景德镇瓷录
2017-08-18 11:03陈海澄
景德镇陶瓷 2017年3期
陈海澄



第一章 白 土
水灰店
水灰店又名灰渣店,是淘制和销售配釉所需助溶剂的店铺。
水灰是传统制瓷特殊原料之一。分头灰和二灰。头灰性燥,只适用于普通瓷。二灰性纯,工艺性能好,广泛用于中、高档细瓷。烧出来的白瓷白里泛青,青花瓷纹饰呈色青翠,玲珑瓷的“米通”通明透亮。对于以铜为主要着色剂的钧红、祭红、郎窑红、三阳开泰等高温颜色釉,既有助于形成色泽鲜艳,又能使釉面炫耀光滑,像红宝石一般。
在清朝前期,御窑厂和大窑户都在工场中设屯灰间,自制水灰。而大多数中小窑户因资金短缺和场地狭小,不能自制水灰,配釉时,只有高价向大厂购买,于是,水灰店运营而生。光绪年间,在落马桥、刘家弄、苦珠山、五龙桥、平安吉里等地,就有人开设水灰店。民国初年,全镇水灰店有30多家。
水灰店是以家庭成员劳动为主,有的店也雇请身强力壮的盲人舂灰渣。加工场地,设在一间普通平房之中,一边安装碓臼,另一边作屯灰间。店面采用推板式,门口宽敞,以便进出,也好招揽生意。
制作水灰的原料系浮梁寺前和乐平牛角岭的釉灰及灰渣,经尿沤、陈腐、粉碎、淘洗四个工序。原料购进后,分别放在墙角边。对原装釉灰,要经常洒水,保持湿润,并加尿液,以助陈腐和解凝,时间要达一年之久。淘洗时,将已陈腐到时的釉灰用筲箕计量,倒入椭圆形的粗桶之中,每次2至3筲,重约10至15公斤,加水5至6倍,用渣耙搅拌,使之混合成灰浆。随后用马尾筛捞去浮在灰浆上面的杂屑,待浆液澄清到平面露出清水时,即用泥锅将上部细浆舀入圆形泥缸之中。沉淀在粗桶下部的余浆,继续加水搅拌,按原法淘洗,取尽其细浆。如此从原装釉灰中,首批淘洗取得的釉灰细浆,叫头灰。
在淘洗头灰过程中,最后沉淀在粗桶底部的粗颗粒叫灰渣,是备制二灰的原料。用渣耙挖取,与购进的灰渣同放一处,晒干后倒入碓池中舂细,再取出,按前法淘洗,所得细浆叫二灰。二灰另入缸储存,贴上标记。
出售的水灰,外观呈灰白色,细度万孔筛余0.5%以下,浓度为灰与水各半。用户买去,不必重复加工,即可与同等浓度的釉浆,按预定的“盆口”(比例)配合成釉。出卖以泥锅为计量单位。锅口径约32厘米,中央深约9厘米,每锅水灰重约4公斤。民国20年(1931年),每锅头灰价8枚铜板,二灰10枚铜板。对于长年用户,则发给纸质折子记帐,写明牌号,年用量计划,每担(10锅)议定价格和预交款等项。以后,用户就凭折子零星地取用。水灰店认折子不认人,每次记上日期和数量,同时在自己帐薄上记帐。季末小结,年终结清。
30年代以后,脱胎细瓷改用灰不(石灰石粉),双造粉定改用花乳石(白云石)。50年代以后,各大瓷厂采用球磨设备,加工釉料和灰釉,水灰的销路锐减,一大批水灰店改行他业。至1962年,只剩下二三家。自倒焰煤窑在全市推广后,传统灰釉因在煤炭燃燒时瓷器易犯“吸烟”毛病,从而失去当年“唯我独尊”的地位。至此,水灰店也就在瓷都大地上消失了⒀ 。
灰釉不
