
发射药药料离模膨胀和流动均匀性模拟及在模具设计中的应用
2017-09-03 05:31季丹丹刘志涛杨莉莉王泽山
火炸药学报 2017年4期
季丹丹,刘志涛,杨莉莉,廖 昕,王泽山
(1.南京理工大学火药装药技术研究所,江苏 南京 210094; 2.上海汽车集团股份有限公司,上海 201805)
发射药药料离模膨胀和流动均匀性模拟及在模具设计中的应用
季丹丹1,刘志涛1,杨莉莉2,廖 昕1,王泽山1
(1.南京理工大学火药装药技术研究所,江苏 南京 210094; 2.上海汽车集团股份有限公司,上海 201805)
为了分析挤出成型过程中模具结构参数对七孔硝基胍发射药离模膨胀率及流动均匀性的影响规律,采用计算流体力学方法,对挤出成型过程进行模拟计算,讨论了模具各结构参数重要性的主次关系;对七孔发射药制备模具进行了结构优化,并进行了实验验证。结果表明,模具收缩角对膨胀率和药料出口速度均匀性的影响最大,压缩段高度次之,成型段长度的影响最小。模具优化后流道出口端速度分布均匀性提高36.53%,表明该模拟计算的可靠性与实用性。
发射药;计算流体力学(CFD);模具结构;正交优化
引 言
溶剂法挤出成型发射药具有重现性好、工艺安全性高等优点。但是在挤出成型过程中存在由于离模膨胀产生的产品精确性问题,如孔径偏大或偏小、弧厚不均匀等。流道内药料流动的不均匀性会导致产品的扭曲变形、尺寸波动大等问题,影响挤出药粒的质量。
国内外研究人员对发射药的燃烧性能[1-3]、力学性能[4-9]、燃烧试验研究[10-12]等进行了大量研究。