
炉卷卷取炉燃控系统存在的问题及改进措施
2017-09-03 10:26赵天阳
河南冶金 2017年3期
李 敬 赵天阳 李 娜
(安阳钢铁股份有限公司)
炉卷卷取炉燃控系统存在的问题及改进措施
李 敬 赵天阳 李 娜
(安阳钢铁股份有限公司)
针对安钢第二炼轧厂炉卷轧机生产线上卷取炉的设计和使用情况,探讨了卷取炉燃控系统在使用过程中出现的一些问题及相应的解决措施。
炉卷轧机 卷取炉 焦炉煤气
0 概述
安阳钢铁集团公司120 t炉卷轧机生产线采用的是炼钢、连铸、加热、轧制四位一体的短流程生产工艺,设计生产能力为116万 t/年。该生产线最大的特点就是具备生产卷板的能力。为确保带钢尾部在轧制时的终轧温度减少轧辊的损耗,保证产品的最终质量;在四辊轧机的两侧布置了两个卷取炉,其主要作用为在可逆轧制过程中,对轧件进行保温。燃控系统是该炉的主要控制系统,笔者根据卷取炉实际生产运行中出现的一些问题,对燃控系统进行了改进,取得了一定的使用效果。
1 卷取炉主要技术参数
炉卷轧机两侧的卷取炉主要系统组成为燃烧控制系统、排烟系统、供风系统、余热回收系统等,其主要技术参数见下表1。
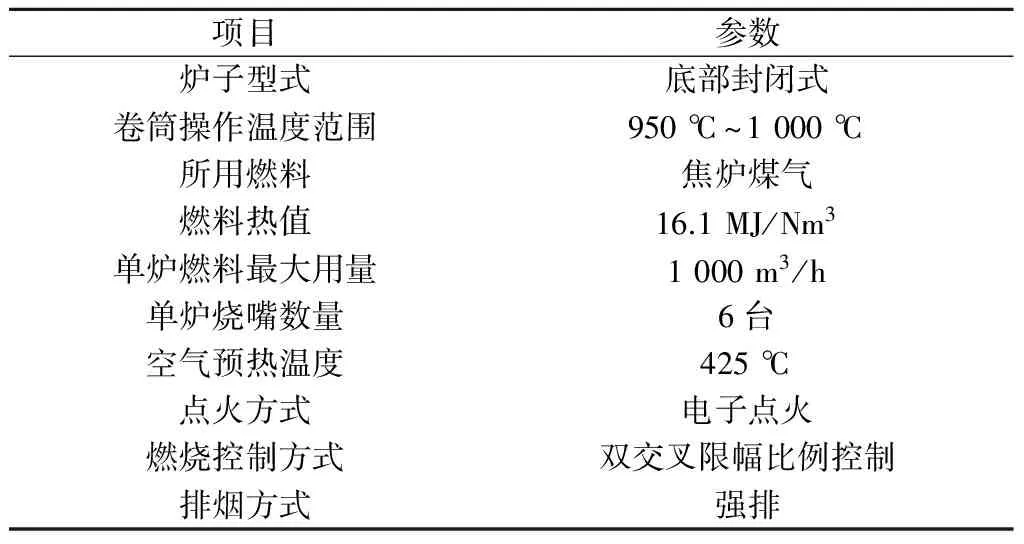
表1 卷取炉主要参数表
2 运行中存在的问题
2.1 公司煤气管网压力不稳定,炉温不易控制,对卷取炉安全稳定运行和卷筒使用造成伤害
每个卷取炉为一个单独的控制区,燃烧控制系统均采用双交叉限幅控制系统。PLC控制炉温和煤气/空气供入比例,该系统自动将卷取炉燃烧过程中的流量信号传送到空气和煤气调节控制阀;而温度控制器则会对空气流量调节阀进行定位,然后再对煤气流量调节阀进行定位;从而达到稳定炉温、实时调整炉温的目的。卷取炉内用于穿带的卷筒材质为耐高温合金钢。耐高温合金钢对热应力非常敏感,热应力的不均匀性会导致卷筒的使用寿命降低。因此卷取炉的温度控制应当严格按照升、降温曲线执行,避免对卷筒造成伤害。
然而由于煤气管网压力波动较大,往往是点炉升温初期卷取炉炉温偏高,炉内温度的异常波动,经常造成炉温无法有效控制;不仅影响了卷取炉的安全稳定运行,而且对炉内的卷筒使用寿命也造成了伤害。
2.2 低温状态下烧嘴频繁熄火,严重影响烘炉曲线
单个卷取炉设置共有6个HTR超低NOx燃烧器;单个调焰燃烧器的额定能力为161 Nm3/h;燃烧器布置在卷取炉活动炉盖上,并且沿炉内卷筒轴线方向,在卷筒东、西两侧对称分布;该布置方式的目的是为了充分保证卷筒在升、降温过程中确保卷筒各部位的温度均匀性。卷取炉燃烧器布置示意图如图1所示。