灰釉不简称灰不,产于乐平塔前乡,为常白釉脱胎配釉的助溶剂。其原料为石灰石,制作方法与制作瓷坯的不子相同。先将矿石用碓舂细,再倒入上层淘洗池淘洗,又过滤到下层淘洗池淘洗,澄淀后放出清水,待干到釉浆不流淌时,掏起堆放在青砖上让其吸水,干透后,送到刘家下弄余姓代理行代销。这种不子也曾有人制成2市斤一块的砖状形,但绝大多数人只堆成圆堆,状如一堆牛粪。寿者说,制瓷坯的不子以前也都是这种圆堆形。
这种灰釉不但质量好,而且配的釉明亮净白,配釉的用量也仅为水灰的三分之一。但这种灰釉不存放时间不能太长,尤其不能受潮,否则会“长筋”,即恢复到矿石一般坚硬,斯时,要重新粉碎、淘洗,故窑户用多少买多少,从而减少了浪费。( 14)
花乳石
花乳石为实业家吴霭生所发明,为白釉增白剂。这种增白剂所配制的白釉,为圆器脱胎、琢器粉定所采用,为近代配釉的一次工艺革命(详见《人物?吴霭生》)。
第二章 圆 器
明代,制瓷行业开始分化为圆器和琢器两大系列,至清初,它们的分工更制度化。诗人郑廷桂在《陶阳竹枝词》中说:“鸡缸花草九秋描,仿古时将圆琢烧。”其原注并曰:“圆琢,总名。”它们之间,各有自己的产品范围,互不侵扰,就连作坊布局、制瓷工艺、生产术语、行规习俗等亦各不相同。
圆器是专门生产日常生活用瓷,品种为碗、盘、盅、碟,为大宗产品,约占整个制瓷业三分之二。它的特点是:形状全部呈圆形,工艺上,需经过打杂(cuō搓)、做坯、印坯、利坯、刹合(gé割)坯、剐(wā挖)坯以及画坯等工序间续而成。
随着时代的发展,圆器又演化出粗瓷、细瓷两个类别。粗瓷以“处”为单位进行劳动组合,即每一个生产单位,工种固定、人数固定、产品固定。原料与工艺均比较粗糙,而且日产量多。细瓷是从粗瓷中脱胎而来,原料与工艺均为精细。劳动组合以“利坯”为单位,打破了“三固定”的呆板模式,不仅工种人数有伸缩性,而且品种变化性强,可按客户所需定造型。还有一种介于粗瓷与细瓷之间的普通瓷,原料与工艺均比较精细,是细瓷发展的初级阶段,属细瓷范畴。至民国年间,粗瓷逐渐在被淘汰之中,细瓷的比重越来越大。民国17年(1928年),江西省建设厅在《江西陶瓷沿革》中作了统计(见下表)。现按圆器的坯房布局、工种及其工艺、行业特征、行规习俗等叙述于后。
一 坯 房
坯房就是制瓷的作坊,因瓷器在未入窑内煅烧之前皆为坯体,工匠操作所在地又形似一间间的房间,故名。据湖田古窑遗址发现,在宋代,坯房已成雏形。从御窑厂遗存物表明,明代,坯房已经定型。这种经过长期演进的非常科学的建筑物,一直沿用到20世纪60年代。现在,为了旅游业的需要,将极少量的古式坯房迁至陶瓷历史博览区,供人旅游参观。
(一)建筑特点
坯房由正间、廒间、泥房三座单体建筑物组成,形成一个南北对峙的庭院。正间坐北朝南,廒间坐南朝北,泥房则根据地形,设在正间西端或东端向南延伸的位置,有的坯房小,则设在廒间一侧。中部为空院,正间、廒间、泥房均向其敞开。endprint
