
纳米微纤丝纤维素及其在造纸中的应用研究现状
2017-08-07 13:01:34占正奉陶正毅陈学萍
中国造纸 2017年7期
占正奉 陶正毅,,3,* 刘 忠 陈学萍
(1.安徽山鹰纸业股份有限公司,安徽马鞍山,243021;2.天津科技大学造纸学院,天津市制浆造纸重点实验室,天津,300457;3.华南理工大学制浆造纸工程国家重点实验室,广东广州,510641)
·纳米微纤丝纤维素·
纳米微纤丝纤维素及其在造纸中的应用研究现状
占正奉1陶正毅1,2,3,*刘 忠2陈学萍1
(1.安徽山鹰纸业股份有限公司,安徽马鞍山,243021;2.天津科技大学造纸学院,天津市制浆造纸重点实验室,天津,300457;3.华南理工大学制浆造纸工程国家重点实验室,广东广州,510641)
本文结合纳米材料定义,简述纳米微纤丝纤维素与传统意义纳米纤维素的共性与区别,在此基础上介绍此类纳米纤维素的制备方法及现阶段存在的主要问题。同时介绍了纳米微纤丝纤维素在造纸中潜在的应用方式,分析其对造纸规模化生产及纸张性能的影响并浅谈其发展面临的机遇与挑战。
纳米纤维素;滤水;涂布;阻隔性能
加拿大林产创新研究院(FPInnovations)在2013年曾报道了一种具有革命性意义的天然纤维基增强剂——纤维素丝(CF,cellulose filaments)[1]。据称,制备此材料无需借助酶或化学预处理,而是单一地通过机械作用直接从单根木浆纤维上剥离出丝状纤维并尽可能保留其长度,其长径比能达到1000左右。由于CF质地柔韧且成氢键能力极强,其在纸、塑料、黏合剂及复合材料等领域表现出优异的增强效果。
在PFInnovations,由CF发明人Makhlouf Laleg主持开展了一项用OCC浆生产超轻量包装纸的项目,其核心技术即通过加入CF来弥补OCC纤维强度差的缺点,同时改善成纸挺度和抗水性能。相关数据显示,CF对成纸强度的综合贡献换算作纸张定量的减量比为:添加1% CF可减少7%的原纸定量。目前,FPInnovations正致力于与加拿大的造纸企业合作将该项目的利益最大化,而如何扩大CF产能并显著降低成本将是他们下一阶段需要解决的重点问题。由于CF具有更大的长径比和较好的再分散性,使得其特点在众多纳米纤维素产品中显得尤为突出,加之兼具天然纤维与纳米材料的特性,自出现以来就备受造纸行业的青睐。事实上,除加拿大外,欧洲的芬欧汇川(UPM)、斯道拉恩索(Stora Enso)和一些知名的化学品公司如巴斯夫(BASF)等也陆续开展了一些类似的项目。近期,瑞典的制浆造纸企业BillerudKorsnäs对外宣称其在2016年完成了微纤化纤维素(MFC,Microfibrillated cellulose)在包装纸上的应用评估,并准备于今年年初开始中试生产,其初期目标是在保证成纸强度的情况下,通过MFC的使用明显降低包装纸板的定量,后期则计划借助MFC生产出与聚乙烯膜、铝箔一样具有优异阻隔性能的纸基包装材料[2]。
显然,无论是CF还是MFC,由于具有可再生材料的广泛可用性、高长径比、大比表面积及优越的生物降解性能,其广泛涉及于包括食品、药品、纸张、电池及各类复合材料的研究中。近十年,关于此类纤维基纳米材料制备及应用研究的数量呈指数增长[3- 4],至今为止,在众多文献中出现的各类纳米纤维素的名称不下10种,即便是相近尺寸的纳米纤维材料在不同文献中也有好几个名称,使得一些读者产生了不少困惑,因此有必要辅以纳米纤维素的制备方法对其分类和命名方式加以说明,帮助读者加深对纳米微纤丝纤维素的认识。
