热塑性树脂含量对CCF800H碳纤维环氧复合材料Ⅰ型层间断裂韧度的影响
2017-08-16 09:17钟翔屿张代军包建文李伟东
材料工程 2017年8期
钟翔屿,张代军,包建文,李伟东
(1 北京航空材料研究院 先进复合材料国防科技重点实验室,北京 100095;2 中航复合材料有限责任公司复合材料中心,北京 101300)
热塑性树脂含量对CCF800H碳纤维环氧复合材料Ⅰ型层间断裂韧度的影响
钟翔屿1,2,张代军1,2,包建文1,2,李伟东1,2
(1 北京航空材料研究院 先进复合材料国防科技重点实验室,北京 100095;2 中航复合材料有限责任公司复合材料中心,北京 101300)
采用国产CCF800H高强中模碳纤维增强环氧制备了复合材料,研究不同热塑性树脂含量对复合材料张开(Ⅰ)型层间断裂韧度的影响,研究表明:随着热塑组分含量的提高,复合材料的裂纹起始应变能量释放率(GⅠC-init)与裂纹稳态扩展应变能量释放率(GⅠC-prop)都获得了大幅度提升,在增韧组分质量分数大于20%时,增韧聚芳醚酰亚胺粉体可在复合材料层间富集形成层间高韧区,并在复合材料层间形成了由“连续相”和“分散相”组成的层间增韧结构。
碳纤维;热塑性树脂;环氧;Ⅰ型层间断裂韧度
碳纤维增强树脂基复合材料具有比强度和比刚度高、可设计性强、抗疲劳断裂性能优异、耐腐蚀等优点[1],是轻质高效结构设计的理想材料,已成为当代宇航领域主要结构材料[1-3]。而以T800H,IM7等为代表的高强中模碳纤维增强的第三代高韧环氧复合材料的冲击后压缩强度大于315MPa,已大量应用于航空主承力结构[4,5],应用水平不断提升。当前,先进树脂基复合材料的用量已经成为飞机先进性的重要标志[6-8]。
与标准模量碳纤维相比,虽然高强中模碳纤维的强度和模量更高,但复合材料耐冲击性能是限制航空应用的瓶颈[9],提高冲击阻抗和损伤容限成为使用该类纤维是否能更大程度减重的关键因素。采用热塑性树脂颗粒层间增韧方法可有效提高热固性树脂基复合材料的冲击阻抗和损伤容限[10-12]。层间颗粒增韧技术利用了热固性树脂基体和热塑性树脂颗粒的优点,将具有良好工艺性能及高模量的热固性树脂基体主要集中在纤维层内,实现对纤维的浸润,而具有优异断裂韧度的热塑性树脂颗粒主要富集在复合材料层间,发挥其高断裂韧度的优点,防止层合板发生分层损伤并抑止层间树脂基体开裂的过度扩展。
许多研究者认为:在承受冲击载荷时,复合材料的损伤程度与张开(Ⅰ)型层间断裂韧度(GⅠC)性能的关系较大[13-15];而冲击后承受压缩载荷时,主要受复合材料的剪切(Ⅱ)型层间断裂韧度(GⅡC)性能控制,与GⅠC性能也有一定的关系[16-18]。因此,研究增韧热塑树脂含量对GⅠC性能的影响对于提高高强中模碳纤维环氧树脂基复合材料的耐冲击性能是很有必要的。
本工作采用与环氧具有良好相容性的线性高性能热塑粉料对环氧树脂增韧,研究不同热塑含量对相应的国产CCF800H碳纤维增强环氧树脂基复合材料的GⅠC的影响,并分析该复合材料GⅠC性能提高的微观机理以及形成的层间韧性相结构。
1 实验材料与方法
1.1 原材料
(1)S-500M环氧:南通新纳希新材料有限公司,其分子结构如式(1)所示:

