某轮轨天线座滚轮组的设计及测量
2017-08-28 07:11陈亚峰
电子机械工程 2017年3期
陈亚峰
(南京电子技术研究所, 江苏 南京 210039)
某轮轨天线座滚轮组的设计及测量
陈亚峰
(南京电子技术研究所, 江苏 南京 210039)
文中针对某高精度相控阵雷达天线座采用的锥面滚轮结构,研究了滚轮和轨道对应的空间关系,总结出了计算公式,并在此基础上确定了天线座方位承载滚轮及轨道设计方案。在安装调整过程中,根据激光跟踪仪极坐标原理进行了点位坐标测量,用靶镜直接测量平面来确定滚轮内平面的法线方向、靶镜配合工装测滚轮锥面来确定圆心的方法确定了滚轮的轴线和位置,有效指导了滚轮的安装调整,满足了其向心度和位置度设计要求。
激光跟踪仪;轨道;滚轮;工装;靶镜
引 言
某相控阵雷达天线座是我国目前最重、最大跨距的一套二维可动的高精度天线座。该天线座支撑着超百吨天线在方位和俯仰2个维度上转动,其方位运动主要由4组8个滚轮在轨道面上的旋转来完成。随着现代武器的发展及深空探测的需要,相控阵天线向超大超重型发展,原来的转台式天线座越来越无法满足要求,因此必须研究大型轮轨式天线座。轮轨式天线座的核心就是轨道及滚轮结构。某单位曾经设计过仅方位旋转的相控阵轮轨式天线座,但其结构精度远小于本天线座,而且当时采用的是点接触轮轨,承载能力不能满足当前任务要求。为使该相控阵天线能够准确指向被探测目标,本文精心设计了线接触轮轨组合结构。组合结构的关键部件滚轮座用高精度数控机床精密加工来保证相关结构精度,最终组合结构和天线座通过精确测量、安装及调整来保证轴系精度。
1 滚轮组的设计