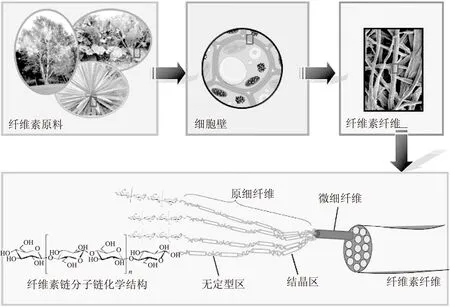
图1 纤维素纤维的分级结构[3]
1 纳米纤维素的制备方法和命名
1.1 纤维素的分级结构
自1838年Payen发现纤维素以来[5],人类对天然纤维素的分子构成进行了长期的研究,如今它独特的分子构成与分级结构已十分清晰,见图1。纤维素是D-吡喃葡萄糖酐通过β-1,4苷键连接起来的线性高分子均聚物,自然界存在的纤维素分子聚合度多接近10000,且在每个重复的脱水葡萄糖单元上有3个羟基,这些羟基通过分子内和分子间的氢键结合赋予了纤维素纤维独特的性质,表现为:具有多级原微细纤维的聚集结构,且纤维素长链上存在着若干个交替的结晶与无定型区。Habibi等人[6]提出,每36个独立的链状纤维素分子通过生物合成“捆绑”在一起构成了纤维素最初级的聚集形态——原细纤维或亚-原微细纤维(Elementary fibrils or Microfibrils),这些原细纤维进一步聚集成更大的单元,称之为微细纤维 (Microfibrillated cellulose),最后由微细纤维构成了纤维素纤维。
其中,原纤维长几微米,直径为5 nm左右(原微细纤维直径为20~50 nm),且被形象地描述成由挺硬的结晶区与柔性的无定形区交替构成的原纤维长链,由于在结晶区各纤维素链间存在着由氢键形成的强大网状作用力,就像是存在于原纤维上一段段被串起来的棒状纳米晶体一样,而此种棒状纳米晶体就是从天然纤维素纤维中能够提取的最初级的纳米纤维晶体单元。
1.2 纳米纤维素的分类
根据纤维素的分级构成形式,采用物理、化学和生物的方法,选择性处理纤维素纤维中相对松软和排列不整齐的无定型区,撕裂、剥离或降解得到维度范围在纳米尺寸的纤维素丝或晶体棒,继而得到此一类纳米级纤维素产品,因此,Lavoine等人[3]将纳米纤维素分成了两大类:纤维素纳米晶体和纳米微纤丝纤维素(见图2)。
对于纤维素纳米晶体,由于尺寸范围小,形状易辨识,也不易被读者误解。1950年,Ranby和Ribi首先通过酸水解木浆和棉纤维得到了稳定的胶体状纤维悬浮液[7],此种棒状纤维素纳米晶体长50~60 nm,直径为5~10 nm。之后,大量的研究者开始专注此类纤维素纳米晶体的制备及应用,其命名方式如:cellulose nanocrystals(CNC)、cellulose whiskers(CNW)、nanocrystalline cellulose(NCC)、cellulose microcrystallites、rod-like colloidal particles、microcrystals、microfibrils等。不难看出,由于纤维素经强酸水解,其结构中有缺陷的无定型区受到较大程度的破坏,使得原细纤维上的结晶区被大比例地保留了下来,因此,文中更倾向于将此类纳米纤维素称之为纤维素纳米晶体(CNC)。美国制浆造纸工业协会(Tappi)将纳米纤维素分为两大类[9]:纤维素纳米体(Cellulosenanoobject)和纤维素纳米结构材料(Cellulose nanostructure material),显然,CNC属于前者。