(1)
(2)二氨基二苯砜(DDS):苏州寅生化工公司,其分子结构如式(2)所示:

(2)
(3)聚芳醚酰亚胺(PEI-C):自制,500目,结构式如式(3)所示:

(3)
(4)CCF800H-12K-10高强中模碳纤维:威海拓展纤维有限公司;采用10号上浆剂,上海复旦大学研制。纤维直径约5μm,纤维复丝拉伸强度5749MPa,复丝拉伸模量291GPa,纤维体密度1.78g/cm3。
1.2 树脂配制过程
(1)环氧树脂基体制备
取一定量的S500M环氧树脂置于烧杯中,加热至120℃,并在此温度下加入质量分数为5%的PEI-C,并在此温度下搅拌0.5h,完全溶解后,加入等当量的固化剂DDS,搅拌均匀,迅速冷却,得到编号为PIC-5的树脂基体。
取一定量的PIC-5树脂基体作为母料,在60℃以下混入一定量的PEI-C粉料,使树脂基体的PEI-C总质量分数(包含PIC-5母料中溶解的PEI-C)分别达到10%,15%,20%,25%,30%,并使用三辊研磨机进一步混合均匀,得到编号为PIC-10,PIC-15,PIC-20,PIC-25与PIC-30的树脂基体。树脂配制比例如表1所示。
(2)预浸料制备
将所配制的树脂基体置于60~70℃烘箱预热约30min,在胶膜机上刮制适当面密度的树脂胶膜,刮膜温度控制在(70±5)℃;而后采用同一批次CCF800H碳纤维在预浸机上完成预浸料的制备,预浸工艺:100~120℃,2m/min。
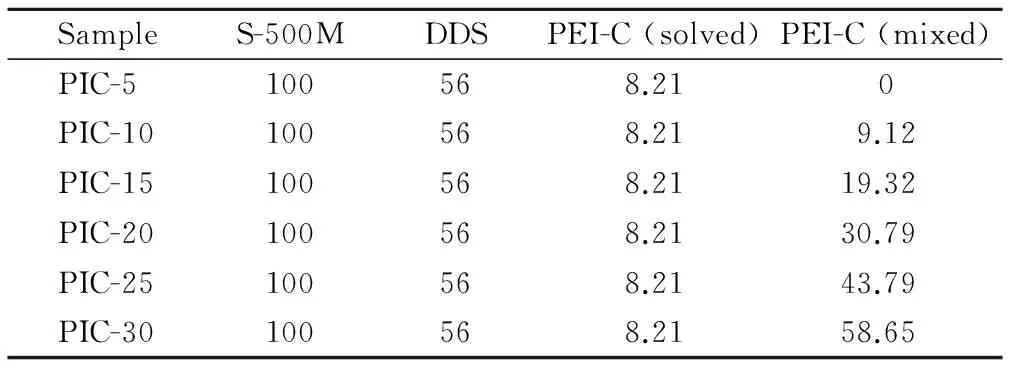
表1 树脂配制比例表Table 1 Compound of resin system
预浸料纤维面密度为(145±4)g/m2,树脂质量分数为(35±2)%。
(3)试样制备及测试
将预浸料按照标准要求的铺层顺序进行铺贴后,封装入真空袋内,采用同一热压罐按照以下固化工艺成型复合材料层合板:室温抽真空,真空度不小于0.095MPa,加压0.6MPa,以1 ~1.5℃/min升温速率升温至180℃,保温120min,自然冷却至60℃以下出罐。层合板的碳纤维体积分数为(57±2)%。
复合材料张开(Ⅰ)型层间断裂韧度(GⅠC)测试:按照ASTM D5528-13标准制备试样和测试,测试设备为INSTRON 3345万能试验机。
电镜分析:Hitachi S-4800型高分辨场发射扫描电镜,复合材料试样断口表面进行喷金处理,镀层厚度约为20nm。
2 结果与分析
2.1 PEI-C在环氧树脂S500M中的溶解行为
将30份PEI-C的粉料在室温下混入100份未添加固化剂的环氧树脂S500M中,将混合物置于烧杯中并放置在加热台上加热搅拌,分别设定温度为60,80,100,120℃,当混合物达到温度后保温0.5h。