在发射药制备方面,丁亚军等[13]对挤出机机头流道内物料的流变行为进行了数值模拟,得到了流道内物料的压力分布、剪切速率分布和剪切黏度分布;马忠亮等[14]利用数值计算的方法对变燃速发射药连续化加工过程进行数值模拟,研究了影响变燃速发射药药型尺寸波动的因素;张丹丹等[15]利用Polyflow软件模拟计算了硝基胍发射药在七孔药模中的挤压成型过程,分析了药料特性,入口体积流量等对发射药挤出成型的影响;常飞等[16]研究了硝基胍发射药配方和成型工艺对药型尺寸的影响。现有研究主要针对发射药的制备工艺,而对模具结构的影响研究鲜有报道。
本研究采用Polyflow软件对七孔硝基胍发射药的挤出成型过程进行模拟计算,以膨胀率和出口速度标准差为目标参数,深入分析成型模具的结构参数对发射药离模膨胀及流动均匀性的影响规律。对七孔发射药挤出成型模具进行正交优化设计,获得最佳模具结构,并进行了实验验证。
1 数值计算
1.1 计算模型及控制方程
七孔发射药挤出成型模具的流道组成结构图如图1所示。

图1 流道组成结构图Fig.1 Structure diagram of flow channel composition
由图1可以看出,七孔发射药挤出成型模具的流道由圆柱形料缸、圆台形压缩段及圆柱形成型段组成,为分析药料成型后的膨胀行为,与成型段等长度的自由段接于成型段出口端。七孔发射药流道属轴对称结构,为提高计算效率,本研究取流道的1/4模型进行模拟计算。模具剖面示意图如图2所示。
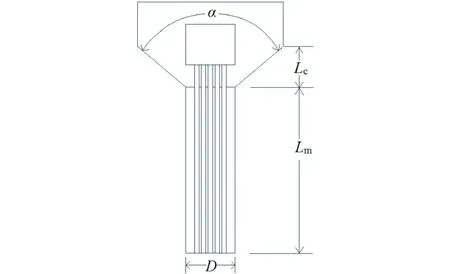
图2 模具剖面示意图Fig.2 Schematic diagram of die profile
由图2可以看出,模具结构参数包括收缩角α(即压缩段圆台锥角),压缩段高度Lc,成型段长度Lm,且自由段与成型段等长。成型段内径(D)为11mm,模针直径(d)为1.0mm,保持恒定。需要说明的是,料缸直径和压缩比(实际进料面积与出料面积之比)可由上述参数计算获得,故未将其列入本研究的分析范畴。