从众多植物纤维原料制备CNC的结果来看:原料自身来源对于CNC的尺寸和结构有较大影响,此外,CNC制备的过程是基于严格控制温度、搅拌和时间等条件下的强酸水解,因此水解条件对CNC的尺寸和稳定性也相当重要。Bondeson等人[8]在综合考虑上述因素的情况下,以微晶纤维素为底料,采用质量分数63.5%的硫酸和近130 min的水解,制备出了产率为30%、长200~400 nm且直径不到10 nm的CNC。2012年,由加拿大的Domtar和FPInnovations共同成立了一个名为Celluforce的合资公司,其目标即为实现此种CNC的批量化生产。
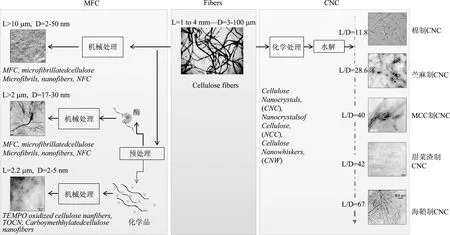
图2 纳米纤维素的分类及制备过程[4]

图3 漂白硫酸盐针叶木浆纤维(右)及由其制备的纤维素丝(左)
1.3 纳米微纤丝纤维素
相对于CNC,纳米微纤丝纤维素可视为纳米纤维家族中最为庞大的“一枝”,其特征在于具有更宽的尺寸范围和更大的长径比,故被称之为“纤丝”。按前述Tappi对纳米纤维素的分类方法,纤维素纳米体包括了纤维素纳米晶体和纤维素纳米纤丝,纤维素纳米结构材料包含了纤维素微晶体和纤维素微纤丝。因此,前文中提及的MFC属于纤维素纳米体,其径向尺寸多在20~60 nm,长度从2 μm延伸至30 μm以上,而CF径向尺寸从几十到几百纳米不等,应严格归类到纤维素纳米结构材料。本文中提及的纳米微纤丝纤维素包含了MFC和CF这两类纤丝状纤维材料,因为从径向尺寸和制备工艺上它们存在着交集,不同的是CF长度可以达到100 μm以上,而径向尺寸可能超出100 nm的尺度范围,见图3。
近些年,纳米纤维素的研究重点逐步转移到纳米微纤丝纤维素的制备及应用领域,在2011年,甚至平均每2天就会有1篇相关的报道。当然,此种纳米微纤丝纤维素也有很多名称,比如:Cellulose microfibril(CMF)、Cellulose nanofibrils(CNF)、Microfibrillar celluose(MFC)、Nanofibrillated cellulose(NFC),但无论以何种方式命名,此类纳米纤维素的典型特征可理解为:呈现径向为纳米级、轴向微米级的丝状纳米纤维材料,其比表面积比纤维素纤维至少大10倍,具有极强的成氢键能力,经干燥后均能形成透明的薄膜,本文中将此类纳米微纤丝纤维素统称为MFC。在纳米微纤丝纤维素中,尺寸相对较小的实际上是由10~50个最初级的亚-原微细纤维构成的聚集体,不同于CNC,其结构中同时存在着结晶区和无定型区。Herrick等人[10]在1984年申请专利时首次提到MFC的概念,他们通过高压将木浆数次通过细窄的间隙制备得到了凝胶状纤维,之后便出现了大量类似的研究,或优化制备过程或倾向后续物性分析及新应用开发。因此,在下文中详细提及MFC的制备方法显得十分必要。
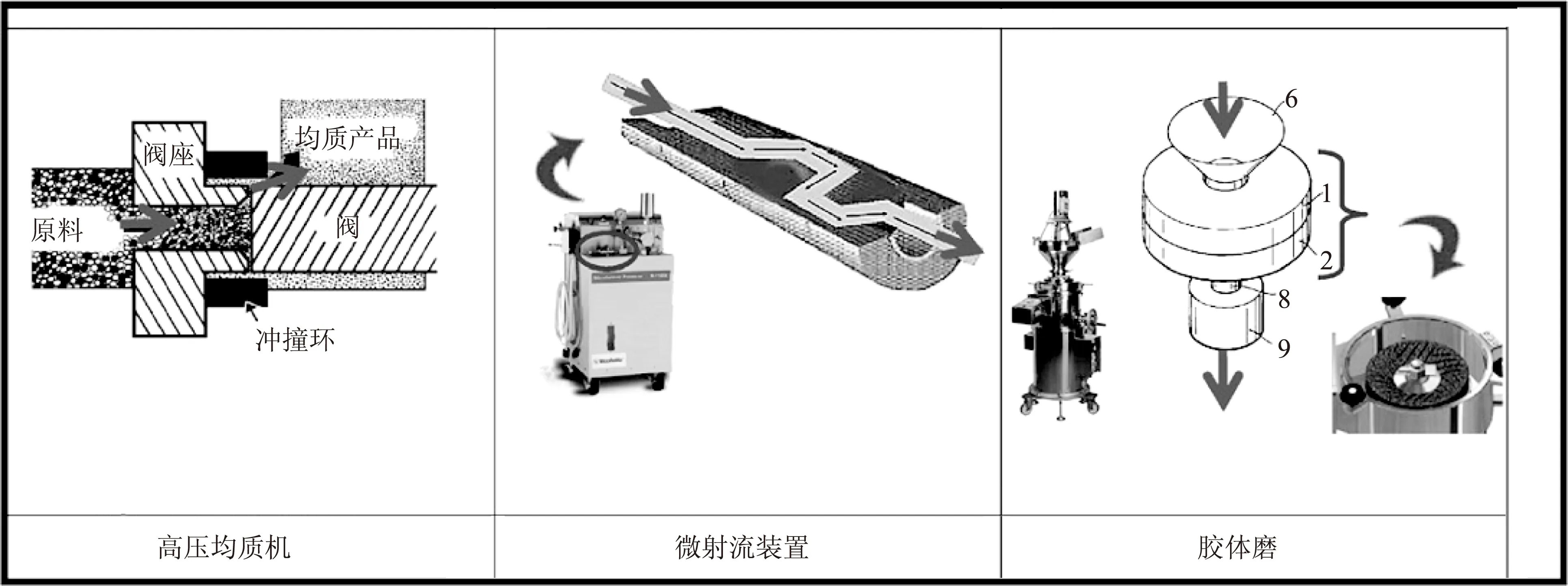
图4 制备MFC的主要设备及原理图[5]