图1为PEI-C在S500M中的溶解性情况,从图中可以看出,初始状态下,热塑性树脂粉体以悬浊物的形式分散在环氧树脂中;在60℃下树脂基体仍呈现黄褐色,以粉状颗粒分散在树脂基体中;在80℃下,树脂基体开始转变为紫红色,表明有微量PEI-C开始溶入S500M或被S500M环氧树脂所溶胀;在100℃下,树脂体系开始呈深紫色,树脂体系的颜色也随之加深,表明PEI-C开始逐步溶入环氧树脂中;在120℃下,PEI-C完全溶解,观察树脂体系颜色转变为黑褐色,体系从以粉状颗粒分散的悬浊物状态转变为均相的高分子溶液, 表观黏度也随之上升。可见, PEI-C与S500M具有良好的溶解性和物理相容性,在较高的温度下能够完全溶解于S500M中形成均相体系。
PEI-C增韧粉料对于S-500M环氧树脂具有可控的溶解性,在较低温度下不溶于环氧树脂中,而在较高温度可与环氧互溶。
2.2 Ⅰ型层间断裂韧度测试
图2所示的是PIC/CCF800H碳纤维复合材料的GⅠC载荷-位移曲线。从图中可以看出,在每次加载过程中,所有的载荷-位移曲线在起始阶段均为线性,随着位移继续增大,载荷达到最大值之后开始下降,曲线发生非线性偏离,这是由于载荷达到最大值之后,随着位移进一步增大,裂纹区开始扩展造成的,并且,多数曲线除第一次加载过程出现载荷跳跃外,后续多次载荷加载过程均表现平稳,载荷增大到峰值后,随后逐渐减小。同时,图中明显可见,随着增韧粉料PEI-C含量的增加,试样需要在更高的载荷下才开始裂纹扩展过程,这表明,随增韧介质含量的增加,复合材料层间裂纹扩展更加困难,裂纹扩展过程需要耗散更多的能量,复合材料的Ⅰ型层间韧性更高。
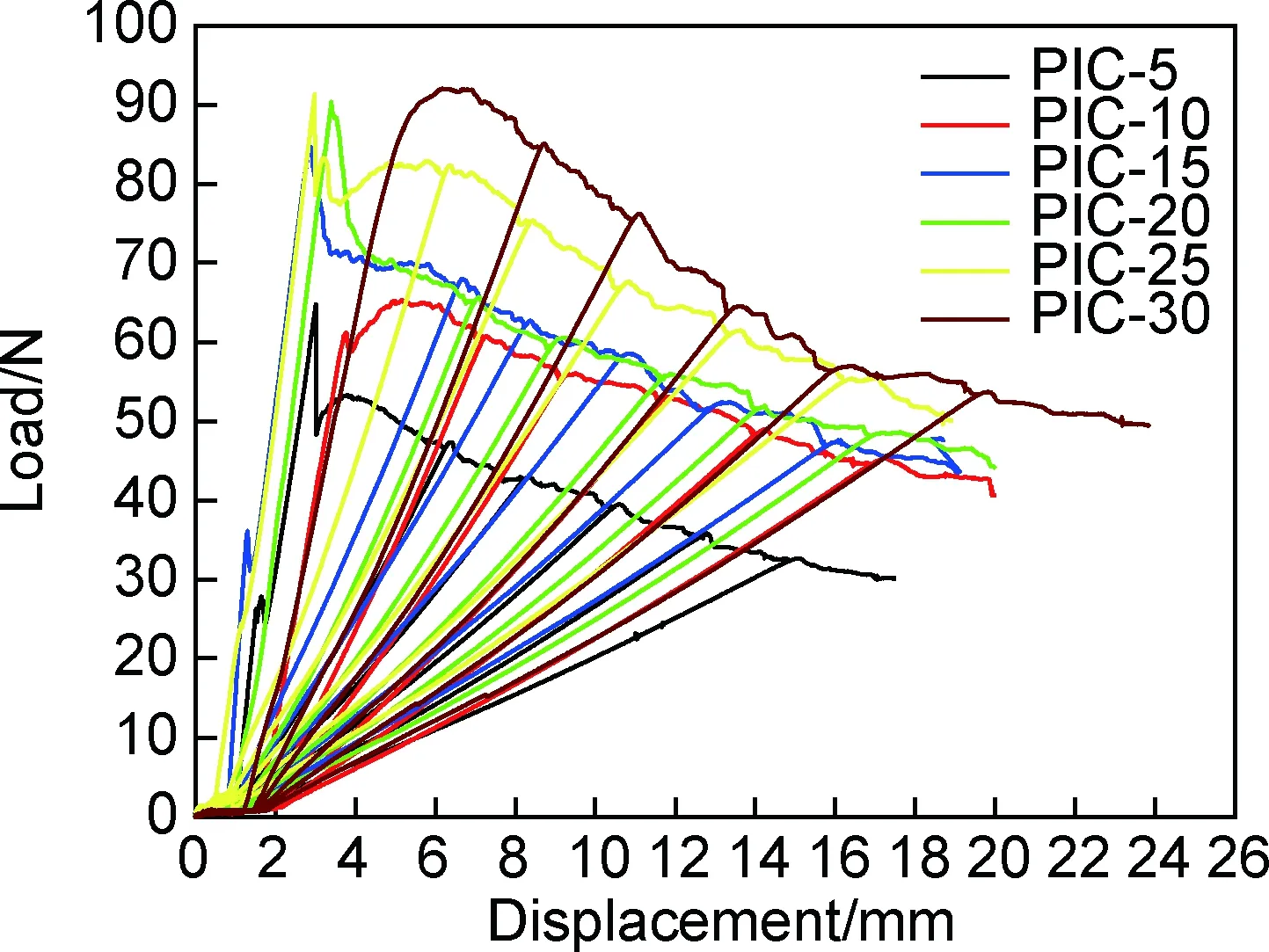
图2 PIC/CCF800H碳纤维复合材料GⅠC载荷-位移曲线Fig.2 Curves of load vs displacement of PIC/CCF800H composites
图3所示的是PIC/CCF800H复合材料的Ⅰ型层间断裂韧度(GⅠC)与裂纹长度的关系曲线。图中可见,所有试样的初始裂纹扩展过程的GⅠC值都相对较低,而后续5次裂纹扩展过程相对平稳。初始裂纹扩展低于后续扩展的表现主要也与预制裂纹的尖端具有一定厚度,与自然形成的裂纹是具有一定区别的,因此造成在接近预制裂纹的GⅠC低一些,随着裂纹扩展,形成了自然形成的裂纹尖端,GⅠC提高后逐步稳定。
另外,GⅠC表现出随着热塑组分含量的增加而逐步增大的趋势,而PIC-10,PIC-15与PIC-20体系的复合材料GⅠC值相近,这与增韧组分PEI-C在环氧中的溶解性及PEI-C的本征韧性相关,由于PEI-C在S500M环氧中具有良好的溶解性,因此,热塑组分可能部分溶解于环氧中,而在层间富集度相对低一些,虽与5%比较可起到明显提升作用,而10%~20%范围内差异不大;而含量提高至25%以上时,层间富集程度提高且微观结构应该发生了变化,从而造成GⅠC提升逐渐显现,这一点可在试样层间结构微观形貌上得到印证。这种表现也说明:高韧的热塑组分溶解于热固树脂的增韧效率是低于热塑组分富集在层间的,而热塑组分在热固性体系中的溶解性是关键因素。

图3 PIC/CCF800H碳纤维复合材料GⅠC与裂纹长度关系曲线Fig.3 curve of GⅠC vs crack length of PIC/CCF800H composites