流体流动要遵循质量守恒定律和动量守恒定律。对于七孔发射药药料,守恒定律可通过如下控制方程进行描述。
质量守恒方程:

(1)
动量守恒方程:
(2)
能量守恒方程:

(3)
式中:ρ为流体密度,kg/m3;u为流体速度,m/s;为Hamilton微分算子;σ为表面应力,Pa;Cp为等压比热,J/(kg·K);k为材料导热系数,W/(m·K);τ为偏应力张量,Pa。
1.2 基本假设
模拟计算时作如下假设[17]:药料是不可压缩的稳态层流;不考虑挤出过程中的热传递;不计药料重力和惯性力的影响。
1.3 发射药物性参数
溶剂比为0.24时,硝基胍质量分数为47%的三基药在25℃下药料的流动曲线如图3所示。
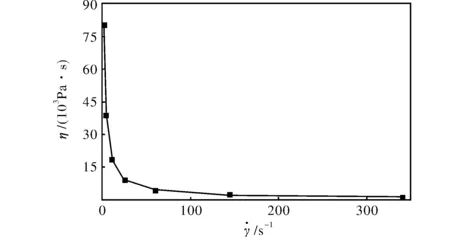
图3 25℃下发射药药料的流动曲线Fig.3 Flow curves of gun propellant dough at 25℃

Bird-Carreau模型描述的发射药剪切黏度与剪切速率的关系表达式如下:
(4)

基于Bird-Carreau模型,对测试结果进行拟合,得到溶剂比为0.24时、25℃加工温度下的药料流变参数见表1。

表1 溶剂比0.24时发射药药料的流变参数
2 实 验
2.1 试剂与仪器
针状硝基胍、双基吸收药片,中国北方化学工业集团有限公司;乙醇、丙酮,均为分析纯,南京化学试剂有限公司。
JH-500型捏合机,上海红星化工机械厂;RosandRH-2000型毛细管流变仪,Malvern公司;H32iROXK11-100型三维视频显微镜,美国科视达有限公司。
2.2 硝基胍发射药的制备
先将424g双基吸收药药片与120mL溶剂(醇酮比为1∶1)混合,在捏合机中塑化30min后加入硝基胍与另一半溶剂,整个过程尽量避免溶剂挥发。水浴控制温度为25℃,塑化5h后取出,密封保存备用。