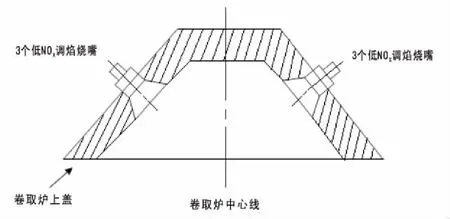
图1 卷取炉烧嘴布置
根据工艺升温曲线。在卷取炉升温过程中的低温阶段,只需点燃三个燃烧器即可满足升温12 h以内的温度要求。这主要是因为卷取炉每个燃烧器设计功能中都具备可独立操作性,每个烧嘴都设有自动点火装置和火焰检测装置,以便操作人员可以根据卷筒升温曲线要求实现单个燃烧器点火控制和温度控制;另外,根据工艺规程要求点卷取炉的三个燃烧器位置是固定的;其目的确保卷筒表面温度始终处于均匀受热状态。单个卷取炉燃烧器点火位置示意图如图2所示。
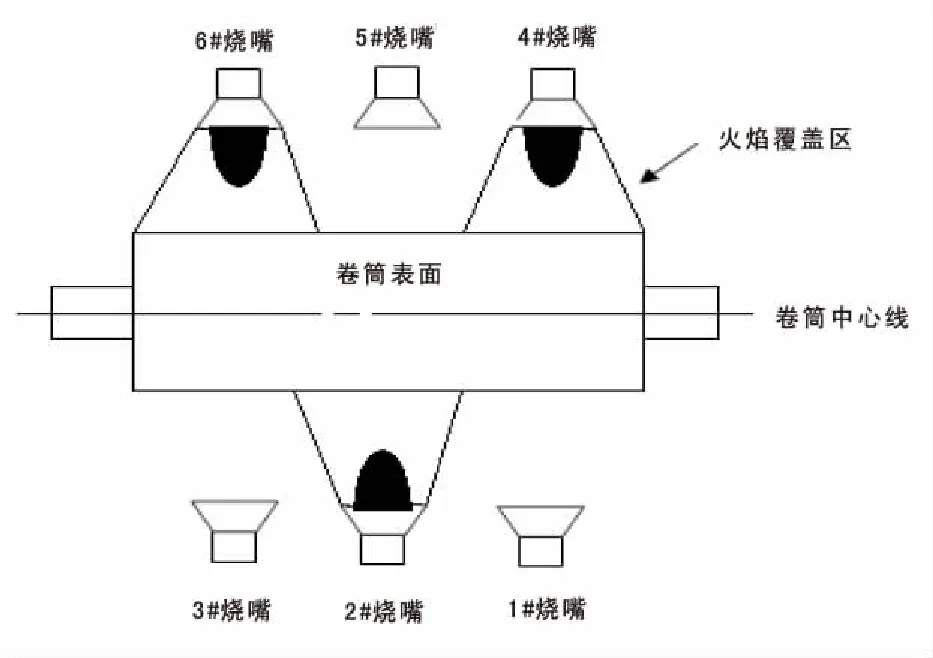
图2 卷取炉烧嘴点火位置
然而,在卷取炉实际运行过程中,由于轧机在轧钢期间,轧机对钢板进行精除鳞后产生大量水汽渗进炉内,在点火装置表面形成氧化腐蚀,特别是在卷取炉检修后未点火前,腐蚀尤为严重。长期下去,最终导致点火装置丧失点火功能。操作工无法根据实际升温需要灵活进行点火操作和升降温操作,破坏了卷筒在炉内的受热的均匀性;而且在低温状态下烧嘴的燃烧状况很不稳定,经常出现烧嘴熄火现象,不得不进行频繁的点火操作,又因焦炉煤气的爆炸极限范围较大,频繁点火给炉子的安全性带来了重大安全隐患。
3 采取的措施和效果
3.1 优化煤气加压机位置及配套设施,改进压力调节阀功能,稳定入炉煤气压力
针对公司焦炉煤气管网压力波动范围较大的问题,为有效减少因煤气压力波动对卷取炉燃控系统造成的影响,采取了将原设计的煤气加压机位置由厂房内移到厂房外,其主要目的是确保现场人员的安全性和降低煤气加压机出口压力。加压机位置移动前,煤气加压机出口压力为12 KPa~13 KPa;移动后煤气加压机出口压力为10.5 KPa~11.5KPa。同时,对加压机出口管道进行了变径,降低了煤气用量。另外,对原设计煤气管道上的自力式压力调节阀功能进行了优化改进;改进后目前可将煤气入炉前的压力调整到7 KPa~9 KPa,这样的压力正适合于燃控系统的自动调节功能实现。
上述措施实施后,卷取炉煤气压力得到了进一步稳定,实现了卷取炉燃烧控制功能的精确性、可操作性。
3.2 优化烧嘴点火程序控制参数,解决烧嘴低温状态下不易点火问题
针对卷取炉烧嘴点火器在停炉或轧机过钢期间因水汽造成表面腐蚀而最终导致点火装置丧失点火功能,操作工无法根据实际升温需要灵活调整烧嘴使用和低温状态下经常出现烧嘴熄火这一现象。我们首先在机前、机后卷取炉近轧机侧安装了材质为1Cr18Ni9Ti挡水板;其主要目的是防止精除鳞的水和渣喷溅到卷取炉炉盖上。另外,对烧嘴点火器进行改进,将原来的点火电极量增大,并且使其由原来打火后的形状由直线状更改为弧线状[1],增大了点火范围。同时,根据焦炉煤气理论着火温度为550 ℃~650 ℃这一原理[2],对卷取炉原设计的760 ℃以上烧嘴自动旁通燃烧功能进行调整改进;将程序中设置的烧嘴点火器旁通温度由760 ℃改为600 ℃;旁通温度参数的更改,有效解决了卷取炉容易低温状态下熄火的问题。