正间是坯房的主体,把它选定为坐北朝南,是根据本地区气候和工艺操作需要而确定的。景德镇地处亚热带,雨量充沛,四季分明。夏季,既可避强烈的西晒,又可受东南风吹拂;北面不开窗户,冬季,可避西北风袭击。空院称之为“晒架底下”,这里有充足的日照时间,为淘洗后的原料和坯体的干燥提供了有利条件。廒间建筑物低于正间,使得冬季太阳偏低时,不会遮挡阳光。从而,整个坯房冬暖夏凉。
坯房的建筑为砖木结构。在建筑体的下边,以石料或窑砖为基础,中间为木结构组成屋身,上面为“人”字形屋顶。木结构采用穿斗式木构架,再以连系杆并连两组木构架形成空间。在并连构架时,把部份连系杆分列在木构架不同高度上,使之构成坯架,并且两者浑为一体。这种技法,具有构造简单,用材少,建造方便等优点。
四周墙体,采用窑里挛窑时拆下来的“窑砖头”砌成。有的还粉刷白石灰,以增加光亮度。有的大门成“八”字形,在门楣和墙的上角饰以吉祥图案。
最好的坯房形状为长方形,便于各种布局,有的受地形限制,达不到尽善尽美,但正间的宽度、深度和高度不能变,廒间数则可少于正间,深度可以稍为减少。最大的坯房有连续正间48间,一般为12间、10间、8间、6间,有的更小。泥房的设置也是根据地形而定位置,不是非东端不可。
(二)布 局
正间 宽约2.6米,深约7米,屋脊高约4米。因柱网较密,在进深前半部的中间除去一柱,用自然拱形柁梁代替而支承上部,下部便成了可作业的空间。由于制瓷工序繁多,需“过手七十二”,首先在正间设置了许多便于坯体运转的坯架。前檐的五层叫檐架,檐架底下进深约1米处的一层叫上倒架,进深跨越车弄的一层叫下倒架。车弄深处的五层叫平架,它与屋构架不相连接,由地面独立升起,呈长方形。
安装做坯陶车的地方在第一、第二间,它可以在坯房的西端,也可在东端。在进深的后半部份,用窑砖头砌成高约2米的围墙,两间内空相连,各设五层平架一座,上方铺板,楼上住人,这是存放琢坯的坯间,称作焙(读pē)。夏季,琢坯干燥过快,影响印坯工作业,存放于此,可以调节湿度;冬季,琢坯容易冻裂,存放于此,可避寒风。有时湿坯过多,集中于此,烧燃火盆,加快泥坯干燥。坯间门安在正中,在东侧离地面高约1米处,开一边长0.4米正方形的洞口,为印坯工搁料板之用,紧靠此处,安放印坯码头。在西侧与地面平行处,亦开一边长0.4米的方形洞口,为做坯工存放料板之用。这两个洞,叫“猫儿洞”。紧靠地面洞口挖一直径约1.2米、深约1米的圆坑,称琢车窿,安装做坯和做渣饼的陶车。它的南侧,安放打杂工的搦泥凳。
第三、四、五、六间,在与存坯间南墙成直线,向内深处砌一长坑,长连4间正间,宽1.2米,深约0.8米,称干车弄。第三、四间安装利坯车,第五间安装打箍车和利渣饼车,第六间安装剐坯车。两座刹合坯码头,分别安放在第三、第四与第五、第六间之间的柁梁底下。前檐底下,有一条与全坯房正间一样长的走廊,贯穿东西,宽约1.3米,高出地面0.3米,用砖砌成,在每间正间中央,往下砌台阶一级,这条走廊称之为驳墈,也是坯房的轴线。由于驳墈高出地面,缩短了地面与檐架的距离,并使檐架与晒架成同等高度,为工匠取坯、晒坯提供了方便。
