4D 1095D型CPP艉轴抽轴检查
2017-08-09 06:14李治国
航海 2017年4期
李治国

摘要:Wartsila 4D 1095D(Lips CP Propeller)型推进系统是一款可靠性相当高的CPP推进系统,广泛应用于各种特种船舶。但其艉轴大多较长,最长的甚至多达30多米,这类艉轴的抽轴检查难度较大,国内在此方面具有過硬技术力量的修船厂屈指可数。现简要介绍其艉轴抽轴的全过程,盼能给相同类型的CPP长艉轴船舶的抽轴检查带来一些帮助。
关键词:长艉轴 艉轴密封装置 OD-BOX FC-COUPLING 内外油管
1 准备工作
1.1 备件、油料的准备
该类艉轴结构复杂,所需备件极多,就是最富有经验的轮机人员亲自准备,备件、专用工具没准备全导致实施阶段举步维艰的情况屡见不鲜。需准备的备件、油料等至少包含如下内容:
(1)艉轴密封装置各密封圈
抽轴检查时,更换艉轴密封装置的密封圈不用粘接,使用寿命长,建议将艉轴前后密封装置的密封圈悉数换新。
(2) 艉轴密封装置白钢套
白缸套的使用寿命不超过15年,特别是在艉轴后密封装置曾经缠绕过渔网的情况下,白钢套的磨损尤甚,最大的磨损量甚至超过1cm。抽轴前备一套艉轴密封装置白钢套是很有必要的,是否更换可视检查情况而定。从近年的实践情况看,国产白缸套的质量完全可以信赖。
(3) 桨叶相关密封圈
按照检验要求,抽轴检查一般和桨榖保养一起进行,故准备这些备件是必然。若是特殊原因抽轴检验,而桨榖不解体保养,这便是特别容易疏漏的备件。抽艉轴,必然要把舵叶拆下,但假如舵杆没有拆卸修理计划,艉轴拔出时,多数此类船舶的舵杆会妨碍到螺旋桨桨叶,导致艉轴无法拔出。拆掉一片螺旋桨桨叶的工程要比拆掉舵杆简单的多,故准备其相关备件是必须的。
(4)内、外油管密封件
这是一定要预先准备好的备件。因为在装复后,内、外油管密封件未换新而导致内、外油管漏油需返工,其工程量极大,所需时间很长,代价较大,故没有必要节省这些密封圈。
(5) 艉轴轴承温度传感器
这是更换故障传感器的唯一机会,有此类传感器故障的船舶一定要预先准备好。
(6)OD-BOX(即CPP配油装置)相关密封件
与其他CPP装置不同的是,Wartsila SCV85-PC69/P72齿轮箱配合Wartsila 4D 1095D型CPP装置要抽轴,须将OD-BOX整体拆下,故准备相关备件亦是必然。
(7) FC-COUPLING(即液压联轴节)相关密封件
要抽艉轴,FC-COUPLING须脱开。若FC-COUPLING相关密封件漏油,FC-COUPLING在装复时将无法上紧到位,会直接导致CPP无法使用。
(8)艉管滑油、主机齿轮箱系统滑油、CPP装置液压油,均需提前准备充足
2坞的选择
2.1 以干坞为佳,带有固定轨道的干坞为最佳选择。
这样可以做好架子,把艉轴搁在架子上缓慢拉出,对艉轴及其轴承的伤害最轻。没有固定轨道的坞也没问题,做套带滚轮的托架,比起用其它方式抽轴,费用低不少,安全系数还高很多。
2.2 只有浮吊配合的浮船坞,不建议选择
浮吊会随着附近经过的船舶产生的兴波上下浮动,这在抽轴、装轴时,对艉轴、艉轴承将造成巨大的伤害,国内亦有此类事故的先例。近期有船厂甚至发生过艉轴抽出后未放置好前,直接摔在坞里的情况,故配合抽轴的吊车的可靠性需有所保证。
3 抽轴、装轴过程
3.1 测量艉轴下沉量并做好记录
测量时,需将螺旋桨上有“0”位标志的那片桨叶盘车至正上方;将艉轴盘车至FC-COUPLING上拆装用高压油管接头朝正上方的位置;操纵螺旋桨桨叶至倒车最大位置,以方便以后在FC-COUPLING处解开内外油管;切断齿轮箱滑油备用油泵电源、CPP控制系统电源(部分类型的控制系统,关电源前需确认CPP控制系统主PLC的电池在有效期内)。
3.2 测量FC-COUPLING上薄壁套与艉轴的相对位置,做好记号及记录;测量FC-COUPLING上薄壁套与外套的相对位置,做好记号及记录。