与CNC一样,无论是漂白硫酸盐浆还是其他的非木材纤维原料,如甜菜渣、麦草、剑麻、蔗渣等都被用来制备了MFC,原料种类对制备的MFC的尺寸有影响,但与CNC不同的是:MFC的制备不涉及水解过程而是以机械作用为主,这种机械作用必须提供极强的剪切力才能将纤维从植物细胞壁上撕下来,由于纤维在细胞壁各层排列方式不一,比如在S1层呈现双螺旋网状交织结构,因此严格来讲,多数MFC并非以单根丝状纤维的形态出现,而是由纳米或微米纤丝缠绕交织成的网状结构。制备MFC的过程和传统打浆有些相似,如经深度打浆的纤维中确实也出现了较多微米级纤维细丝,但若从设备性能及成本的角度考虑,这可能已是传统打浆设备能达到的极限。Herrick等人[11]选用能提供8000 psi(1 psi=6894.75 Pa)的高压均质机将极低浓度的木浆连续处理8~10次得到了半透明纤维素胶体,该设备的具体结构见图4,其原理为:通过阀门连续的闭合,高压使流体经过设备内置的极小孔径流道,高压继而瞬间转化为高剪切力,流体中的纤维得以剥离,同时,浆料在挤出过程中所承受的内压瞬间释放也对纤维撕裂和纤丝化具有积极影响。除均质机外,当木浆在高达30000 psi压力下经过一个内设直径为200~400 μm的Z形流道时,纤维也可以实现微纤丝化,流道的内径尺寸对微纤丝化的效果影响明显,这个设备由Microfludics公司开发并被越来越多地用于MFC的制备。相对于均质机,由微射流装置得到的MFC尺寸更均匀,然而需更多次(10~30次)处理和消耗更多的能量。此外,通过超细研磨及高频超声处理也可实现纤维的微纤丝化。其中,超细研磨的作用方式更为直接,通过胶体磨旋转时产生的强剪切力破坏纤维的细胞壁结构和纤维素间的氢键,继而实现纤维的微纤丝化处理,其优点在于:胶体磨结构简单、运行稳定,浆料处理浓度要求较为宽松(2%~10%),但研究表明,研磨循环次数过多不但对微纤丝化的积极影响甚微,除产生更高的能耗外,还会造成纤维的结晶度和聚合度下降,导致后续成膜和制备的复合材料机械性能下降。高频超声波处理通过利用液体中声致空化时形成的局部极端条件(5000 K高温、500 MPa高压、大于400 km/h微射流)作用于纤维素纤维上,使纤维细胞S1层脱除,S2层发生形变、位移,润胀后进一步发生纤丝化。其中,超声波处理强度、纤维尺寸及浓度对MFC的形态会有影响。上述几类设备及工艺代表了目前制备MFC的主流方法,此外,像冷冻压碎、静电纺丝和球磨等制备MFC的方法在一些研究里也有所提及。
2 制备纳米微纤丝纤维素时存在的问题和潜在的解决途径
近10年,全球不下10家研究机构和企业宣称能够批量化生产MFC[12]。在欧洲,名为FlexPakRenew和SUNPAP的项目开始将目标转向于扩大MFC产能和拓展其后期应用;在2012年,包括Booregaard、UPM和Innventia等制浆企业纷纷对外宣布他们已经实现了MFC的工业化生产。但客观地讲,若想使MFC满足传统制浆造纸业的生产规模,扩大其产能并大幅降低成本是当前必须突破的重要环节。此外,若仅按目前已报道的方法制备MFC,将其应用在纸和纸板中还不具可行性。上述由FPInnovations开发的CF可看作是成比例放大的MFC,虽然其大部分纤丝径向尺寸可能已经超出了100 nm的定义范围,但仍能展现纳米微纤丝纤维素的部分特征。从CF的尺寸大小、大长径比、强成氢键能力及良好的再分散性等特点看,它可能是最接近于造纸过程的一种纳米微纤丝纤维素。鉴于知识产权保护,还无法得知FPInnovations用于生产CF设备的具体特征和工艺过程,尽管每个月总计30 t的CF产量对于多数机构来说已经算得上是相当出色了,但FPInnovations承认此产量还远远满足不了工业需求,而他们也为此付出了极高的生产成本——高能耗。关于制备MFC的文献很多都提到了过程的能耗问题,以高压均质机为例,生产每吨MFC的能量消耗从20000~70000 kWh不等,尽管能耗与设备型号、均质压力、浆浓、流量、处理次数有关,但单靠机械处理来制备MFC势必产生过高的能耗已是不争的事实。