晒间底下 驳墈以南为晒架底下,露天。紧靠驳墈处,设一排淘泥桶。淘泥桶以南,于地下挖成晒架塘,长度约占正间总和的三分之二,宽约1.5米,深约2米,常年贮水。每隔3米架设一座拱桥,是打杂工取水淘泥和将泥浆倒入搁泥桶立足之处和过道。晒架塘南沿平地上,每隔4米砌一长方形砖墩,并列卧放3根长粗木,长木上放2排搁泥桶。晒架塘上方,架设晒架。晒架塘以天然水为源,供淘洗原料用。周围的泥桶、搁泥桶溢出的浆水,也自然地流向塘内,晒坯时,也常有泥坯掉进塘内,这些泥料沉淀物,一般在年底取出,经过晾晒后再经淘洗又成为制坯原料。塘内的水份随气候变化而蒸发,特别是夏季,对坯体干燥速度,有一定调节作用,还起着调节小环境气候的作用。
泥房 这是泥料陈腐和踩练翻打的专用房,设在做坯工位置附近,以减少打杂工搬运泥料的路程。面积约30平方米,或正方形,或长方形。屋较低矮,人字顶,柱子立在周围的腰墙上,既增加了内部空间,又可使柱子不受水湿之虞。泥房内地低于外面地平线约0.3米,铺青石板,既增加内空高度,又可使泥料保持湿润状态,还可减少打杂工的劳动强度,因为搁泥桶中泥料经过滤水之后呈稠糊状态,工匠用双手捧起,从腰墙中递到泥房。腰墙上还可以晾晒吸泥料水份的搁泥砖。
廒间 这是坯房存放原料的仓库。前檐也设檐架三层,进深处也设倒架,便于存放等待装烧的成坯。前檐底下,一般也砌筑駁墈。有的坯房正间少,便在此处设画坯码头和装坯码头⑴ 。
二 设备与工具
泥桶 圆形,直径约90厘米,深约90厘米,淘泥、淘釉和淘灰用。
粗桶 椭圆形,直径约90厘米,横径约45厘米,深约50厘米,淘泥、淘釉和淘灰用。2只泥桶,1只粗桶为一副。泥桶摆两边,粗桶摆中间。
渣耙 铁制品,上圆下方,形如锅铲,呈90°直角,安长木柄,淘泥工具。
泥锅 铁制品,直径约30厘米,双耳安拱形木相连,淘泥用。淘釉的泥锅规格相同,不能与淘泥锅混用。
釉缸 陶制品,直径约90厘米,深约90厘米,存釉用。
搁泥桶 一种高约50厘米,直径30厘米的匣钵,为泥浆过滤水份用。
搁泥砖 一种薄型砌墙的青砖,为吸取湿泥中的水份用。
搦泥凳 长约90厘米,宽约50厘米,一端高约90厘米,一端70厘米,打杂工揉练泥料用。endprint
料板 杉木制品,长约2.7米,宽约9厘米,承载坯体用。
琢车 做坯和做渣饼用的陶车。
干车 利坯、剐坯、打箍用的陶车。
车架 梯形,前宽约80厘米,后宽约50厘米,长约90厘米,安放在陶车之上,工匠再垫坐车板,于此作业。
水脚盆 木制品,如脸盆大小,做坯、印坯、利坯、剐坯等工种邋水用。
水笔 羊毛制品,分大、中、小号,各工种邋水用。
四脚码 高约1米,长约1.6米,两端竖梯形双木,一木横其上,下用长双木相连,中用短双木加固,为印坯和刹合坯码头。
三脚码 丁字形,每根木头长约45厘米,下有木头相连,高约50厘米,为印坯垫放模利,刹合坯垫放釉桶用。
模利 也叫模子(详见《模利店》),为坯件定型用。
利坯刀 左右两片,外圆内方,顶端有过桥相连,形似蚕蛾的两只翅膀。用时将过桥压弯,左边一片略低,右边一片略高,并用锉锉出锋刃。