考虑整体形象的美观和结构的协调性,方位-俯仰型轮轨式天线座目前一般采用较为成熟的4点支撑布局。将雷达天线座的方位转台设计成矩形,4组滚轮分布在长方形方位转台的4个角上,每组包含1个主动轮及电机、减速器和1个被动轮,共8只滚轮,其布局如图1所示。4组滚轮均调整到位后,通过4只电机驱动主滚轮在轨道面上旋转,使转台实现方位转动。由于其负载较大,为使每个滚轮均匀受力,通过均衡承载装置使每组滚轮与方位转台的底面相连,在转台两短边上安装一组支臂支撑天线,主要载荷直接通过支臂传到滚轮上,传力途径及结构简单明了。
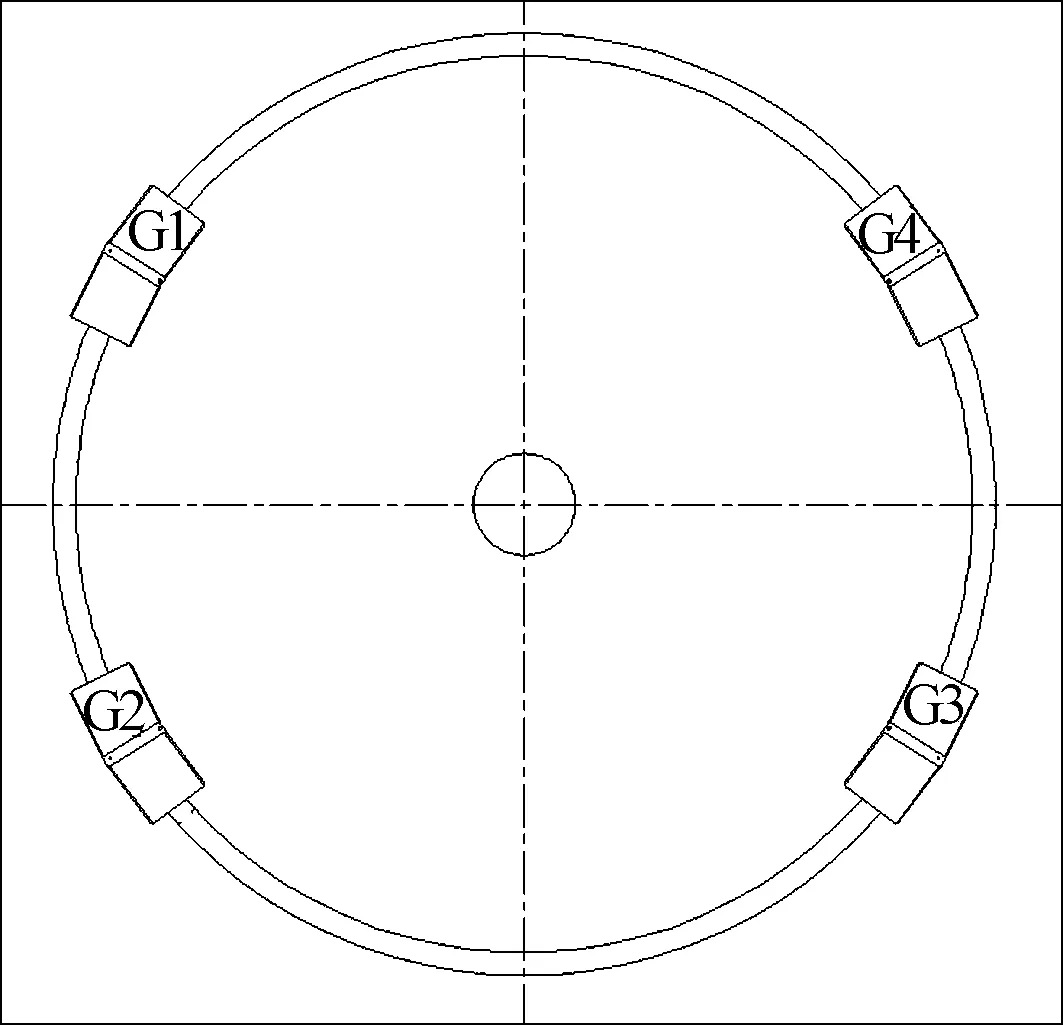
图1 滚轮布局示意图
为了提高旋转精度和承载能力,滚轮与轨道采用了线接触副。为了保证滚轮与轨道之间纯滚动,将滚轮踏面设计成锥形,滚轮轴线的延长线与轨道平面交于方位中心轴线上。要使滚轮平稳旋转,就需保证4组滚轮的所有轴线均指向轨道面中心,并且每个滚轮的转动轴与内表面交点距轨道圆中心的距离相等,如图2和图3所示。

图2 滚轮轨道关系示意图
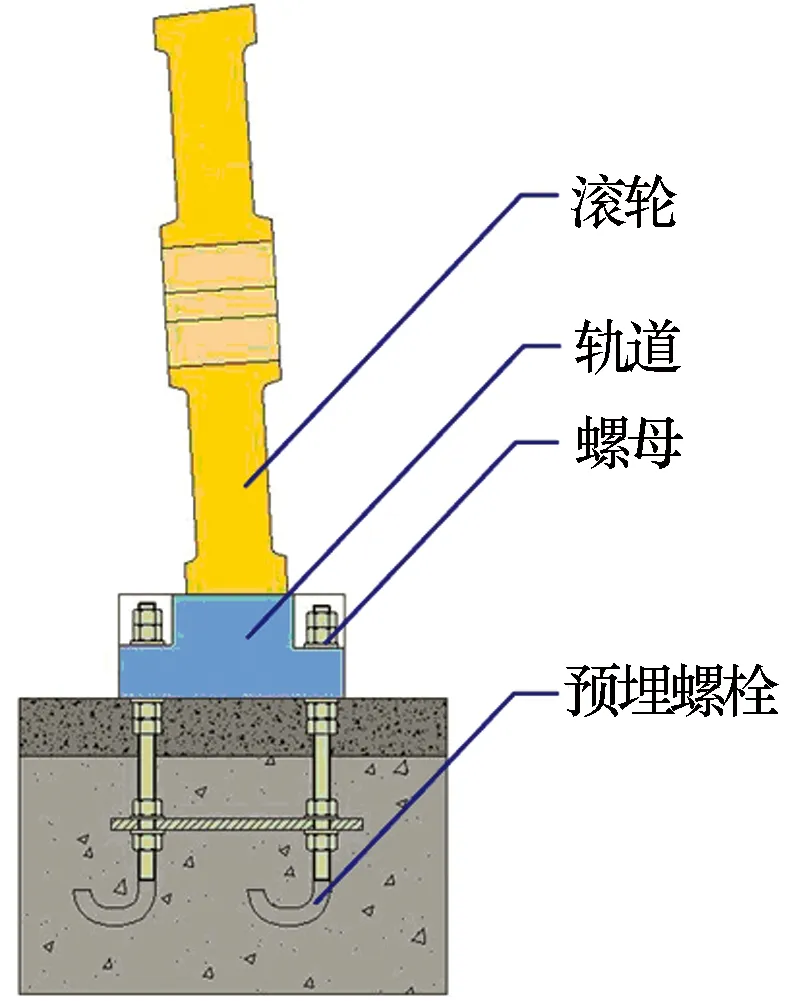
图3 滚轮与轨道接触示意图
滚轮组由滚轮、滚轮座、驱动装置及均衡承载装置组成,滚轮座内安装有滚轮轴及轴承等,如图4所示。
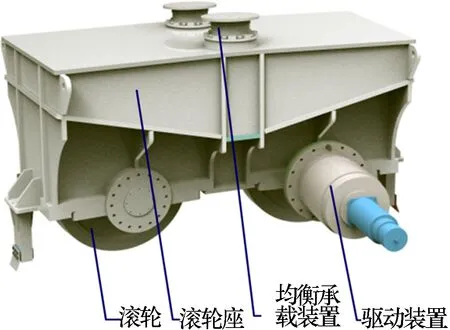
图4 滚轮组结构示意图
均衡承载装置由2套球形钢支座组成,采用2套球形支座可以保证滚轮座在轨道切线方向转动,使2只滚轮上的载荷平衡。同时2套支座的安装高差可以调节滚轮座对轨道面的倾角,保证滚轮轴线的对中关系。球形钢支座由上、下支座板,球面滑板,锚固螺栓等部件组成,如图5所示。转台竖向荷载由上支座板、球面滑板和下支座传至下部滚轮座及滚轮。
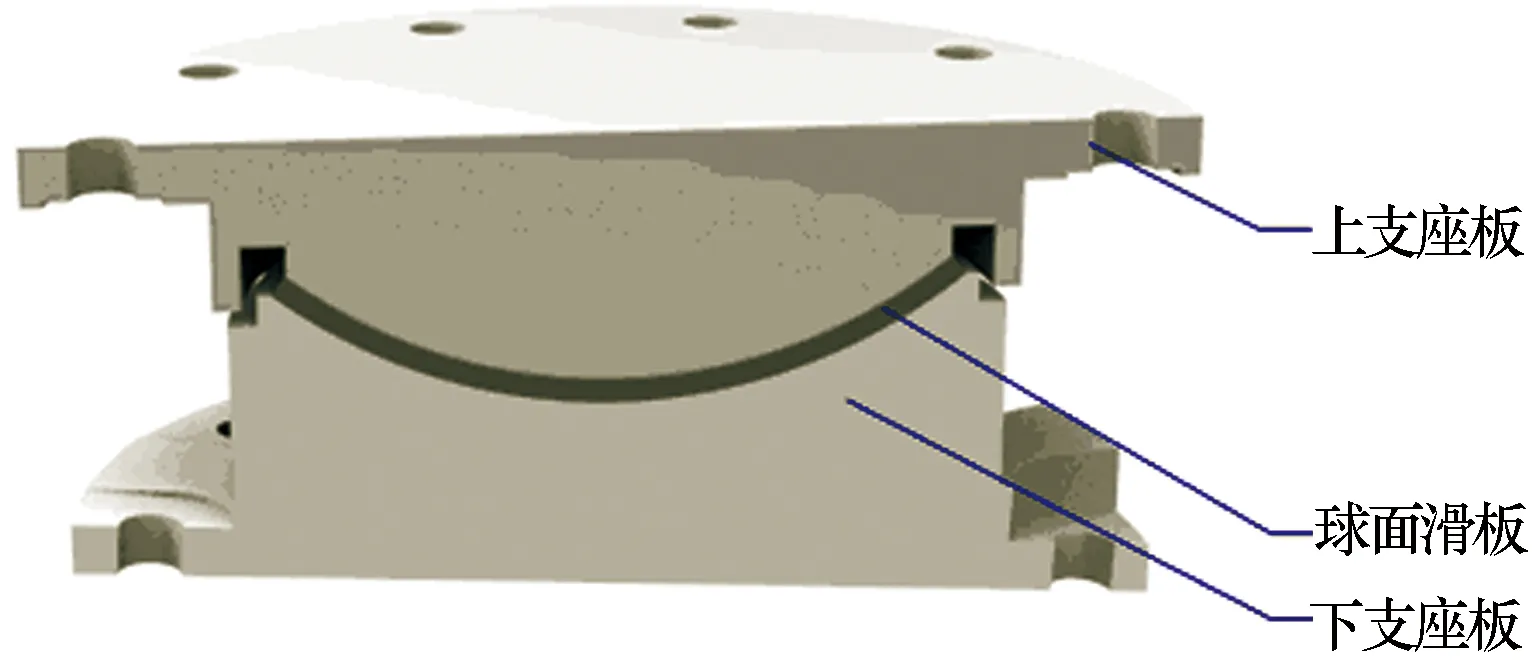
图5 球形支座结构图
