不锈钢复合板压力容器焊接技术的分析
2017-09-06 01:59袁忠正
科学与财富 2017年24期
摘要:随着不锈钢复合板压力容器的广泛运用,人们对其质量也提出了更高的要求。焊机技术作为不锈钢复合压力容器焊接技术的主要组成部分,对于不锈钢复合板压力容器的质量起着决定性的作用。基于此,本文将对不锈钢复合板压力容器焊接技术的内容进行简单的介绍,接着对不锈钢复合板压力容器焊接技术进行具体分析。
关键词:不锈钢复合板压力容器:焊接技术;分析
前言:不锈钢复合板主要包括碳钢、低合金钢以及不锈钢,通过加工使其成为不锈钢复合压力容器。其中应用最广泛的技术包括爆炸法以及复合法。通过这种方法制成的不锈钢复合板压力容器具有较高的耐腐性。因此被广泛的应用于化工企业。
一、不锈钢复合板压力容器焊接技术的应用内容
不锈钢复合板压力容器焊接技术的应用对于整个不锈钢复合板压力容器的制作质量来说具有非常重要的意义。由于不锈钢复合板压力容器不是由一种材料组成的,所以在对其进行焊接的过程中,要格外注意两种材料之间的焊接质量。首先要对焊接材料的特性进行具体的分析,其次,制定出具有针对性的焊接方案。最后,对材料进行焊接。目前,主要的焊接技术包括不锈钢复合板压力容器焊接坡口设计的焊接技术、不锈钢复合板压力容器基层的焊接技术、不锈钢复合板压力容器过渡层的焊接技术、不锈钢复合板压力容器复合层的焊接技术以及T型焊机接头技术。
二、不锈钢复合板压力容器焊接技术的分析
(一)不锈钢复合板压力容器坡口设计焊机技术的分析
在对不锈钢复合板压力容器坡口设计焊机技术的应用过程中,要对不锈钢复合板材料之间接口的位置情况、不锈钢复合板材料的厚度以及材料的组成成份进行深入的了解。根据不同不锈钢复合钢板之间的具体情况进行科学合理的焊接方案制定。
在进行不锈钢复合板压力容器坡口进行焊接的过程中,要根据焊接坡口的形状以及重量进行焊接方案的设计。通常焊接点在坡口材料的基层进行,这种方法不仅可以降低焊接过程中对不锈钢复合板的破坏程度,还可以减少焊接工人在焊接过程中的工作量。避免焊接过程中碳钢和不锈钢复合板中的材料发生反应造成不锈钢复合板出现腐蚀的情况。另外,在将不锈钢复合板与板壳进行焊机的过程中,要注意将焊接结构调整为平齐结构,这样可以有效的提高焊接效率。
(二)不锈钢复合板压力容器基层的焊接技术
在对不锈钢复合板压力容器基层进行焊接的过程中,要从不锈钢复合板压力容器基层的侧面进行焊接。这种方法可以有效的降低焊接过程中产生的热量对于不锈钢复合板材料造成的影响,并且提高了焊接效率。不锈钢复合板基层的设计高度应该比不锈钢复合板过渡层的设计高度低两到三毫米,这种设计可以有效的降低在对不锈钢复合板基层焊机的过程中对过渡层的影响程度。同时,在进行焊缝设计时,应该根据国家的相关规定对其进行严格的规划设计。在对特殊基层材料进行焊接的过程中,要根据材料具体特性进行不锈钢复合板的预热处理,确保基层焊机能够顺利的进行[1]。
(三)不锈钢复合板压力容器过渡层的焊机技术
不锈钢复合板压力容器的过渡层应对基层材料进行全面的覆盖,避免在过渡层焊接的过程当中,对不锈钢复合板的基层材料造成损坏。另外,在对不锈钢复合板压力容器过渡层的焊接过程中,要保证过渡层的融合良好,并且采用具有较小直径的焊条进行过渡层的焊接。采用直径较小的焊条可以有效的降低过渡层金属的融入量,避免由于熔合比过高造成不锈钢复合板压力容器过渡层在焊接的过程中受到影响。同时,此种方法可以保持过渡层内化学物质的稳定性,避免过渡层由于焊机产生的热量发生裂痕。