拆除最后一根中间轴与艉轴的连接法兰螺栓,其中有2根是拂配螺栓,所以要最好记号,原拆原装。
3.3 泵油至液压油腔至180Bar左右并保持,泵油至高压腔直至FC-COUPLING完全脱开。
若FC-COUPLING各密封圈情况良好,建议用设备厂商配置的专用手动泵(SKF oil injection)泵油,如图3.3-1。
若FC-COUPLING实在无法脱开,下面是一些屡试不爽的经验之谈,当然,实施时应确保安全防护到位。
(1)若FC-COUPLING 高压腔有漏油现象,可考虑用排量较大的超高压电动油泵泵油。
(2)若FC-COUPLING还是脱不开,可考虑用排量较大的油泵,液压油改用粘度较大的黑油,可再适当在黑油内掺牛油,并稍微增加高压腔的压力,但无论如何,压力增加量不能超过说明书规定的10%。
(3)若FC-COUPLING就是脱不开,只能订购新的FC-COUPLING更换。在切割旧的FC-COUPLING时千万注意,国内有船厂在切割时砂轮机割到艉轴,导致整根艉轴报废的先例。
(4)整体将OD-BOX拆除,以方便在FC-COUPLING处解开轴内的外油管、内油管,拆除时,注意先将反馈圆盘先拆下拿出;关闭艉管各重力、高位油柜相关阀门,抽光艉管内所有滑油,若检验合格,将抽出来的滑油经分油机净化后再使用。
(5)解开外油管
①外油管解开前,须将艉轴、中间轴严格对中,稍有偏差,外油管很难解开。
建议厂家在外油管的这个接头处稍微修改下结构并配置解开、装复外油管的专用工具,很多时候在此会花费很多不必要的時间与精力。
②现在多数时候要让船厂加工2对Half 型抱箍,分别抱住外油管接头两端,抱箍间再用液压千斤顶顶开接头,这种抱箍需有足够的强度。
(6) 解开内油管,解开后测量艉轴轴头与中间轴最后一个法兰间的距离并记录好,拆除艉轴前后密封装置,拆除螺旋桨上的一片桨叶,用吊车、行车、手拉葫芦配合,缓慢将艉轴拔出。
(7)将艉轴放置在预先准备好的架子上后,检查艉轴、艉轴承、艉轴承各温度传感器、艉轴管内部、艉轴前后密封装置情况;将艉轴承的毛刺修平;若需将艉轴密封装置的白缸套换新,在新白钢套装上前,则需对新白缸套水压试验(1~2Bar)。
(8)吹通重力油柜、检漏油箱至艉轴前、后密封装置各油管,这也是吹通这些油管的仅有机会,不容错过。
4 装复
装复艉轴是拆的逆向过程,不再细述,需注意的方面如下:
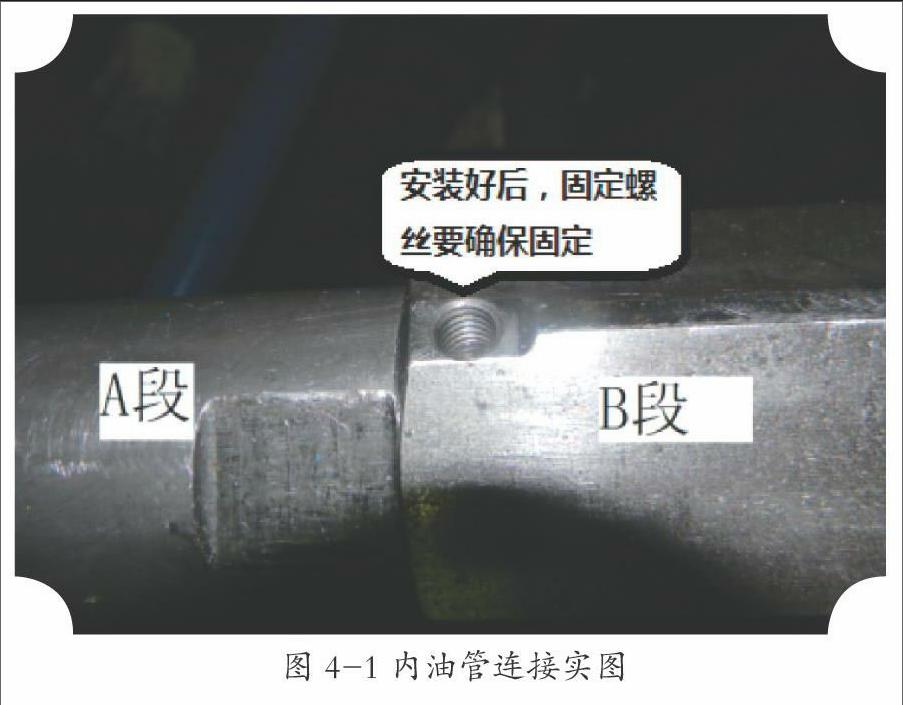
4.1 内油管装复时,其接头处的内六角沉头固定螺丝安装时需凃螺纹胶,安装后需在其边上打2个样冲点防止松动,其连接实图如下图4-1。内油管接头若松动,必产生非常严重的后果,这类型的船舶曾出现过类似故障。
4.2 装复时,前文3.1、3.2处的测量数据需保证没有出入。
有些船厂在拆装后一次后会将FC-COUPLING上薄壁套与外套的相对位置稍增加0.5mm以内,亦可。
4.3 装复后给艉管注油时,可将滑油加热至45℃左右在从重力油柜处加注。
以某实船为例,20℃时,注油量约为0.5m3/h;45℃时,注油量约为3m3/h,可大大节省注油时间。
4.4 装复后,需对艉轴密封装置进行查漏试验,再对备用油封的状态进行观察;需对桨馨滑油腔充分驱气。
4.5 较长艉轴的艉轴管上,每道艉轴承的后方,都开有道门,拆装艉轴时,需打开配合艉轴的安全拆装。道门盖上、开口焊好后,道门、开口间的小腔室需气密试验。
4.6 桨毂若需解体保养,备件的准备是重中之重,具体工艺、注意事项另文叙述。
5 结束语
5.1 准备阶段,至少和实施阶段同等重要。
由于该部分的图纸资料,特别是备件图册,不是很直观,初次准备的机务人员务必和设备厂家有经验的技术人员多沟通,确保重要备件在船舶进坞前上船。
5.2 实施阶段的技术难点在松开、装复FC-COUPLING和内外油管,这些部件均较为精密,施工时千万小心。
国内船厂的部分工程队亦可施工,但因简单粗暴施工而损坏设备时有耳闻,故施工前和船厂签好施工安全协议是必要的。