图4给出了PIC/CCF800H复合材料的裂纹起始应变能量释放率(GⅠC-init)与裂纹稳态扩展应变能量释放率(GⅠC-prop)的柱状图。其中PIC-5/CCF800H的GⅠC-init值最低,为174J/m2,随着热塑性增韧组分PEI-C的增加,GⅠC-init呈现出逐渐增大的趋势,PIC-30/CCF800H试样的GⅠC-init值为最大值,较PIC-5/CCF800H提高了133%,达到405J/m2。同样,其中PIC-5/CCF800H的GⅠC-prop值最低,为240J/m2,随着热塑性增韧组分PEI-C的增加,GⅠC-prop同样呈现出逐渐增大的趋势,PIC-30/CCF800H试样的GⅠC-prop值为最大值,较PIC-5/CCF800H提高了113%,达到511J/m2。虽然,PIC/CCF800H系列复合材料的GⅠC-prop明显高于GⅠC-init,但是,两者均表现出了相同的趋势,即随热塑增韧组分PEI-C含量增加,复合材料的Ⅰ型层间断裂韧度逐步增大。
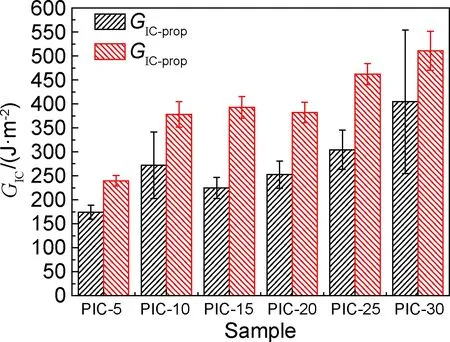
图4 PIC/CCF800H碳纤维复合材料Ⅰ型层间断裂韧度Fig.4 GⅠC of PIC/CCF800H composites
而GⅠC-init值均比GⅠC-prop值低的原因主要是预制裂纹区域尖端具有一定厚度,同时会在预制裂纹区的末端存在一定的树脂基体富集,这可能引起该类复合材料GⅠC的初始裂纹扩展难度低于后续自然形成的裂纹扩展。当然,GⅠC-init除了反映复合材料的张开型层间断裂韧度外,也是树脂基体的微观形貌尤其是热塑组分在热固性树脂中的分布及相结构及其韧性的综合表现。
2.3 复合材料GⅠC层间形貌分析
图5所示的是PIC/CCF800H系列复合材料的Ⅰ型层间断裂韧度试样的层间断口形貌。
在低倍视野下,PIC-5/CCF800复合材料的层间破坏形貌以碳纤维/树脂界面失效以及树脂基体的脆性断裂为主,纤维表面有少量树脂粘连,树脂断裂面光滑,呈典型的脆性断裂模式。在高倍视野下,可观察到碳纤维自身所具有的沟槽纹理,树脂断口处光滑平整,同样呈典型的脆性结构。清晰可见的碳纤维沟槽纹理表明树脂基体与纤维的界面结合力较弱。而光滑平整的树脂断口表明树脂基体呈现典型脆性断裂行为,裂纹极易在这种脆性结构中扩展,其损耗的层间断裂能较小,因此PIC-5/CCF800H表现出较低的Ⅰ型层间断裂韧度。
PIC-10/CCF800H复合材料貌同样以碳纤维/树脂界面失效以及树脂基体的脆性断裂为主,但纤维表面开始覆盖少量的树脂基体,树脂断裂面光滑,同样呈现典型的脆性断裂模式。在高倍视野下,可观察到纤维表面开始黏附少量树脂颗粒,多数树脂断口仍呈现光滑平整的脆性断裂结构,但开始出现少量韧窝结构(如图5(d)所示)。以上现象表明,PIC-10仍以树脂与纤维之间的界面失效为主,但是,随着热塑增韧组分的提高,在局部区域开始出现少量韧窝结构,其出现意味着从脆性断裂开始向韧性断裂转变。这种脆性和韧性断裂相结合的破坏模式比单纯的脆性断裂模式有明显的提高。因此,与PIC-5/CCF800H相比,PIC-10/CCF800H的Ⅰ型层间断裂韧度有大幅度提升。
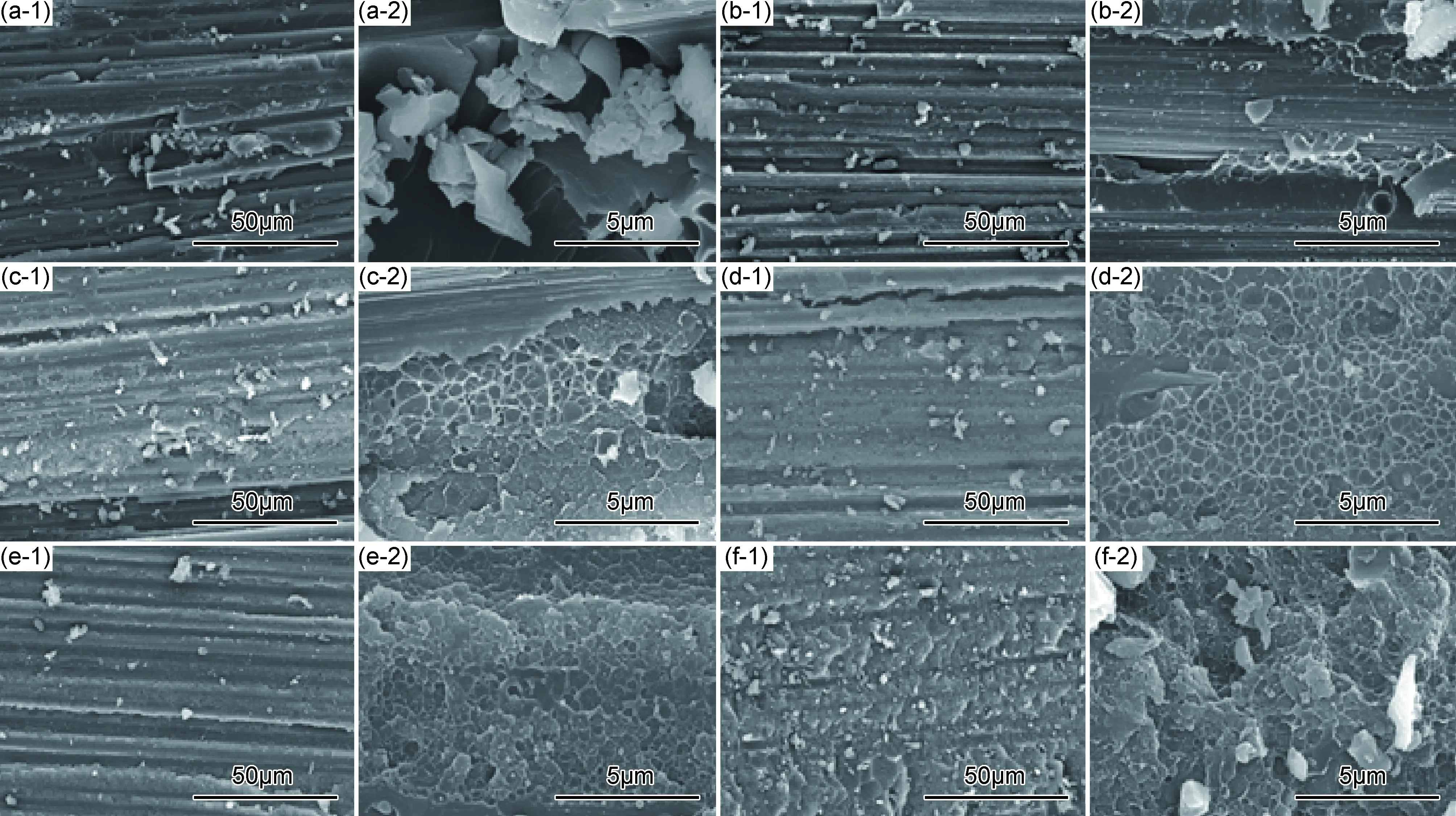