将药料填入优化后模具的料缸,控制入口线速度恒定,在25℃下挤出成型。采用三维视频测量制得七孔硝基胍发射药的弧厚与孔径。
2.3 流变性能试验
称取20g硝基胍发射药投入毛细管流变仪中,水浴保持温度25℃,设定剪切速率范围,测定硝基胍发射药药料的流变性能。
3 结果与讨论
3.1 药料膨胀行为的模拟计算结果
七孔药模具收缩角(α)范围为70°~130°,压缩段高度(Lc)为1~2D,成型段长度(Lm)为2.0~2.5D[19]。模具3个结构参数各取4个水平,正交试验结果如表2所示。流道入口线速度为1×10-4m/s。目标参数包括药料膨胀率,以药料在自由段出口面积与成型段出口面积之比(δ)来表示;流道出口速度均匀性以成型段出口速度标准差(vSD)表示。药料的膨胀行为如图4所示。
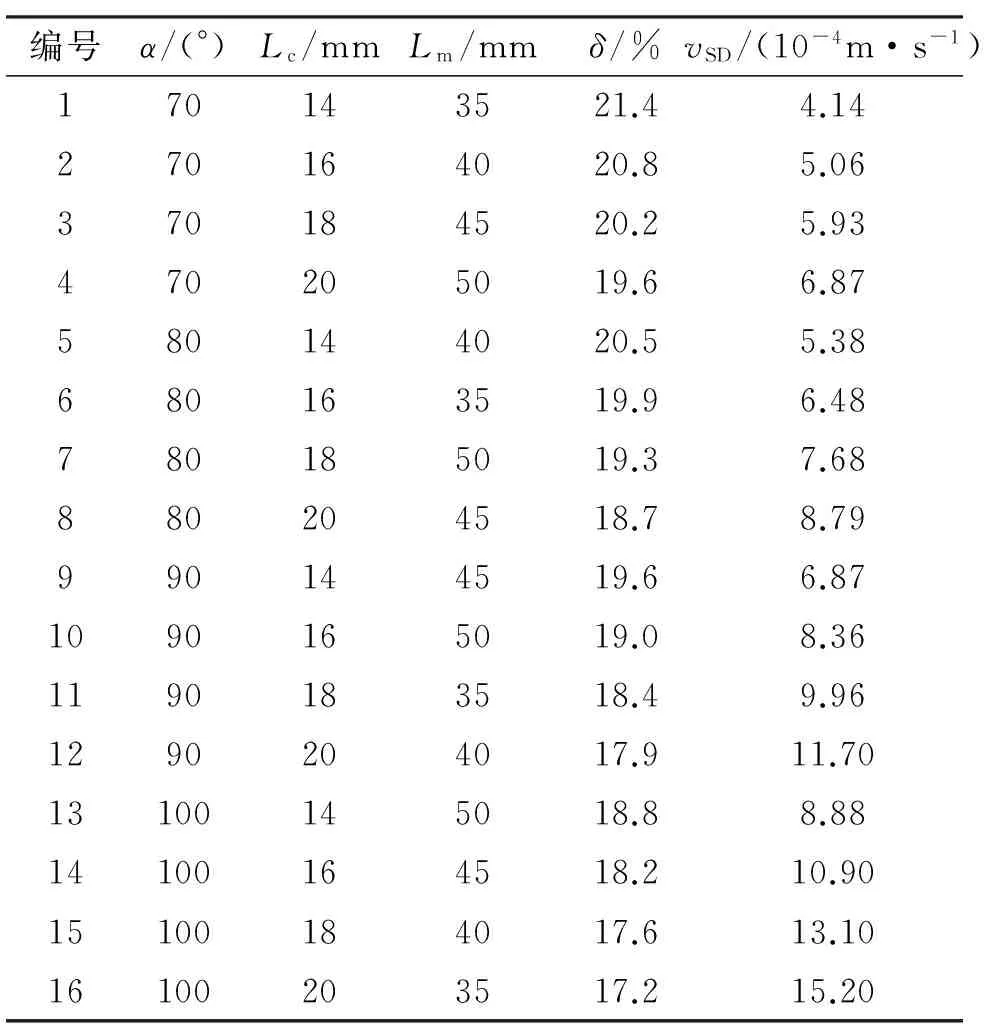
表2 正交试验结果
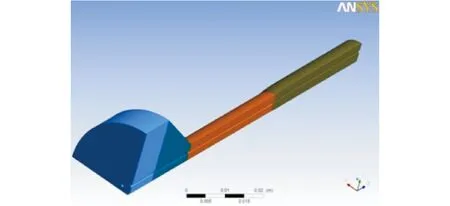
图4 发射药药料的膨胀行为示意图Fig.4 Schematic diagram of expansion behavior for gun propellant dough
由图4可知,药料在自由段发生膨胀。成型段出口药料速度分布如图5所示。
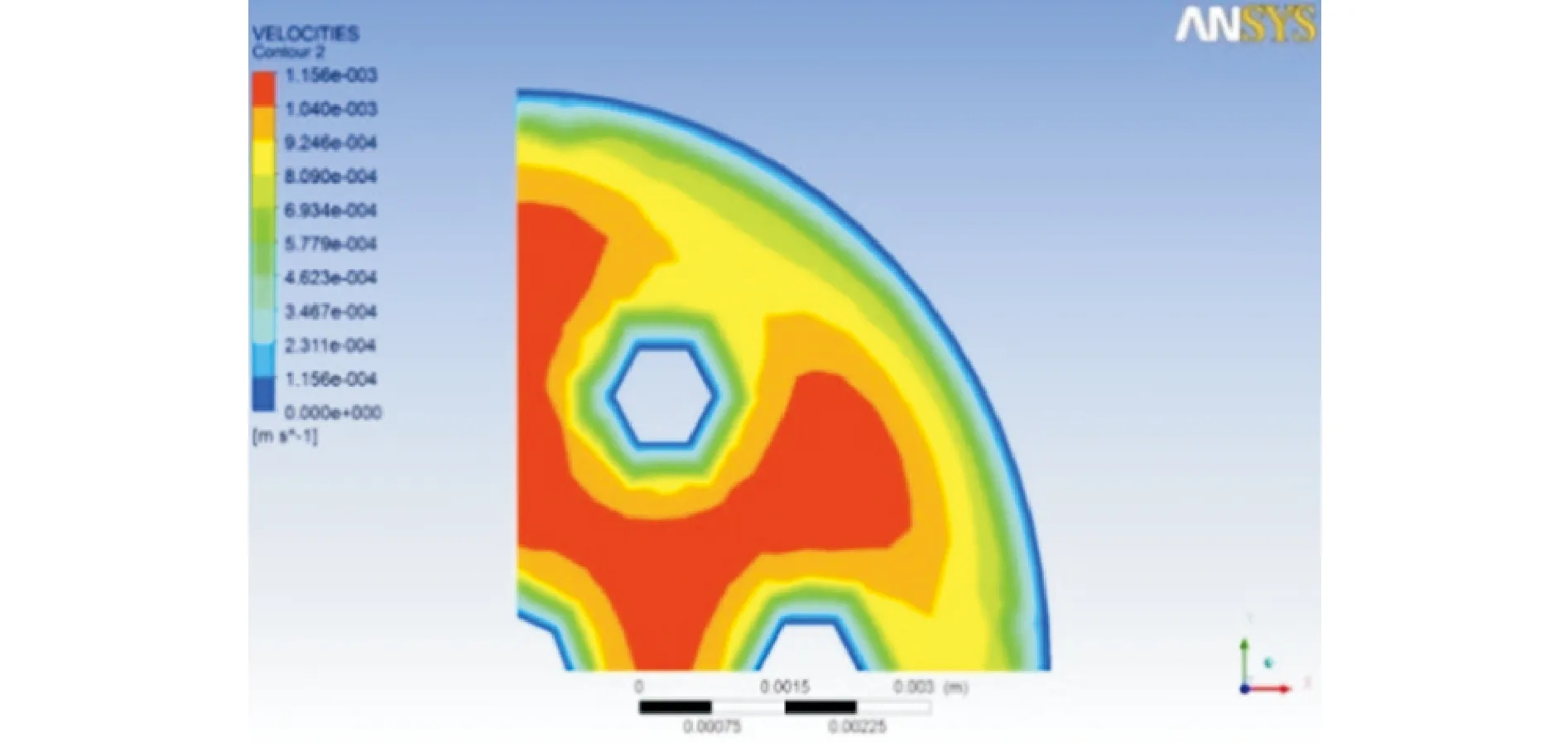
图5 成型段出口发射药药料速度分布示意图Fig.5 Schematic diagram of velocity distribution of gun propellant dough at the forming section exit