图5 不同预处理制备MFC的形态
在纤维原料进行机械处理前,采用适当的预处理更大程度地削弱纤维素分子内/间的氢键作用,或在纤维素上引入排斥电荷或减少原微细纤维间的聚合度和无定形区,使潜在的MFC单元结构更容易从纤维中剥离,从而达到有效降低MFC机械制备能耗的目的。Ankerfors[13]和Isogai等人[14]研究表明,采用酶或化学预处理,可以将制备MFC的能耗降低95%以上,证实了预处理在MFC制备过程中的重要性。目前,此类预处理方法可分为两类:非改性和改性预处理。前者包括生物酶、酸-碱抽提和纤维素溶剂预处理等,而改性预处理主要包括羧甲基化、阳离子化、乙酰化、TEMPO氧化、高碘酸氧化及氧化-磺化联用等化学改性手段。以纤维素酶预处理为例,通过单组分内切葡聚糖酶选择性水解纤维素的无定型区,从而有利于后续机械处理得到高长径比和高度网络缠绕的MFC。Pääkkö等人[15]认为通过酶的温和水解使MFC中保留了纤维中原生缠绕的网络结构,而它比靠后续氢键再次形成的网络强度更高,有助于提升MFC的应用效果。纤维素酶预处理不仅有助于大幅降低MFC机械处理的能耗,而且预处理过程产生的降解糖分可以作为生物质资源进行回收和高值利用。Innentia公司创建的全球首家MFC中试工厂就是采用纤维素酶预处理技术,芬兰的研究中心VTT开发的酶预处理可以在浆浓为20%~40%的条件下制备MFC。酸-碱抽提预处理制备MFC主要是针对三大组分未完全分离的纤维原料,而纤维素溶剂预处理则是静电纺丝制备MFC的必要步骤,因此不再累述。采用化学改性预处理的目的是通过在纤维素分子上引入电荷来增加纤维间的静电斥力并破坏纤维素分子间的氢键连接,而预处理过程中纤维的润胀及小幅降解也会对后续纤维微纤丝化处理产生积极影响。从预处理成本及工艺复杂程度来看,羧甲基化处理可能是比较接近MFC工业化预处理的手段之一,当取代度达到0.07时,经过羧甲基化处理之后的纤维在水中开始呈现凝胶状态,而更高的取代度会使纤维素降解且具有水溶性,因此,控制取代度高低是羧甲基化预处理时需考量的重要因素。此外,一些研究表明由羧甲基化预处理制备得到的MFC往往适合制备高透明性和具有良好氧阻隔性能的纤维素薄膜。以TEMPO为媒介的氧化体系对纤维素表面改性十分高效,对原料适应性较强,Isogai等人[16]最早用该方法对木质纤维原料进行预处理,后续辅以高压均质制备了MFC,与重复的机械均质相比,其能耗从700~1400 MJ/kg降低到7 MJ/kg,但TEMPO较高的价格需考虑在内。乙酰基的引入可以提高MFC与非极性溶剂的化学亲和力。Tingaut等人[17]用乙酰化预处改性制备了MFC,在此基础上开发了PLA/MFC合成材料。他们发现,当乙酰基含量高于4.5%时,MFC晶体结构发生了显著变化,且在干燥过程中角质化减弱。由于乙酰基团弱化了原有的氢键连接,使MFC在非极性聚合体中具有更好的分散性,也使乙酰化MFC较易实现工业化干燥。在上述关于MFC的预处理方法中,纤维素酶预处理引起了各行业广泛的关注,而化学改性预处理又往往赋予了MFC一些新的应用性能。但无论哪种预处理,它们都对降低MFC制备能耗起到了十分积极的作用,是当前MFC制备领域研究的主要方向。