图5 PIC/CCF800H系列复合材料GⅠC试样断口形貌(a)PIC-5;(b)PIC-10;(c)PIC-15;(d)PIC-20;(e)PIC-25;(f)PIC-30;(1) 低倍;(2) 高倍Fig.5 Morphologies of GⅠC fracture samples of PIC/CCF800H composites(a)PIC-5;(b)PIC-10;(c)PIC-15;(d)PIC-20;(e)PIC-25;(f)PIC-30;(1)low magnification;(2)high magnification
PIC-15/CCF800H与PIC-20/CCF800H主要表现为层间树脂基体的韧性断裂行为,此时碳纤维表面黏附着韧性树脂基体,树脂基体表面断口粗糙,呈典型的韧性断裂模式。在高倍视野下,树脂断口表面出现类似细胞状的韧窝结构,尺寸在0.5~2μm。韧窝包含连续的“墙壁”以及被“墙壁”隔离的内部区域。在GⅠC实验过程中,随着裂纹在层间树脂处扩展,连续的“墙壁”表现出了较好的塑性变形能力,被提拉形成了类似围墙的形貌结构,明显高出“墙壁”内的脆性树脂基体,而“墙壁”内的树脂基体仍表现出脆性破坏模式,内部表面较光滑,未发生明显的塑性提拉变形。以上现象表明随着增韧组分PEI-C含量的增加,复合材料树脂与碳纤维的界面粘接强度有了明显提升,其Ⅰ型层间断裂开始表现为层间树脂基体的韧性断裂破坏,表现出了良好的韧性断裂行为。因此,PIC-15/CCF800H与PIC-20/CCF800H的Ⅰ型层间断裂韧度有进一步的提升。
PIC-25/CCF800H与PIC-30/CCF800H复合材料也呈典型的韧性断裂模式。在高倍视野下可观察到树脂表面断口同样出现大量类似细胞状的韧窝结构。与PIC-15/CCF800H和PIC-20/CCF800H的韧窝结构相比,其韧窝尺寸明显变小,韧窝结构的“墙壁”更厚。随着裂纹在层间树脂处扩展,连续的“墙壁”表现出了较好的塑性变形能力,被提拉出形成了类似围墙的形貌结构,其塑性变形能力明显高出“墙壁”内的树脂基体,虽然“墙壁”内的树脂基体相比“墙壁”结构的塑性变形能力较弱,但也开始表现出一定的塑性变形能力。以上现象表明随着PEI-C含量的增加,细胞状韧窝结构的尺寸变小,而“墙壁”厚度增加。因此,PIC-25/CCF800H和PIC-30/CCF800H表现出了更为优良的Ⅰ型层间断裂韧度。
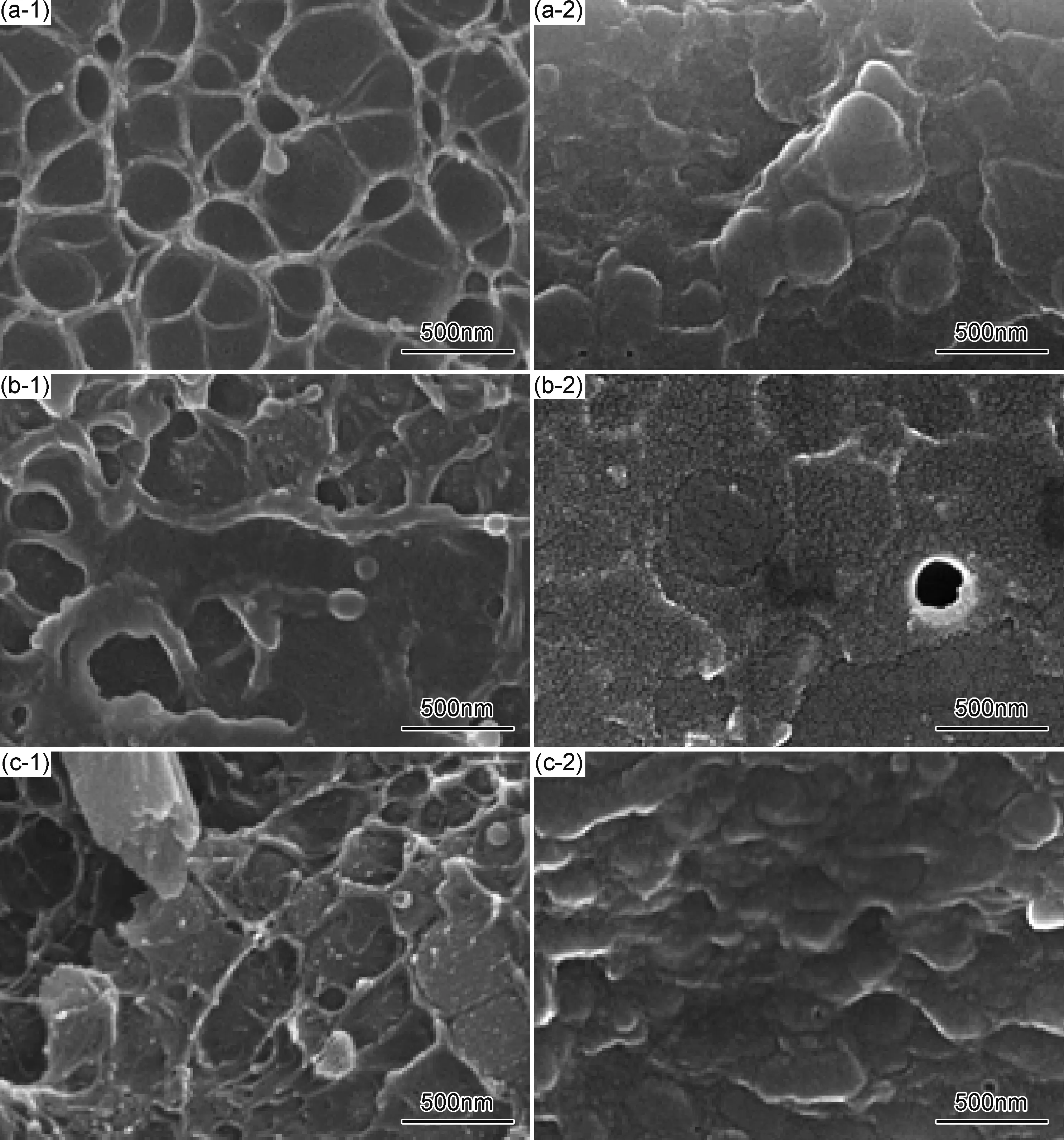
图6 GⅠC试样韧性结构形貌(a)PIC-20;(b)PIC-25;(c)PIC-30;(1)未刻蚀;(2)刻蚀Fig.6 Morphologies of the toughness structure of GⅠC samples(a)PIC-20;(b)PIC-25;(c)PIC-30;(1)before etching;(2)after etching