由图5可知,流道出口截面产生速度梯度,靠近壁面处速度低,模针与模针之间速度大。设计了L16(43)正交表[20],对不同因素组合的流道模型进行模拟计算,分析结果列于表3。
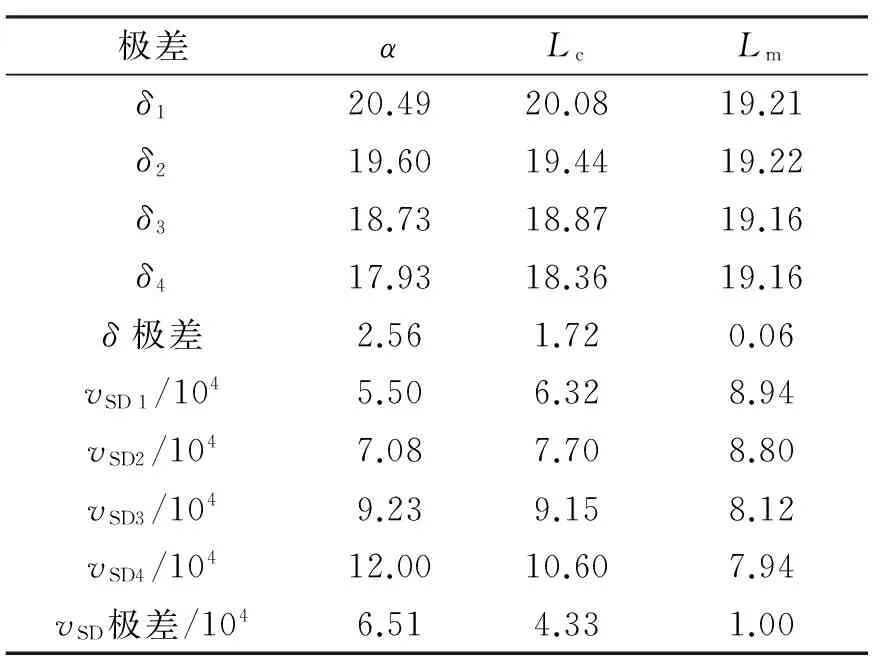
表3 正交试验结果分析
由表3中药料膨胀率的极差值可见,模具收缩角对七孔发射药膨胀率的影响最大,压缩段高度次之,而成型段长度的影响最小,可忽略不计。收缩角影响药料膨胀最重要的原因在于,在药料入口线速度恒定的前提下,收缩角的增大直接导致入口面积增大,入口质量流量增加,药料在成型段所受压力及流动速度随之增大,药料在流道中的剪切变形与拉伸变形随之增加,在药料离开模具后,药料分子产生更大的“松弛”现象,导致药料离模膨胀率的增大。由表3中出口速度标准差极差值可见,模具收缩角对药料出口端的速度标准差影响最大,压缩段高度次之,而成型段长度的影响最小。收缩角的增大导致入口药料的质量流量增大,根据质量守恒定律,药料出口的平均速度增大,而由于药料与流道壁面间的黏滞效应,流道壁面上的药料速度很低,导致出口速度标准差增大,速度分布均匀性变差,成型质量降低。
参考表3,对药料膨胀率和出口速度均匀性影响最大的因素为模具收缩角,膨胀率极差为最小膨胀率的14.27%,而出口速度标准差极差则是最小速度标准差的118.36%,可见模具结构参数对药料出口速度分布的影响远超对膨胀率的影响,故本研究以药料出口速度标准差作为优化模具结构的目标参数。取各因素下的最小出口速度标准差对应的水平值,收缩角应取水平1(70°),压缩段高度取水平1(14mm),成型段长度取水平4(50mm)。对此结构组合流道进行建模及数值模拟计算,获取其药料膨胀率及出口速度标准差。对初始七孔药挤出模具进行模拟计算,结果见表4。由表4可见,优化后的七孔发射药挤出模具制备的药料膨胀率增加9.02%,出口速度均匀性提高36.53%,在药料膨胀率基本不增大的情况下大幅提高了出口速度均匀性,优化效果显著。