3 纳米微纤丝纤维素在造纸中的应用
通过上述介绍,在充分控制生物酶或化学试剂成本以及设备投资和运行成本的前提下,预计在不远的将来,无论是CF还是MFC,此类天然纤维基纳米材料必然会带来巨大的商业利润,其应用也会逐步转向传统的工业领域。尽管各类MFC的研究文献涉及造纸领域的并不多,但其潜在的应用方式是可以预见的:浆内添加和表面涂布。实事上,在特种纸领域早就有以MFC作为配抄和涂布原料用于空气过滤纸[18]和防伪加密纸张[19]使用的案例。UPM、Stora Enso、Innventia及Nippon等制浆造纸企业都对MFC在造纸过程中的应用展开过具体研究,也说明此类纳米微纤丝纤维素在传统造纸领域的巨大应用前景。
3.1 MFC作为浆内添加剂使用
相对于纸浆纤维,MFC具有更大的比表面积,表面更多的羟基(氧化型MFC表面还存在着羧基或羰基基团)势必会结合大量的自由水,并在低浓下形成凝胶,使浆料特性黏度增加,造成湿部滤水和压榨脱水困难。此外,浆料加入MFC前后的分散和再絮聚问题也值得重点探讨。在实验室进行抄片时,浆料的浓度被稀释,因此,MFC的加入对浆料黏度的变化和滤水时间的影响基本被消除,但在浆料实际的上网成形过程中,MFC的加入势必会造成滤水困难,因此,在使用MFC时适当地添加一些助留助滤剂就显得十分必要。Taipale等人[20]发现辅以一定量的阳离子助留剂,随着MFC浓度的提高,浆料的脱水时间会增加10%~50%,当MFC浓度为3%时,其脱水时间是未添加MFC时的2倍。Hii等人[21]研究表明,在使用助留剂的TMP浆料中,混合加填CaCO3和2.5%MFC时,脱水时间增加了10%~15%。Petroudy等人[22]以甘蔗渣制备MFC并添加至蔗渣浆中,搅拌20 min后加入低取代度CPAM,再搅拌20 min后用其抄片。当加入0.1%MFC和1%CPAM时,浆料滤水时间并未增加而抗张指数从43 kNm/kg增加到55 kNm/kg,该研究表明至少在手抄片成形器中通过混合添加MFC和适量的助留助滤剂可以完全控制好脱水时间,但此结论必须与真实的网部脱水过程相区别。事实上有研究表明在高速纸机的湿部,高剪切力作用可以改善含MFC浆料的滤水性能。
在纸机的压榨部,由于MFC的大比表面积和高度润胀,导致增压和脱水并不是同比例发生的。Rantanen等人[23]使用压榨脱水模拟器探讨了MFC对压榨脱水的影响,发现MFC添加量为2.5%和5%时,湿纸幅经压榨后含水量的变化甚微,因此,在不影响湿部压榨成形的情况下,MFC和填料的添加量应以维持和改善纸张强度为准。Rantanen和Maloney认为, TEMPO改性预处理得到的MFC和单机械处理制备的MFC均会对压榨部纸页的湿重产生不利影响,继而增加后续脱水成本。
3.2 MFC作为涂料使用