剐坯刀 前后两刃,前端呈长方形,后端呈三角形,长约14厘米,呈90°直角,剐坯时,再将刀柄拗弯,使前刀底刃与三角刀基本成直线。剐九寸、满尺盘,则用利坯刀。
画坯笔 与写字毛笔相似,唯杆子细长。
混水笔 画坯笔的一种,与特种大字笔相似,混水时,笔端弯成近90°直角。
打箍笔 分单线和双线笔,笔头与笔杆均弯成90°直角。双线笔头分成双叉。
筛箩 有铜筛和绢筛两种,直径约20厘米,深约6厘米,淘泥和淘釉时过滤杂物用。
另外还有竹椅、篾箦、搁脚凳、煤油灯等。工匠自备的工具有:
坯瓤 瓷制品,无釉,形如弯月,两头圆,做坯用。
打坯墩 用薄型青砖敲打成饼状,直径约8厘米,印坯时打坯(底)用。
木巴掌 用断料板锯成,形如“凸”字,柄较长,印坯时打坯和打软渣饼用。
料板刀 大器匣钵厂利匣用的竹刀,用于印坯时刮去料板上的积泥。
锉 利坯和剐坯锉刀用。
坐车板 用竹条镶拼而成,在陶车上作业垫坐用。
汤釉盏 涩胎小碗,无底足,嵌入有倒勾的短木棍内,汤釉用。
蘸釉钩 铁制品,形如鹰嘴,安竹柄,蘸釉用。
推拿 瓷制品,形如蘑菇,装坯时,用其压平垫底物。
吊线 用2根丝制胡琴线制成,一端合扎在一起,装大器时吊坯入匣钵用。
胭脂尺 一种计算坯体收缩率的折算尺,长方体,每面都有刻度,第一面为标准尺寸,其余三面分别为八二缩、八六缩、九缩的尺寸,利坯时,先量已确定所需收缩率的一面尺寸,再对照标准一面的尺寸,即成瓷后的尺寸。因尺漆成胭脂色,故名。
火镰 生铁合金制品,以山西产的为好,为管事工选瓷的用具,用来敲击产品声音,如有细小渣滓,则用它轻轻铲除。
三 工种及其工艺
制造细瓷和中档瓷的行业,其规模都是以“利坯”为单位,如打杂、做坯、印坯、利坯、刹合坯、剐坯六脚,其中利坯工2人,其余各为1人,这就叫“两只利坯”。“三只利坯”则是利坯工3人,其余为1.5人;“四只利坯”则是利坯工4人,其余为2人。粗瓷中的灰可器等,其规模以“处”为单位,即打杂、做坯、印坯、利坯、刹合坯、剐坯各1人。因这些人的作业地点多在低于驳墈的正间,所以称“地下六脚”,又把打杂、做坯、印坯称“前三脚”,利坯、刹合坯、剐坯称“后三脚”。此六脚的工作统称之为“碌坯”。
画坯称“画作”,他和雕坯工及其人数,都需根据窑户所经营的品种和规模大小而定。
装坯、挑担、管事三脚的作业地点,有时在坯房里,有时在窑里或窑户家里,称“地上三脚”。
各工种的工艺操作和职责范围如下:
打杂 工作最为繁重,工序也最多。①淘泥,将不子和高岭土按比例倒入粗桶中的篓子里,溶化后,用渣耙搅动,稍经沉淀后,将上面的浆水舀入泥桶,复将另一只泥桶的水舀入粗桶,动作如前。②打泥浆,待泥桶中经淘洗后的泥浆积存到一定的程度,用渣耙搅成稀浆糊状,用筛箩过滤,舀入泥浆桶,倒入搁泥桶。③捧泥浆,搁泥桶中的泥经滤水,四周和底层较结实,中间仍为浆糊状,这时,用手搅动。待到泥浆结实到可以用双手捧起时,将泥浆捧进泥房,用搁泥砖插入泥中吸水。④练泥,用泥铲切下泥块,反复拍打,再堆成圆状,赤足从四周一圈圈地往中心踩,一脚压一脚,踩成“莲花瓣,菊花心”。