由于同一组的2只滚轮的轴线均要指向轨道中心,因此需要保证同一滚轮座的2排安装轴孔的位置关系。该轴孔通过数控机床加工来保证精度,同时滚轮座本身与轨道面之间存在一定的夹角,而且该夹角与轨道及滚轮的直径均相关。这些相对位置关系及尺寸链均需仔细设计及核算。滚轮与轨道的尺寸关系如图6所示。
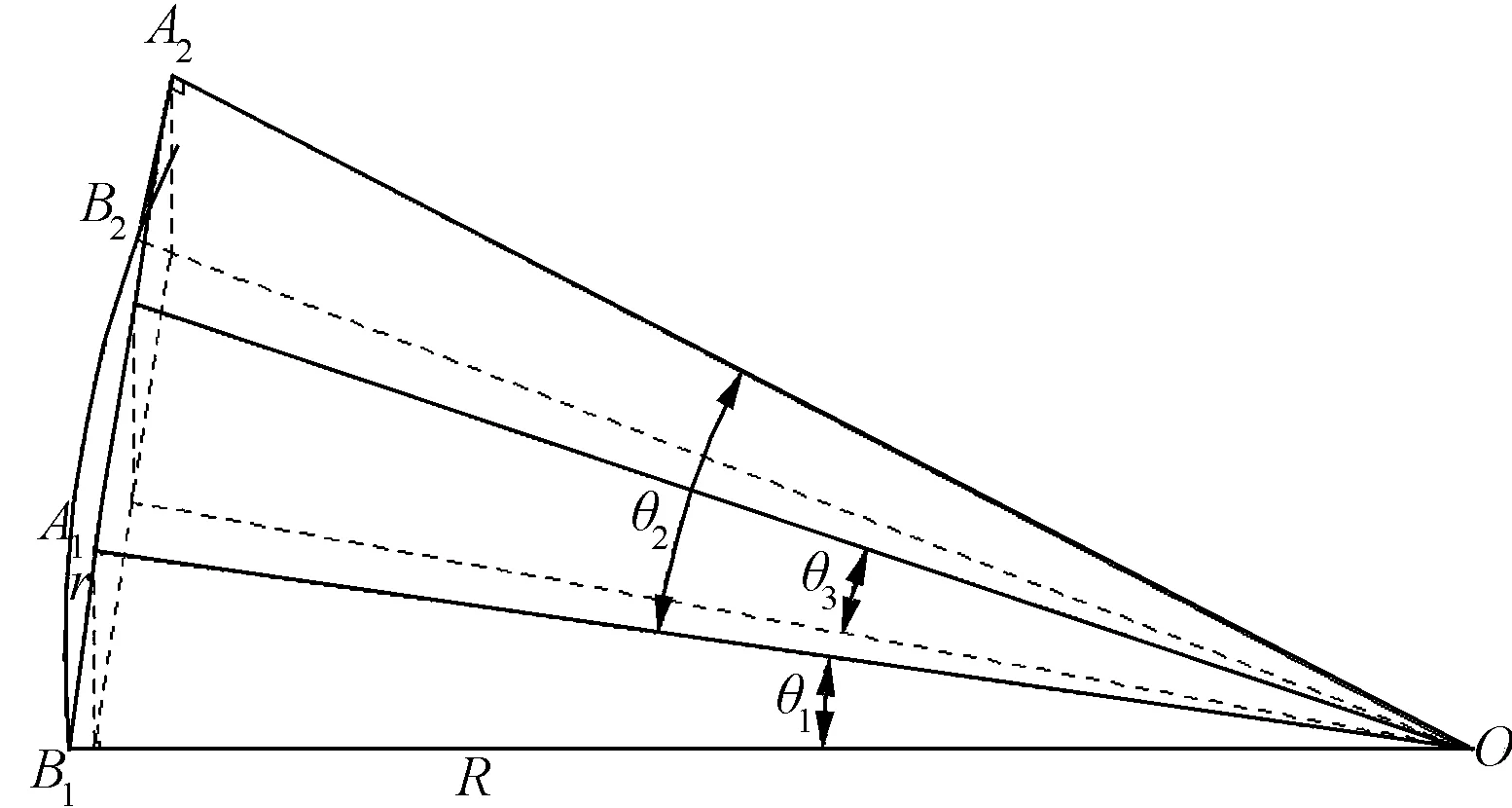
图6 滚轮组与轨道的尺寸分析示意图
从图6可知:O为轨道面圆心;A1、A2为滚轮内表面圆心;B1、B2为滚轮与轨道的接触点;A1B1、A2B2为滚轮半径r;OA1、OA2为轨道半径R;A1A2为两滚轮中心截面圆心之间的距离L1;OA1、OA2为两滚轮中心截面圆心到轨道圆心之间的距离L2;θ1为滚轮与轨道面之间的夹角;θ2为2个滚轮轴线之间的夹角;θ3为滚轮座安装面与轨道面之间的夹角。根据相对尺寸关系和已确定的相关参数(r、R、L1),可以推出以下滚轮座的设计参数:

(1)
L2=R cosθ1
(2)

(3)
(4)
考虑到尺寸的合理公差及加工误差,在滚轮座与转台之间设计了调整垫片,用于最后安装时倾角的微调。要使天线座平稳旋转,就需保证4组滚轮的轴线均指向轨道中心,滚轮轴线与轨道中心的夹角误差精度要求在± 0.01°以内,且每个滚轮的旋转半径均相等。设计和加工只能保证零部件的相关尺寸在一定的尺寸范围内,在组装成型过程中还需要精确测量及调整。初始安装时为了方便滚轮座的测量调整,将转台底面朝天且将所有滚轮座的安装面调整到同一水平面。滚轮座反扣在转台上,使滚轮锥面朝天,用工装保持滚轮座的相对位置,使所有滚轮顶面在同一个水平面上,该水平面对应轨道面。将滚轮座调整到满足精度要求后,固化滚轮座的位置。正式安装时先按销钉复位,复测精度并作微调。由于滚轮座的遮挡,测量时只能观测到滚轮内表面的3/5圆周,所以必须采用合适的测量方法保证滚轮表面测量点的测量精度满足要求。为满足滚轮测量的高精度要求,采用激光跟踪仪测量,而且为了更好地保证测量精度及同一次测量尽可能观测到更多的滚轮,需精心设置测量仪器的位置。
