
关于单机架六辊冷轧机旋转接头的密封形式
2017-08-11 22:47张旭辉
魅力中国 2016年49期
旋转接头也叫配油器,应用较多的有两油路、三油路、四油路结构形式,广泛应用于金属制品的轧制、加工生产机组的开卷和卷取机的涨缩缸,如热镀锌、冷轧、平整、分条机组等。特别是应用与冷轧机组的旋转接头,要求高、结构复杂,所以具备密封形式比较完善、实用的旋转接头配置相当重要。
下面就在單机架可逆六辊冷轧机的左右卷取机的四油路旋转接头,对其密封结构形式和现场实际使用效果进行分析比较,为同行业旋转接头的配置或备件准备提供有价值的参考。
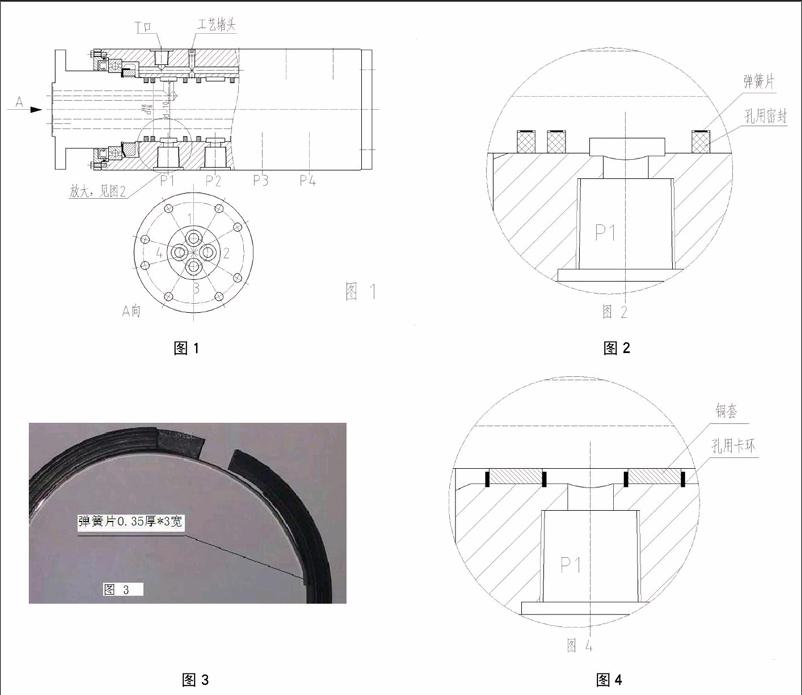
基本结构要求 参考图1
四油路旋转接头,两个油路是用于涨缩缸,两个油路是用于钳口缸,同时还必须设计有T口,即泄油口。A面的4个油口分别对应于P1、P2、P3、P4的压力油腔。压力油腔之间力求彼此不能窜油,否则就会形成内涉,旋转接头的温度就会很高,可达73℃,将会严重影响系统压力和油温的升高。因此压力油腔之间的密封效果在设计和选型就凸显重要。
开口式孔用密封结构,做重点介绍。参考图2
优点:密封效果好,安装方便。孔用密封环的外形象发动机缸体里面的活塞环,参考图3(图示为自然张开状态,装配后受孔径限制,开口处刚好吻合在一起),开口形式,材质可用PTFE+青铜粉,在密封环内圆周配有一个开口的不锈钢弹簧片0.35mm厚×3mm宽,作为密封环的预涨紧力,使密封环的外圆周面能紧贴内孔,起到压力油腔P之间相互密封作用。在实际使用中,旋转接头外壳的温度只有43℃。密封环是安装在转轴上的,不需要安装的工装之类的工具。同时,使用寿命较长,在1450单机架可逆冷轧机组上使用,一般可以使用4年以上,更换密封环和两侧轴承等易损件。
铜套密封结构 参考图4
这种结构是目前使用最多的产品,就一些国外大牌液压公司在国内办的工厂,都在大量设计制造。但存在密封效果不好,壳体温度高、容易造成卡死后,把旋转接头五条液压管全部拉断的严重设备事故。除了安装方便外,带来较大的隐患。
旋转密封结构形式 旋转密封多采用进口品牌Hunger、Parker、Merkel、宝色霞板等公司的旋转轴用、孔用格莱圈,但安装程序和要求严格,需要配备专用的工装工具。这里不做熬述。
结论:经过作者多年在现场的经验积累和对不同密封结构形式的旋转接头的使用跟踪结果,开口式孔用密封结构形式的旋转接头,在现场使用效果好,寿命长、维护工作量少的优点推荐给大家,在冷轧行业的设备选型或备件准备,提供有价值的参考。
作者介绍:张旭辉,出生1970年,从事普碳钢板下游冷加工工序酸洗、冷轧、热镀锌、彩涂、平整、分条的机械液压设备维护20多年,在车间现场积累了不少关于本行业机液设备的维护经验。
猜你喜欢
阅读(科学探秘)(2022年6期)2022-06-23
动漫界·幼教365(大班)(2019年10期)2019-10-28
疯狂英语·爱英语(2019年5期)2019-09-10
科技视界(2019年10期)2019-09-02
福建基础教育研究(2019年7期)2019-05-28
科技资讯(2019年4期)2019-05-14
科学与财富(2018年35期)2018-01-15
新东方英语·中学版(2017年9期)2017-09-25
科技创新导报(2016年9期)2016-05-14
新高考·高一物理(2015年5期)2015-08-18
