的SF6气体回收装置对尾气进行回收,会使仪器测试腔体的压力、流量不稳定,进而造成检测结果数据不准确,偏差较大[8]。因此,尾气回收装置的设计关键就是要保证检测仪器排气口的压力和流量,避免影响检测仪器检测结果的准确性。
1.1 设计要求
关于检测仪器排气口的压力和流量要求,通过多家检测仪器生产、计量单位的调研,大部分单位都没有准确测量过压力的影响,凭经验给出的要求比较宽泛,一般要求在0.09~0.11MPa(绝对压力)。而关于流量,基本都有确切的要求,一般要求在± 10%。为得到准确的压力要求,设计如下系统,通过试验最终确定。
如图1所示正压测试系统,借用SF6气体回收装置试验设备,检测气通过检测仪器流入1m3储气罐,储气罐初始压力0.1MPa(绝对压力)。当检测仪器检测数据正常时,由于储气罐容积大,此时观察精密压力表,储气罐压力即检测仪器排气压力基本无变化,可认为此时检测仪器检测结果为标准值。起动小排量压缩机,不断将空气压入储气罐,提高储气罐压力,观察检测仪器检测结果,直到检测结果偏差值达到仪器所要求的上限为止。观察精密压力表读数,即可得出排气压力要求的上限值。
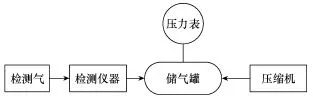
图1 正压测试系统
同理,如图2所示负压测试系统,通过真空泵不断降低储气罐压力,直至得到排气压力要求的下限值为止。
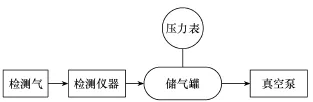
图2 负压测试系统
分别对电解法水分仪、阻容法水分仪、热导检测法纯度仪、电化学传感器法分解产物测试仪进行试验,取最低的上限值和最高的下限值,得出检测仪器排气压力的上限值为0.108MPa和下限值为0.091MPa。因此,尾气回收装置设计要求如下:
1)保证装置进气压力控制在0.091~0.108MPa。
2)保证装置进气流量控制在检测仪器进气流量的±10%。
1.2 工作流程
本文所设计的尾气回收装置主要由吸附装置、缓冲容器、流量控制器、增压装置、储存容器组成,工作流程如图3所示。SF6气体检测仪器所排放的尾气进入尾气回收装置后,首先经过吸附装置对尾气中所含的水分、颗粒物、SF6气体分解产物等进行吸附[9-10],吸附后的气体进入缓冲容器,经流量控制器控制气体流速,增压装置加压后储存在储存容器中[11]。储存容器储存量达到上限后,可转移到钢瓶中,通过SF6气体净化处理设备进行净化处理,去除各种杂质后循环再利用。
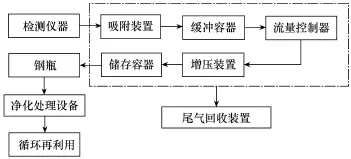
图3 尾气回收装置流程示意图
1.3 结构原理
本文所设计的尾气回收装置主要零部件如图4所示。
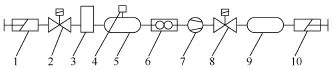
图4 尾气回收装置结构原理简图
装置的电气控制由PLC结合触摸屏控制,通过压力传感器传递信号来控制压缩机、电磁阀等零部件的开断,同时在触摸屏上进行电子流量控制器流量设定。
工作时,装置进气接口1与检测仪器排气接口连接,并设定电子流量控制器6流量与检测仪器进气流量一致,起动尾气回收装置。尾气回收装置的自动控制状态分3种情况。
1)缓冲容器5中的压力在0.095~0.105MPa(绝对压力)之间,控制系统控制压缩机7起动、电磁阀2、电磁阀8开启,开始回收。由于电子流量控制器能够通过自动调节自身阀门开启幅度大小来保证流量与设定流量一致,所以压缩机的进气流量与检测仪器的进气流量保持一致,同时也保证了缓冲容器内的压力即检测仪器排气压力维持在初始值不变。
2)缓冲容器5中的压力低于0.095MPa(绝对压力),控制系统将控制电磁阀2开启,气体从检测仪器排出后进入缓冲容器5。当缓冲容器5中的压力达到0.1MPa(绝对压力),控制系统控制压缩机7起动、电磁阀8开启,开始回收。此时,由电子流量控制器控制压缩机的进气流量与检测仪器的进气流量保持一致,同时也保证了缓冲容器内的压力即检测仪器排气压力保持在0.1MPa不变。