图6所示的是热塑增韧组分含量较高的PIC-20/CCF800H,PIC-25/CCF800H,PIC-30/CCF800H 3种复合材料GⅠC试样破坏断面的韧窝结构,其中图6(a-1),(b-1),(c-1)为3种试样刻蚀前的断面结构,图6(a-2),(b-2),(c-2)为3种试样采用二甲基乙酰胺(DMAc)刻蚀后的断面结构。从图6中可以清晰看到韧窝所具有的细胞状结构,且其“墙壁”明显突出于断口表面,并且随着热塑组合含量的增多,韧窝尺寸开始减小,同时“墙壁”结构厚度增厚。并且,从PIC-20/CCF800H试样的SEM图中能够看到,“墙壁”之间的树脂呈现脆性断裂,但是随着热塑组分的增多,“墙壁”中间的树脂基体开始呈现一定塑性变形的趋势。从图6(a-2)可以看到,通过DMAc将试样表面进行刻蚀之后,表层的“墙壁”结构消失,但是在墙壁所在位置出现了比较浅的凹槽结构,这表明表层的“墙壁”结构在刻蚀过程中被DMAc溶解去除。从图6中清晰的韧窝结构分析,由于增韧组分PEI-C能够完全溶解于S500M树脂基体中,可见其与S500M具有很好的相容性,该互溶的混合物随着热固性树脂组分S500M与固化剂DDS固化反应的过程中,环氧固化物的分子量开始逐步增大,其与PEI-C的相容性开始逐渐变弱,并逐渐形成了细胞状的两相结构,但是由于PEI-C与环氧树脂基体具有较好的相容性,会遵循旋节线相分离机理生成了富含热塑组分的树脂基体的“连续相”结构与富含热固组分的树脂基体的“分散相”结构。
2.4 复合材料层间韧性结构分析
从GⅠC测试结果和断口微观形貌可看出,在热塑含量较高时,树脂基体在GⅠC断口处即层间可形成从脆性结构逐渐过渡为类似细胞状两相结构共同组成的韧性结构。图7所示的分相结构是根据断口的微观形貌分析而得到的PEI-C与S500M固化物的分相结构,其中“连续相”为热塑含量较高的热塑与热固共混物,“分散相”为热塑含量较低的热塑与热固共混物。两相结构共同组成了该体系的韧性结构。
以上韧性结构在GⅠC测试过程中,随着裂纹的扩展,由于富含热塑的“连续相”具有更高的塑性变形能力,会随着试样的张开,在提拉的过程中发生塑性流动形成“墙壁”结构,而含有少量热塑性树脂的分散相,其塑性变形能力较弱,仍呈现脆性断裂的形貌,因此,通过DMAc刻蚀后,富含增韧组分的“墙壁”结构被刻蚀后消失,而分散相由于富含热固组分,不易被DMAc刻蚀去除,因此形成图7所示的刻蚀后结构,高出平面的“墙壁”结构消失,并在原有位置形成了浅凹槽。

图7 PEI-C与S500M固化物的分相结构Fig.7 Phase structure of cured resin of PEI-C/S-500M
3 结论
(1)聚芳醚酰亚胺(PEI-C)增韧粉料对于S-500M环氧具有良好的溶解性,在较低温度下不溶于环氧树脂,而在较高温度可与环氧互溶。
(2)随着PEI-C粉体含量增加,层间高韧区与邻近层间过渡区厚度增加,复合材料的Ⅰ型层间韧性随之大幅提高,复合材料的裂纹起始应变能量释放率从174J/m2提高到405J/m2,裂纹稳态扩展应变能量释放率从240J/m2提高到511J/m2。
(3)PEI-C在20%以上的含量时,在S500M环氧体系中可在复合材料层间形成由热塑含量较高的热塑与环氧共混物组成的“连续相”和热塑含量较低的热塑与环氧共混物组成的“分散相”两种相结构共同构成的层间韧性结构。