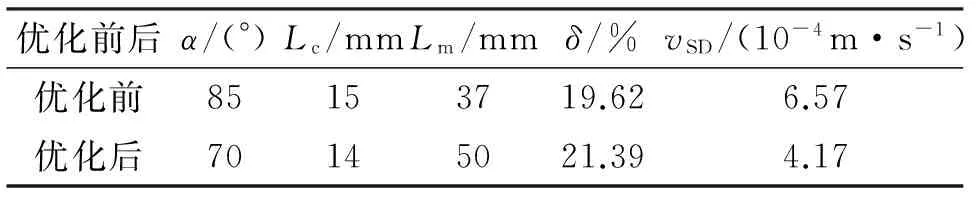
表4 模具结构优化前后模拟结果对比
3.2 实验验证结果
采用三维视频测量制得七孔硝基胍发射药的弧厚与孔径如图6所示。
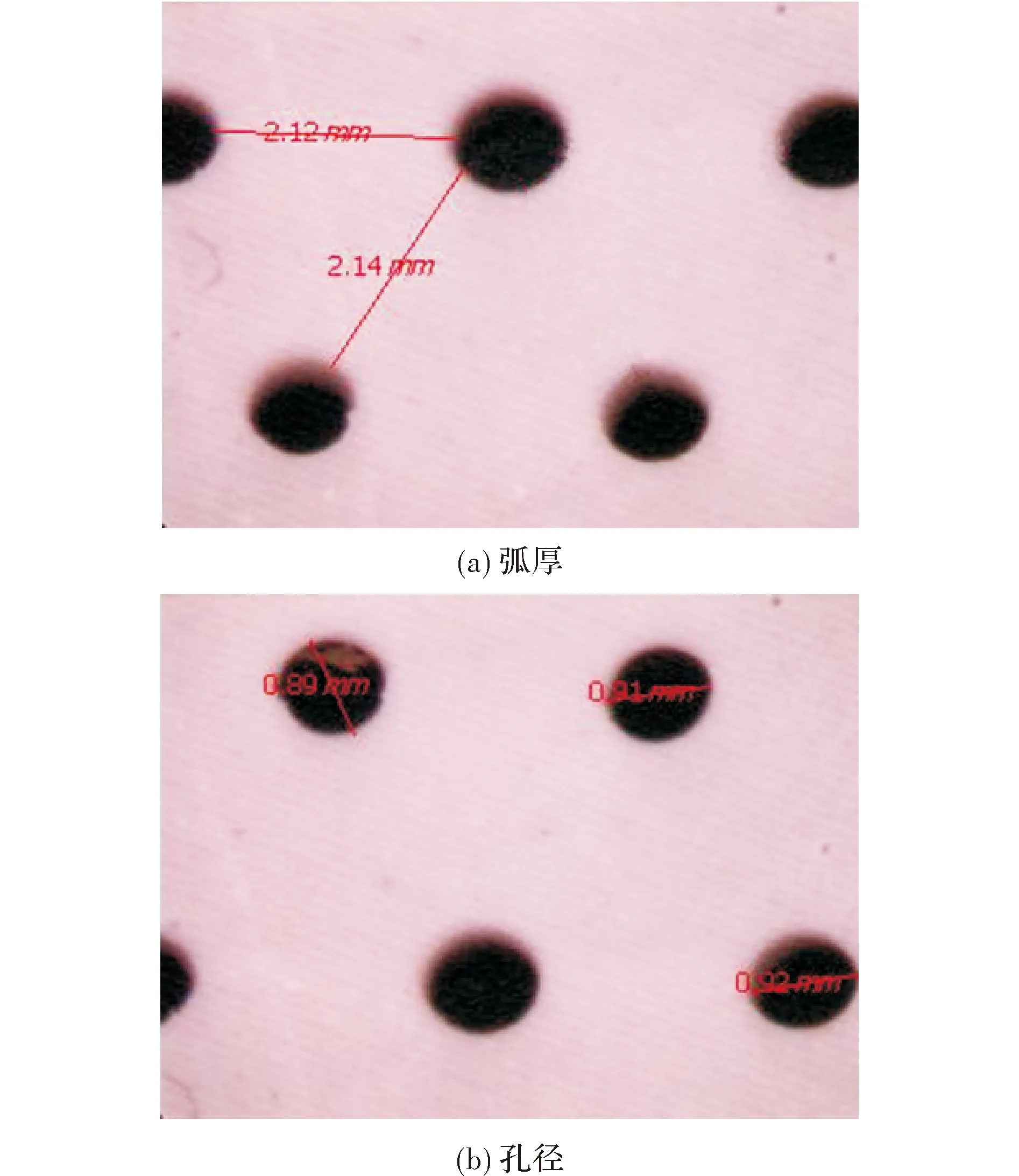
图6 七孔硝基胍发射药弧厚与孔径的电子显微照片Fig. 6 Electron micrographs of the web sizes and pore diameters of seven-perforation nitroguanidine gun propellant
由图6可见,优化后模具制备所得发射药内孔分布良好,弧厚均匀,孔径基本一致。对优化后的模具结构进行模拟,计算条件与实验条件保持一致。得到模拟计算与实验测得的弧厚分别为2.25和2.11mm,孔径分别为0.90和0.93mm。孔径与弧厚的实验结果与模拟计算值偏差均小于15%。
4 结 论
(1) 模具收缩角对七孔发射药成型膨胀及出口速度分布均匀性的影响最大,其次为压缩段高度,成型段长度的影响最小,可忽略不计。
(2) 模具结构参数对出口速度分布均匀性的影响超过对离模膨胀的影响。
(3) 对模具结构参数进行优化,优化后的药料出口速度均匀性提高36.53%,实验验证结果表明模拟计算具有可靠性。
[1]DamseRS,SinghH.Nitramine-basedhighenergypropellantcompositionsfortankguns[J].DefenceScienceJournal, 2000, 50:75-81.