(四)不锈钢复合板压力容器复合层的焊机技术
由于不锈钢复合板压力容器复合层直接与空气接触,所以在进行焊接的过程中要确保抗腐层的完整性。在焊线的选择过程中,要选择较小的焊接线进行焊接,并且对于焊接过程中产生的热量进行有效的控制。一旦焊接过程中产生的温度过高,会导致过渡层外的抗腐层结构的完整性遭到破坏,从而影响到整个焊接质量。通常情况下焊接材料的温度不应该超过140℃。同时,在焊接之前应该保持复合层表面的光滑程度,两种材料之间的缝隙不能超过2毫米。并且严格按照之前的设计方案对焊接的高度以进行控制。
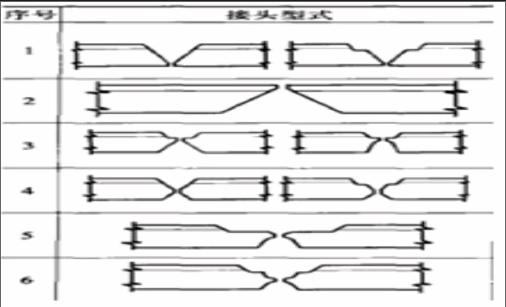
另外,在焊接的过程中应该对复合层的表面进行保护。许多焊工在焊接的过程中为了方便将临时支架以及吊环等设备焊接在复合层的表面上,破坏了复合层表面的完整性。在将以上设备进行拆除的时候,必须采用锤子以及其他设备进行强制的拆除。在此过程中一定会对复合层的表面造成损坏,影响了最终的焊接质量。常见的复合板接头样式如图一所示。
(四)不锈钢复合板压力容器T型接头焊接技术
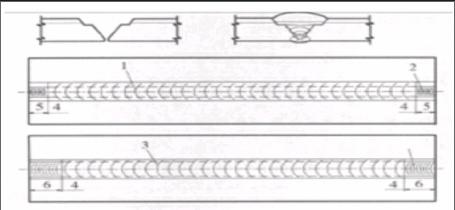
目前,由于T型接头的应用较为广泛,所以,对T型接头焊接技术的完善,成为了提高复合层焊机技术水平的重要手段。在对T型接头进行焊接的过程中,要在进行主体焊接之前对焊接接环进行焊接。这种做法可以有效的避免复合层材料在焊接的过程中出现裂缝。如果先对焊接主体进行焊接,那么接下来在对焊接环进行焊接的过程中,一定会对焊接主体的焊接部位产生影响,造成焊接主体部分焊接组织脱落,产生裂痕。另外,在对T型焊接头进行焊接的过程中,要保证各个焊接层的完整程度。通常情况下,焊缝的两端都应预留出40毫米左右的位置,等到T型焊接接头的基层焊接完毕后,再将接缝与过度层进行焊接。这种方法可以增加焊接最终的牢固程度。T型焊接接口示意图如图二所示[2]。
结论:本文首先对不锈钢复合板压力容器焊接技术的内容进行了简单的介绍。其次,对不锈钢复合板压力容器焊接的焊机技术应用进行了详细的分析,其中包括对不锈钢复合板压力容器坡口设计焊机技术的分析、不锈钢复合板压力容器基层的焊接技术的分析以及对T型接头焊接技术的分析。最后,通过以上技术的应用,为今后不锈钢复合板压力容器焊接技术的发展奠定了基础。
参考文献:
[1]陳盛秒.不锈钢复合板压力容器设计制造技术探讨[J].石油化工设备技术,2010,06:29-32+24.
[2]付洪亮.不锈钢复合板压力容器焊接工艺的研究[J].沈阳工程学院学报(自然科学版),2016,04
作者简介:
袁忠正(1984.09--),性别:男,籍贯:山东巨野,学历:大专,毕业于枣庄学院 应用电子技术专业;现有职称:助理工程师;研究方向:锅炉、压力容器、机械制造质量技术的管理和研究工作.endprint
猜你喜欢
民用飞机设计与研究(2020年4期)2021-01-21
电子制作(2018年18期)2018-11-14
建材发展导向(2016年6期)2017-01-17
都市家教·下半月(2016年11期)2016-12-29
中国科技纵横(2016年20期)2016-12-28
科技创新导报(2016年21期)2016-12-17
山东工业技术(2016年15期)2016-12-01
科技视界(2016年5期)2016-02-22
中国中医药现代远程教育(2014年11期)2014-08-08
终身教育研究(2014年5期)2014-02-28