[1] 陈祥宝.先进树脂基复合材料的发展[J]. 航空材料学报, 2000, 20(1): 46-54.
CHEN X B. Development of advanced polymer composites[J]. Journal of Aeronautical Materials, 2000,20(1): 46-54.
[2] ENDO M. Composites for aircraft and aerospace application [J]. SEN-I GAKKAISHI, 2014,70 (9): 508-511.
[3] 景鹏展, 朱姝, 余木火, 等. 基于碳纤维表面修饰制备碳纤维织物增强聚苯硫醚(CFF/PPS)热塑性复合材料[J]. 材料工程, 2016, 44(3): 21-27.
JING P Z, ZHU S, YU M H, et al. Preparation of carbon fiber fabric reinforced polyphenylene sulfide (CFF/PPS) thermoplastic composites based on surface modification of carbon fibers[J]. Journal of Materials Engineering, 2016, 44(3): 21-27.
[4] 陈祥宝, 张宝艳, 邢丽英. 先进树脂基复合材料技术发展及应用现状[J]. 中国材料进展, 2009, 28(6): 2-12.
CHEN X B, ZHANG B Y,XING L Y. Application and development of advanced polymer matrix composites[J]. Materials China, 2009, 28(6): 2-12.
[5] 赵稼祥. 民用航空和先进复合材料[J].高科技纤维与应用, 2007, 32(2): 6-10.
ZHAO J X. Civil aviation and advanced composite materials[J]. Hi-Tech Fiber & Application, 2007,32(2): 6-10.
[6] 杜善义. 先进复合材料和航空航天[J]. 复合材料学报, 2008, 22(1): 1-7.
DU S Y. Advanced composite materials and aerospace engineering[J]. Acta Materiae Compositae Sinica, 2008, 22(1): 1-7.
[7] 陈绍杰. 复合材料技术与大型飞机[J]. 航空学报, 2008, 29(3): 605-610.
CHEN S J. Composite technology and large aircraft[J]. Acta Aeronautica et Astronautic Sinica, 2008, 29(3): 605-610.
[8] 刘代军, 陈亚莉. 先进树脂基复合材料在航空工业中的应用[J]. 材料工程, 2008,(增刊1): 194-198.