[2]PillaiAGS,DayanandanCR,JoshiMM,etal.StudiesontheeffectsofRDXparticlesizeontheburningrateofgunpropellant[J].DefenceScienceJournal, 1996, 46(2):83-86.
[3]AlexanderMH,DagdigianPJ,JacoxME,etal.Nitraminepropellantignitionandcombustionresearch[J].ProgressinEnergyandCombustionScience, 1991, 17(4):263-296.
[4]RuthC,ColburnJ,TuerkJ.Systemcheckoutofthe155mmshort-barreledhowitzerusingtelemetryprojectile,AD-A258282/3/GAR[R].Springfield:NTIS,1992: 1-12.
[5]KellerGE,HorstAW.Effectsofpropellantgrainfractureontheinteriorballisticsofguns,AD-A209007/4/GAR[R].Springfield:NTIS,1989: 1-5.
[6]LiebRJ.Impact-generatedsurfaceareaingunpropellant,AD-A200468/7/GAR[R].Springfield:NTIS,1988: 1-12.
[7] 徐皖育, 何卫东, 王泽山.JMZ发射药力学性能研究[J]. 含能材料, 2007, 15(3): 235-239.XUWan-yu,HEWei-dong,WANGZe-shan.MechanicalpropertiesofJMZgunpropellants[J].ChineseJournalofEnergeticMaterial, 2007, 15(3): 235-239.
[8] 堵平, 何卫东, 王泽山. 低温感发射药包覆层的力学性能[J]. 火炸药学报, 2005, 28(2): 35-38.DUPing,HEWei-dong,WANGZe-shan.Mechanicalperformanceofcoating-layerofLTSCpropellant[J].ChineseJournalofExplosives&Propellants(HuozhayaoXuebao), 2005, 28(2): 35-38.
[9]SubhanandaRao,KrishnaY,RaoBN.Fracturetoughnessofnitramineandcompositesolidpropellants[J].MaterialsScienceandEngineeringA, 2005, 403: 125-133.
[10]SchroederMA,FiferRA,MillerMS,etal.Condensed-phaseprocessesduringcombustionofsolidgunpropellants.II.nitraminecompositepropellants[J].CombustionandFlame, 2001, 126:1577-1598.
[11]SchroederMA,FiferRA,MillerMS,etal.Condensed-phaseprocessesduringcombustionofsolidgunpropellants.I.nitrateesterpropellants[J].CombustionandFlame, 2001, 126: 1569-1576.
[12] 陈涛, 芮筱亭, 洪俊, 等. 用于药床动态挤压应力研究的半密闭爆发器仿真[J]. 系统仿真学报, 2007, 19(17): 4075-4078.CHENTao,RUIXiao-ting,HONGJun,etal.Semi-closedbombsimulationusingstudydynamicextrusionstressofchargebed[J].JournalofSystemSimulation, 2007, 19(17): 4075-4078.
[13] 丁亚军, 应三九. 螺杆挤出过程中物料在线流变行为及其数值模拟[J]. 兵工学报, 2015, 36(8): 1437-1442.DINGYa-jun,YINGSan-jiu.In-linerheologicalbehaviorsandnumericalsimulationofmaterialinextrusionprocessing[J].ActaArmamentarii, 2015, 36(8): 1437-1442.