2 激光跟踪仪极坐标测量原理及精度指标分析
激光跟踪仪测量范围大,测量精度、系统稳定性及测量效率都高,其单点的采集精度可以达到0.01 mm。激光跟踪仪测量的基本原理是极坐标法,通过测量目标的水平角、垂直角和斜距,建立以测站为中心的极坐标系[1]。其精度主要是由测距保证的,因为斜距利用激光干涉原理测量。某轮轨天线座滚轮组采用API型激光跟踪仪进行测量,激光跟踪仪的测量坐标系如图7所示。
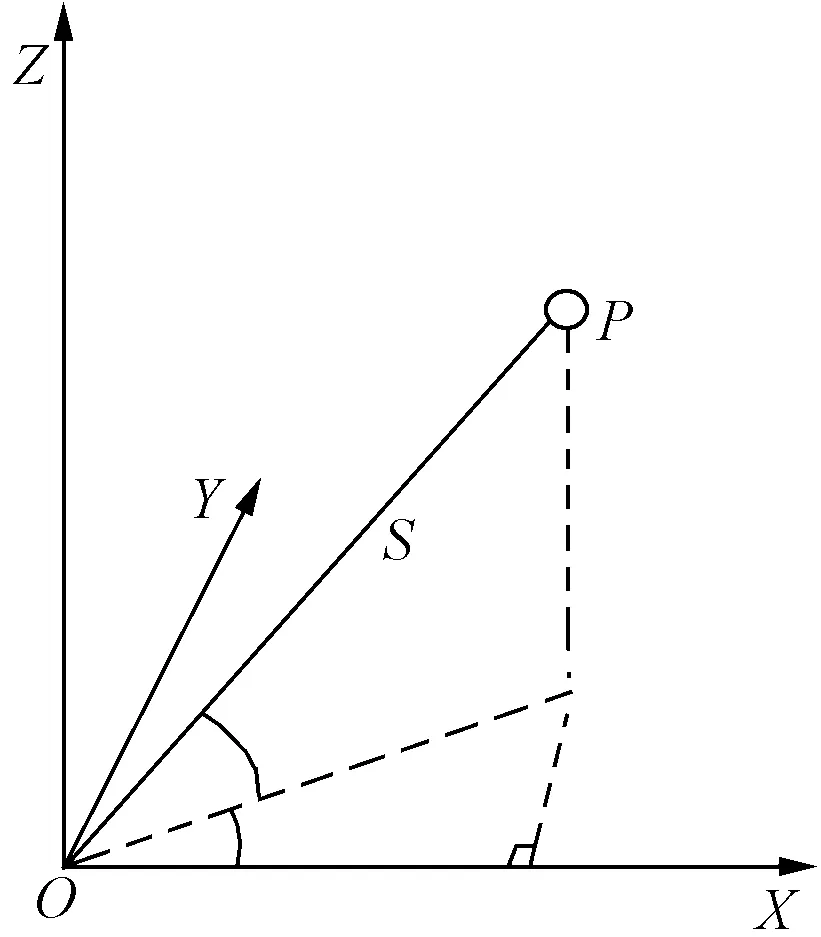
图7 激光跟踪仪极坐标测量示意图
激光跟踪仪观测目标点P的观测值(水平角、垂直角、斜距) 分别为α、β和S,则P点的三维坐标为[2]:
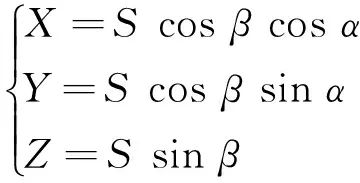
(5)
设水平角和垂直角的测量精度均为mα,距离测量精度为ms,则有:
(6)
则空间点P的点位误差为[3]:

(7)
3 测量方案
根据天线座的精度要求,滚轮在转动时必须顺畅地在轨道上滚动,不产生跳动和打滑。因此滚轮的轴线与轨道中心的夹角要保证在0.01°以内,且所有滚轮的旋转半径偏差在2 mm以内。综合考虑现场条件和各种因素的影响,采用美国API型激光跟踪仪配合PolyWorks工业测量系统进行测量。为了满足设计要求,安装时需要测量轨道的圆度、轨道圆的圆心、内平面、内平面的圆心和滚轮的轴线。轨道的圆度及其中心位置首先通过测量中心轴承安装的圆柱面来获得,滚轮的内平面及轴线通过测量滚轮端面和圆锥面来构建。激光跟踪仪架设在中心座及滚轮之间,且保证能够同时观测2组滚轮和转台中心,仪器与测量点之间光线直线可达,且中间不能有障碍物[4],如图8所示。仪器的架设还要注意另外2组滚轮的位置,需要合适的转站位置以保证共同的旋转中心,保证转站及总的测量精度[5]。