3)缓冲容器5中的压力高于0.105MPa(绝对压力)时,控制系统将控制压缩机7起动、电磁阀2、8开启,并调节电子流量控制器流量设定值高于检测仪器进气流量,开始回收。当缓冲容器5中的压力达到0.1MPa(绝对压力),控制系统调节电子流量控制器流量设定值复位,与检测仪器进气流量保持一致,继续回收。此时,由电子流量控制器控制压缩机的进气流量与检测仪器的进气流量保持一致,同时也保证了缓冲容器内的压力即检测仪器排气压力保持在0.1MPa不变。
考虑到压力传感器、检测仪器、电子流量控制器等的误差累积,将设定压力定在0.095~0.105MPa,较设计要求的0.091~0.108MPa严格,更能保证检测仪器测量结果的准确性。
通过以上3种状态的控制,最终达到检测仪器的流量与进入压缩机的气体流量一致,并且检测仪器排气口压力即缓冲容器5中的压力,保持在0.095~0.105MPa(绝对压力)之间。这样,就保证了检测仪器排气口压力和同检测仪器的流量与不使用尾气回收装置基本保持一致,满足了设计需求,达到了对检测仪器的检测结果准确性无影响的效果[12-13]。
2 试验验证
2.1 验证方法
1)水分仪。使用标准湿度发生器生成不同湿度的气体,对SF6水分仪在连接尾气回收装置的情况下进行检测,并记录检测结果,与未连接尾气回收装置的高精度水分仪(标准器)检测结果进行对比。
2)纯度仪。在连接尾气回收装置的情况下对浓度不同的SF6标准气体进行检测,并记录检测结果,与标准气体对比。
3)分解产物测试仪。在连接尾气回收装置的情况下对不同含量的H2S、SO2、CO标准气体进行检测,并记录检测结果,与标准气体对比。
2.2 验证结果
经过比较发现,检测结果偏差均在仪器误差允许范围内。试验验证结果见表1、表2、表3。通过对水分仪、纯度仪和分解产物测试仪等不同检测仪器进行验证,证明尾气回收装置能够在不影响检测仪器检测结果的情况下,实现检测仪器所排放尾气的回收。
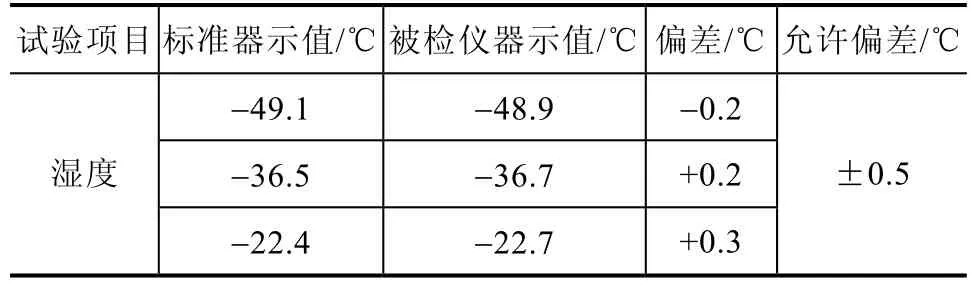
表1 电解法水分仪连接尾气回收装置试验结果
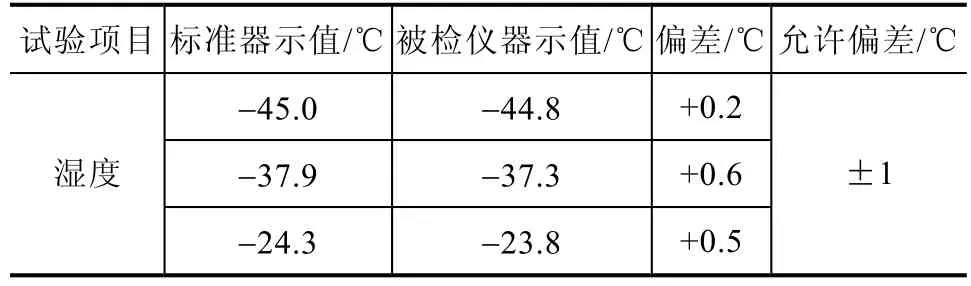
表2 阻容法水分仪连接尾气回收装置试验结果

表3 热导检测法纯度仪连接尾气回收装置试验结果
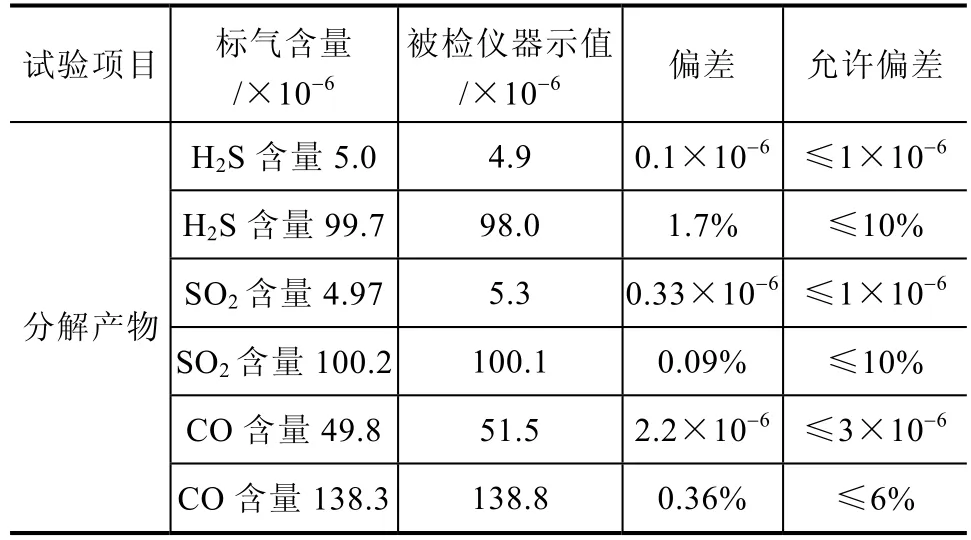
表4 电化学传感器法分解产物测试仪连接尾气回收装置试验结果
3 结论
通过缓冲容器、压力传感器和电子流量控制器组成的缓冲控制结构,实现了流量和压力的控制,研制出检测仪器尾气回收装置。该装置的研制成功,实现了在不影响SF6气体检测仪器检测结果的情况下,完成检测仪器所排放尾气的回收。据不完全统计,目前我国每年通过检测仪器直接排放的SF6试验尾气在5000kg以上[14],如果通过尾气回收装置将所排放的尾气进行回收,就相当于每年减排CO2气体11.95万t。因此,装置的推广应用,对减少温室气体的排放,保护环境具有重要意义。
装置虽然研制成功,但在以下方面仍需改进:①目前装置已对电解法水分仪、阻容法水分仪、热导检测法纯度仪、电化学传感器法分解产物测试仪等进行验证,但对冷镜原理的水分仪是否适用仍需进一步验证;②在保证回收功能稳定的情况下,对结构进一步优化,提高装置的便携性。
[1] 林栢成. 浅谈六氟化硫回收处理中心工程[J]. 资源节约与环保, 2015(3): 57.
[2] 刘英卫, 钟世强, 祁炯, 等. 六氟化硫气体回收处理技术及设备[J]. 电力设备, 2008(8): 14-17.
[3] 刘易雄, 王同详. SF6气体净化处理系统及应用[J].高压电器, 2014(2): 109-114.
[4] 梁方建, 王钰, 王志龙, 等. 六氟化硫气体在电力设备中的应用现状及问题[J]. 绝缘材料, 2010, 43(3): 43-46.
[5] 荣命哲, 杨飞, 吴翊, 等. 直流断路器电弧研究的新进展[J]. 电工技术学报, 2014, 29(1): 1-9.
[6] 杨师斌. 六氟化硫气体的危害与预防[J]. 舰船科学技术, 2006, 28(2): 12-16.