[14] 马忠亮, 朱林, 高可政,等. 影响变燃速发射药尺寸波动因素数值计算[J]. 含能材料, 2011, 19(4): 445-449.MAZhong-liang,ZHULin,GAOKe-zheng,etal.Numericalcalculationonthefluctuationfactorsofgrainsizeforvariable-burningratepropellant[J].ChineseJournalofEnergeticMaterials, 2011, 19(4): 445-449.
[15] 张丹丹, 何卫东. 硝基胍七孔发射药挤压成型过程的数值模拟[J]. 火炸药学报, 2014, 36(6): 82-86.ZHANGDan-dan,HEWei-dong.Numericalsimulationof7-holenitroguanidine-basegunpropellantinextrusionformingprocess[J].ChineseJournalofExplosives&Propellants(HuozhayaoXuebao), 2014, 36(6): 82-86.
[16] 常飞, 南风强, 何卫东. 多孔硝基胍发射药压伸数值仿真及验证[J]. 含能材料, 2017, 25(2): 106-112.CHANGFei,NANFeng-qiang,HEWei-dong.Numericalsimulationandverificationofporousnitroguanidinegunpropellantextrusion[J].ChineseJournalofEnergeticMaterials, 2017, 25(2): 106-112.
[17]MuYue,ZhaoGuo-qun.Numericalstudyofnon-isothermalpolymerextrusionflowwithadifferentialviscoelasticmodel[J].PolymerEngineeringandScience, 2008, 48(2): 316-328.
[18] 赵军. 一种新型发射药燃烧性能测试和内弹道数值计算方法研究[D]. 南京: 南京理工大学,2010.ZHAOJun.Researchonthecombustionperformanceandsimulationmethodoninteriorballisticsofpropellantcharge[D].Nanjing:NanjingUniversityofScienceandTechnology,2010.
[19] 任务正,王泽山. 火炸药理论与实践[M]. 北京:中国北方化学工业总公司,2001:852-856.
[20] 叶慈南, 曹伟丽. 应用数理统计[M].北京:机械工业出版社,2004.
Simulation of Die Swell and Flow Uniformity of Gun Propellant Dough and Application in Die Design
JI Dan-dan1, LIU Zhi-tao1, YANG Li-li2, LIAO Xin1, WANG Ze-shan1
(1. Charging Technology Institute, Nanjing University of Science and Technology, Nanjing 210094, China;2. SAIC Motor Company, Shanghai 201805, China)
To analyze the effect law of die structure parameters in extrusion forming process on the swell ratio and flow uniformity of seven-perforation nitroguanidine gun propellant, the extrusion forming process was simulated by computational fluid dynamic method, the primary and secondary relationship of die structure parameter importance was discussed, the die structure for seven-perforation gun propellant was optimized and experimental validation was performed. The results show that the influence of contraction angle of die on the swell ratio and uniformity of dough exit velocity is the biggest, the compression section height is secondary and the forming section length is smallest. The uniformity of velocity distribution at the flow channel exit end after optimization of die is improved by 36.53%, indicating the reliability and practicability of the simulation calculation.
gun propellant; computational fluid dynamics (CFD); die structure; orthogonal optimization
10.14077/j.issn.1007-7812.2017.04.018
2017-03-03;
2017-06-11
国家自然科学基金-青年科学项目(No.51506093)
季丹丹(1986-),女,博士研究生,从事含能材料配方设计及工艺研究。E-mail: zihedandan@163.com
廖昕(1961-),男,研究员,从事含能材料配方设计及工艺研究。E-mail: liaoxin331@163.com
TJ55;TQ562
A
1007-7812(2017)04-0097-05
猜你喜欢
城市建设理论研究(电子版)(2022年19期)2022-11-26
能源工程(2022年1期)2022-03-29
南昌航空大学学报(自然科学版)(2021年2期)2021-08-31
中国非金属矿工业导刊(2020年1期)2020-06-08
作文大王·低年级(2019年9期)2019-10-11
小星星·阅读100分(高年级)(2017年8期)2017-09-15
科技视界(2016年19期)2017-05-18
价值工程(2017年12期)2017-05-04
奥秘(2016年8期)2016-09-06
快乐作文·中年级(2015年1期)2015-03-27