图8 滚轮测量时仪器的架设
滚轮的生产是通过数控机床加工的,圆度及端平面的平面度均很好。滚轮的内平面可以用靶镜贴在内平面上直接测量,滚轮的轴线可以通过测量圆及内平面来构建。在10 m的距离范围内激光跟踪仪配合靶镜测量点位精度在± 0.12 mm 左右,点位测量精度对向心度的影响为0.001 4°,能满足要求,但需要去掉漆面不平的影响,测量时需将测点处油漆去掉[6]。
对于滚轮轴线的测量可以采用2种方法:
1)直接测量圆锥面获得。将靶镜直接贴在滚轮圆锥面上采集圆锥面信息,通过圆锥拟合得到轴线。由于滚轮座及电机减速器的遮挡,只能在3/5圆周内采集点位信息。而且滚轮的厚度只有200多毫米,轴线长度约8 m,拟合出来的轴线误差较大。通过计算,精度已经大于安装要求,所以不能采用该测量方法。
2)采用靶镜配合工装测量滚轮锥圆,通过拟合圆心作滚轮内平面的法线获得。由于滚轮面是个锥面,加工特定的工装靠紧锥面和平面,保证靶镜放置的若干位置能够准确拟合为圆,测量工装放在滚轮侧面,如图9所示。为得到精确的滚轮内平面圆心,将内平面测量的点拟合为一个平面,将所有点投影至拟合的内平面中再进行圆拟合求解圆心[3]。测内平面时,为得到高精度的法线方向,应尽可能多采测点且分布均匀,处理数据时需严格控制平面拟合的偏差范围。平面拟合的精度为±0.01 mm,测点投影至内平面后圆拟合的精度为±0.02 mm,拟合圆心极限偏差为±0.045 mm,这样测量点位误差基本控制在±0.05 mm以下,满足调整精度要求。

图9 测量工装图