[7] 陈晓清, 任明, 彭华东, 等. GIS设备中SF6气体分解影响因素分析[J]. 电网与清洁能源, 2010, 26(7): 34-38.
[8] 韩帅, 李庆民, 刘伟杰, 等. 温-频耦合效应对高频固态变压器绝缘局部放电特性的影响[J]. 电工技术学报, 2015, 30(2): 204-210.
[9] 祁炯, 范明豪, 苏镇西, 等. 电力设备用SF6气体的净化处理技术研究及推广应用[J]. 华东电力, 2009, 39(9): 1492-1498.
[10] 陈英, 苏镇西, 祁炯, 等. 容器和吸附剂对SF6气体分解产物检测结果影响的探讨[J]. 华东电力, 2011(11): 1886-1888.
[11] 张建飞, 李春明, 王玉春. 带磁力耦合装置的压缩机隔离罩碎裂原因分析[J]. 装备制造技术, 2012(3): 172-176.
[12] 白鹏飞, 景采文. 电气设备状态检修技术的分析应用[J]. 电气技术, 2016, 17(9): 139-141.
[13] 毛建坤, 汤会增, 洪西凯, 等. SF6气体分解物组份检测法在GIS局部放电故障诊断中的应用[J]. 电气技术, 2016, 17(8): 99-102.
[14] 王晶晶, 郭春雷. 六氟化硫电气设备试验尾气回收技术分析与比较[J]. 中国高新技术企业, 2014(29): 82-83.
Development of End Gas Recovery Equipment for SF6Detection Instrument
Zhang Jianfei Zhang Weixing Meng Fanqing Liu Pengliang
(He’nan Pinggao Electric Co., Ltd, Pingdingshan, He’nan 467001)
End gas from SF6detection instrument is harmful to the environment and human health. An end gas recovery equipment for SF6detection instrument was designed to solve the problem. After equipment application, end gas discharged by the detection instrument was recycled and stored, and environmental pollution was reduced, while avoiding the damage to human body when SF6gas emissions happened in confined space such as laboratory.
SF6; end gas; recovery equipment
张建飞(1982-),男,河南济源人,本科,工程师,主要从事SF6气体回收、净化处理及检测等相关产品的研发设计工作。
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12 06:12:50
纺织标准与质量(2022年2期)2022-07-12 06:12:44
阅读(快乐英语中年级)(2022年11期)2022-05-30 10:48:04
读者·校园版(2019年24期)2019-12-10 06:44:03
铁道通信信号(2018年10期)2018-12-06 09:34:48
消费导刊(2018年10期)2018-08-20 02:56:30
设备管理与维修(2016年6期)2016-03-16 02:22:05
小朋友·聪明学堂(2015年8期)2015-11-30 23:53:53
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:28
压缩机技术(2014年3期)2014-02-28 21:28:11