LIU D J, CHEN Y L. Application of advanced polymer matrix composites in aviation industry[J].Journal of Materials Engineering, 2008,(Suppl 1): 194-198.
[9] 沈真, 杨胜春.飞机结构用复合材料的力学性能要求[J]. 材料工程, 2007,(增刊1): 248-252.
SHEN Z, YANG S C. Property requirements of composite systems applicable to aircraft structures[J].Journal of Materials Engineering,2007,(Suppl 1): 248-252.
[10] LOBANOV M V, GULYAEV A I, BABIN A N. Improvement of the impact and crack resistance of epoxy thermosets and thermoset-based composites with the use of thermoplastics as modifiers[J]. Polymer Science Series B, 2016, 58(1):1-12.
[11] STEPHAN S. Fiber-reinforced composites based on epoxy resins modified with elastomers and surface-modified silica nanoparticles[J]. Journal of Materials Science, 2014, 49(6): 2391-2402.
[12] GAN W J, ZHAN G Z, WANG M H. Rheological behaviors and structural transitions in a polyethersulfone-modified epoxy system during phase separation [J]. Colloid and Polymer Science, 2007, 285(15): 1727-1731.
[13] HWANG J H, LEE C S, HWANG W. Effect of crack propagation directions on the interlaminar fracture toughness of carbon/epoxy composite materials [J]. Applied Composite Materials, 2001, 8(6): 411-433.
[14] 王瑞, 郭兴峰, 王广峰. 织物增强复合材料层合板Ⅰ型层间断裂特性[J]. 复合材料学报, 2004, 21(1): 68-72.
WANG R, GUO X F,WANG G F. Study on the mode Ⅰ interlaminar fracture toughness of fabrix reinforced laminates[J]. Acta Materiae Compositae Sinica, 2004, 21(1): 68-72.
[15] DOMENICO B, FABRIZIO G, PAOLO L. Interaction between interlaminar and intralaminar damage in fiber-reinforced composite laminates [J]. International Journal for Computational Methods in Engineering Science and Mechanics, 2008, 37(9):358-373.
[16] DOMENICO B, FABRIZIO G, PAOLO L. Dynamic mode Ⅰ and mode Ⅱ crack propagation in fiber reinforced composites [J]. Mechanics of Advanced Materials and Structures, 2009, 38(16):442-455.
[17] BONHOMME J, VINA J, ARGUELLES A, et al. Influence of the matrix toughness in carbon-epoxy composites subjected to delamination under modes Ⅰ, Ⅱ, and mixed Ⅰ/Ⅱ [J]. Mechanics of Advanced Materials and Structures, 2013, 20: 679-686.
[18] FERET V, HOSSEIN G, HUBERT P. Effect of fibre volume fraction on mixed-mode fracture of a fabric carbon/epoxy composite [J]. Applied Composite Materials, 2013, 20(4): 415-429.
(本文责编:解 宏)
Influence of Content of Toughening Thermoplastic on Mode-Ⅰ Interlaminar Fracture Toughness of Epoxy Composite Reinforced by CCF800H Carbon Fiber
ZHONG Xiang-yu1,2,ZHANG Dai-jun1,2,BAO Jian-wen1,2,LI Wei-dong1,2
(1 National Key Laboratory of Advanced Composites,Beijing Institute of Aeronautical Materials,Beijing 100095,China;2 Composite Center, AVIC Composite Corporation Ltd.,Beijing 101300,China)
The toughened composite was prepared by the domestic high strength medium modulus carbon fiber (CCF800H) reinforced epoxy resin matrix. The influence of different content of toughening thermoplastic within epoxies on the mode-Ⅰ interlaminar fracture toughness (GⅠC) of composites was investigated. The results show the initial strain energy release rate (GⅠC-init) and the propagational strain energy release rate (GⅠC-prop) of composites improve remarkably with the increasing of content of toughening thermoplastics within epoxy matrix. In the case of mass fraction of thermoplastic is greater than 20% of epoxy, the toughening aromatic polyetherimide particle can be concentrated on the interlayer of composite to form the high interlaminar toughness zone. The interlaminar toughened structure constituted by ‘continuous phase’ and ‘dispersion phase’ is fabricated on the interlayer of composite.
carbon fiber;thermoplastic;epoxy;mode-Ⅰinterlaminar fracture toughness
10.11868/j.issn.1001-4381.2016.001308
TQ323.5
A
1001-4381(2017)08-0055-07
2016-11-01;
2017-05-17
钟翔屿(1976-),男,高级工程师,主要从事高性能树脂及其先进复合材料研究,联系地址:北京市81信箱3分箱(100095),E-mail: xyzhong2003@sohu.com
猜你喜欢
民生周刊(2022年16期)2022-08-03
成都理工大学学报(自然科学版)(2021年2期)2021-04-12
科学技术与工程(2020年12期)2020-06-06
纤维复合材料(2018年4期)2018-02-18
癌症进展(2016年9期)2016-08-22
中国塑料(2016年1期)2016-05-17
橡塑技术与装备(2016年7期)2016-02-25
中国医学装备(2015年10期)2015-12-29
中国塑料(2015年2期)2015-10-14
中国塑料(2014年12期)2014-10-17