根据上述分析,最终采用靶镜测量滚轮内平面来确定轴线法线方向、工装配合靶镜测圆锥并结合棱来确定圆心的方式进行测量。用工业测量系统解算的结果如图10所示。从图10可以看出,同一组滚轮轴线对于中心的对称性、滚轮轴线交点与轨道圆心的偏差,通过几轮调整,最终使得偏差小于2 mm,满足产品精度要求。
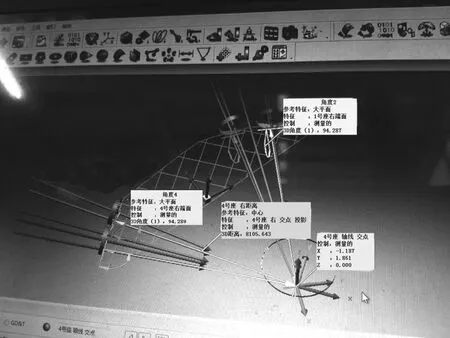
图10 滚轮拟合轴线交点及圆心求解
4 结束语
某轮轨式天线座的三轴正交是确保其结构精度的关键技术,而其方位的平稳运动需要轨道的平面度及滚轮的位置度和向心度来保证。本文根据总体精度要求及滚轮的高精度安装要求,通过分析滚轮和轨道的相对关系,精心设计了轨道及滚轮组。在最终的安装中利用API型激光跟踪仪结合PolyWorks工业测量系统对滚轮座进行了测量及调整,采用激光跟踪仪配合靶镜及工装测量滚轮平面和圆心的方法来确定滚轮轴线,测量中采用把圆的测量点投影至滚轮内平面再拟合成圆的方法来确定圆心,减少测量误差,有效地指导了安装和调整,满足了滚轮安装的精度要求。
[1] 吴鑫, 戴广明, 魏忠良, 等. 标校塔信号源抗风扰稳定系统设计与实现[J]. 电子科技, 2015, 28(7): 12-17.
[2] 李广云. 工业测量系统进展[M]. 北京: 解放军出版社, 2000.
[3] 邓勇, 李宗春, 李干, 等. 65 m射电望远镜滚轮安装调整测量[J]. 测绘通报, 2012 (S1): 109-112.
[4] 冯祝雷, 李明, 丁海东. 激光跟踪仪高精度测量运动物体位姿的研究[J]. 激光技术, 2016, 40(3): 436-440.
[5] 耿晨刚. 导轨精度检测方法[J]. 中州大学学报, 2013, 30(5): 122-125.
[6] 余华昌, 包晓峰. 激光跟踪仪在平面度测量上的准确性探讨[J]. 光学专业, 2015, 35(S1): 34-36.