上述措施的实施,大大提高了卷取炉的点火成功率,而且保证了点炉后卷取炉的炉温可以按照升、降温曲线进行正常控制。
4 结束语
通过以上各项措施的实施,解决了炉卷机组卷取炉因管网煤气压力波动对燃控系统造成的影响,保证了燃控系统能够严格按照工艺规程执行升、降温曲线和炉温控制。目前,卷取炉使用状态良好,温度控制精确,有效确保了品种钢的轧制工艺要求和产品质量。
[1] 陆钟武,宁宝林.冶金炉热工及构造[M].沈阳:东北工学院,1983:25-26.
[2] 蒋光羲,吴德昭.加热炉[M]. 北京:冶金工业出版社,1987:58-59.
PROBLEM AND IMPROVE MEASURE OF THE COMBUSTION SYSTEM IN STECKEL MILL COILING FURNACE
Li Jing Zhao Tianyang Li Na
(Anyang Iron and Steel Stock Co., Ltd)
Accoding to the design and using of coiling furnace on converter mill line.Some problems about using the combustion system of coiling furnace and corresponding solving measure.
Steckel Mill coiling furnace coke oven gas
2017—3—21
联系人:李敬,工程师,河南.安阳(455004),安阳钢铁股份有限公司第二炼轧厂技术质量科;
猜你喜欢
中国修船(2022年2期)2022-04-28
重型机械(2020年2期)2020-07-24
山东冶金(2019年2期)2019-05-11
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
科技资讯(2017年10期)2017-05-26
中国新通信(2016年24期)2017-03-08
中国新技术新产品(2017年2期)2017-01-20
新疆钢铁(2016年1期)2016-08-03
天津冶金(2014年4期)2014-02-28