如此反复三次,叫“过了场”,刮光圆堆表面后待用。⑤搦泥,用钢丝锯下一大片,搬上搦泥凳,用竹刀切下一部份,双腋夹紧,用力向前连续翻动,翻三个筋斗,再从中间往两头挤,挤成“猪婆头,兔子嘴”,最后成条状,又从两头往中间挤,搦成腰鼓形,叫泥鼓,放在做坯工右侧石板上。⑥淘釉,方法如淘泥;刹合坯工合釉时,负责挑釉浆。⑦捧坯,凡在陶车上工作的工匠,已完成的坯件摆在车前,或者缺少坯件和料板,只高呼一声“捧坯啊!”打杂工便将坯件捧走或捧来。⑧扛料板,如果是二白釉、灰可器等大器品種,装坯工在窑里装坯,下午,打杂工到窑里将料板扛回坯房。此外,还要挑生活用水,吃“知四肉”那天,要买肉、烧肉。平常晚饭少了,要到窑户家里补饭,以及领取生产所需用具。
由于此工种又累又忙,得绰号为“牛”。
做坯 坐琢车,用绞车棍绞转陶车,双手握泥鼓,使劲往车盘中心摔下,尔后双手蘸水,从下往上,将泥鼓挤成锥柱状,复又往下压成圆柱状,再行做坯。①抠泥,根据所做品种的体积,抠一坨泥巴。②分饼,双手大姆指,在泥巴中心挖一洞,尔后徐徐分开成饼状。③扯喇叭,双手将饼状泥往上扶成喇叭形。④关坯,左手握坯瓤,下端放在坯中心点上,右手扶着外壁,其食指托着坯内的坯瓤,慢慢往上拉,使之成为一只坯。⑤摘坯,在坯的底部留下一坨泥巴,叫坯(dū笃),也叫坯底,双手中指与食指将其剪断。⑥栽坯,左手握坯底,右手将泥浆搨在料板上,将坯倾斜地栽在料板上,至此,一只坯完成了。做好的坯叫琢坯,也叫毛坯,由印坯工管理。
由于做坯工长期手钻泥巴,又因双腿长时间大幅度排开,使胯骨向外变形,走路一摇一摆,得绰号为“螃蟹”。
印坯 有头道和套坯两道工序。印头道:①将毛坯对准模利中心扑下,捺死“鬼眼睛”,因做坯工将坯栽上料板时,左手姆指掐进坯底,留下一洞,故先将洞挤平,按实,再旋转模利,使坯底成圆包状。②打斧头巴掌,即右手侧掌拍打肩部。③双手拍打坯身。④双手摸坯一圈,使口沿贴紧模利。⑤用打坯墩将圆包状坯底打平。套坯:①将晾干的坯扑上套坯模利。②拍打肩部。③拍打坯身。④用力摸实口沿。⑤用木巴掌打坯底。印了二次的坯叫朴(pò珀)坯,由利坯工管理。根据品种,还有做渣饼的任务。渣饼分软饼和硬饼两种。软饼,垫盅类用,用布罩着粘了渣的泥团,用木巴掌拍打而成。硬饼,垫碗与盘类用,先由打杂工和好泥巴,但不必揉成泥鼓,印坯工坐上琢车,将泥摔在车盘中心,双手扶成柱状,再像做坯工一样,一只只地做好。饼子晾至半干后再修削,叫“掺饼”,坐上干车,用利坯刀先修削反面,再修削顺面。修顺面时,将刀从中心往周边削泥,饼面要求微凸,其中心还会留下圆纽扣状的泥心。八寸和九寸盘的渣饼大,为了省泥料,要把中心部份剐掉,使之成为环状。粗瓷类的满尺、灰可器等品种,不用渣饼。
由于印坯工拍打模利,得绰号“拍死人头”,又因套坯时木巴掌打坯底啪啪响,自诩为“县官坐堂”。(未完待续)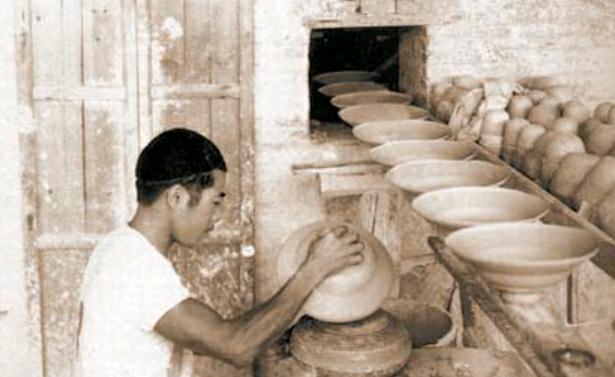 endprint
endprint