陈亚峰(1975-),男,高级工程师,主要从事雷达天线座传动结构设计工作。
Design and Measurement of Wheel Assemblyfor a Wheel-rail Type Pedestal
CHEN Ya-feng
(Nanjing Research Institute of Electronics Technology, Nanjing 210039, China)
According to the cone wheel structure of a high-precision phased array radar antenna pedestal system, the spatial relationships between the wheel and track are studied, the computation formulas are concluded and the design scheme for wheel and track is confirmed on this basis. During the installation and adjustment of the wheel on track, the point position coordinate measurement is carried out according to the polar coordinate principle of the laser tracker. The plane is measured directly by the spherically mounted retroreflectors (SMR) to find the normal line direction of the wheel inner plane and the wheel cone plane is measured by SMR together with the fixture to find the center of the circle. The axis and position of the wheel are thus obtained with this method. The result shows that the method can direct the installation and adjustment effectively and meet the centrality and position design requirements of the wheel.
laser tracker; track; wheel; fixture; spherically mounted retroreflectors (SMR)
2017-03-14
TN820.8+2
A
1008-5300(2017)03-0012-04
猜你喜欢
现代机械(2021年4期)2021-09-03
铁道通信信号(2020年10期)2020-02-07
冰雪运动(2019年2期)2019-09-02
中等数学(2018年1期)2018-08-01
阅读(中年级)(2016年11期)2017-01-23
铁道通信信号(2016年6期)2016-06-01
现代制造技术与装备(2015年4期)2015-12-23
中国铁道科学(2015年5期)2015-06-21
中国铁道科学(2014年1期)2014-06-21
数学教学通讯·初中版(2014年1期)2014-02-14