将MFC作为造纸涂料的研究时间不长,其目的是探究MFC作为单涂层或涂料组分对纸张表面性能的积极影响。MFC的制备方法、涂料配方和涂层厚度都是研究的因素。此外,从涂布工艺来看,涂料自身的流变性能也是需要重点研究的内容。传统的涂布工艺包括棒式、辊式和施胶压榨涂布,涂布量为8~12 g/m2,涂层厚度为9~12 μm,淀粉在表面施胶时的涂布量较低,为0.5~2 g/m2。Lavoine等人[24]采用棒式和施胶压榨这两种涂布技术将MFC直接涂布于纸张的表面,当涂层为10 μm时,棒式涂布量达到了14 g/m2,要远高于施胶压榨涂布的3 g/m2。此外,喷涂也是常用的涂布技术,其优点是涂层薄且均匀,但要求涂料黏度低,这样只能降低MFC涂料的固含量,从而增加了断纸风险和干燥能耗。最近,泡沫涂布的方式被应用在MFC的涂布过程中。Kinnunen等人[25]以浓度为2.9%的MFC与阴离子表面活性剂混合,采用泡沫发生器将其转化为稳定的泡沫(空气含量80%~95%),由此技术能实现的单层涂布量<1 g/m2,双层涂布量为2.6 g/m2,当然,如此低的涂布量很难使纸张表面被涂料完全覆盖,不过,由此获得了纸张几项表面性能的明显变化,例如接触角减小、表面平滑度增加、透气性能降低。
此外,由于MFC悬浮液具有高黏度,极大地限制了其施胶涂布的便捷性。Richmond等人[26]发现,当MFC悬浮液固含量从2.5%增加到10.5%时,其稳态剪切黏度约增加了2个数量级;固含量为2.5%时,其稳态剪切黏度约是传统涂料的100倍。若想获得较低黏度的MFC悬浮液,需要在更高的温度下使用。此外,在高剪切作用下,MFC悬浮液的黏度可以保持一个相对较低的水平,因而可利用MFC在高剪切作用下触变性能的变化将低黏度MFC均匀涂布到纸张表面而后形成高黏涂层。

图6 TMP浆手抄片表面经过不同涂料涂布后涂层的扫描电镜图
3.3 浆内添加MFC对纸张性能的影响
研究表明,在纸浆中添加MFC有助于成纸紧度的增加。如Sehaqui等人[27]将10%经过均质处理得到的MFC添加至针叶木硫酸盐浆中,制成手抄片后发现其紧度较空白样增加了30%~50%。紧度增加可以从两方面予以解释:MFC能减少手抄片脱水过程中形成凝水基团的颗粒半径,使纤维在压榨过程中结合更加紧密;其次MFC紧密附着于纤维表面形成保护层,可增加它们接触的面积和氢键数量,使手抄片紧度增加。随着紧度的增加,成纸的透气性能自然也会下降,Taipale等人[20]研究发现:当MFC用量从0增加到3%时,纸张的透气度从1450 mL/min快速下降到450 mL/min,产生上述现象的主要原因是MFC使纸张纤维结构的孔隙紧缩、气体通过路径变复杂。
浆内添加MFC的最主要目的是增加纸张的强度,近些年大量的研究都证实了MFC的增强效果,Eriksen等人[28]在加填的TMP浆料中添加了4%MFC,手抄片的抗张指数快速提高,当添加量为10%时,其抗张指数从36 Nm/g提高到48 Nm/g。当然,手抄片抗张强度的增加不仅与MFC用量有关,MFC自身的微纤丝化程度也会起到重要作用。对于机械浆、废纸浆和高加填量浆料,MFC具有较强的增强效果,但对经充分打浆的化学浆影响甚微。纸张手抄片的抗张强度取决于多种因素,包括纤维自身强度、纤维长度与形态、结合面积和氢键数量等。当MFC单独添加时,它即可填补纤维之间的孔洞,也可作为纤维之间的桥梁纽带,而助留剂可使MFC在纸张成形前沉积在纤维上,起到了与干强剂相同的作用并以此增强纤维结合。此外,MFC在浆内的应用对纸张光学性能的影响也是可以预知的,表现为成纸光散射系数降低,白度和不透明度下降。
3.4 表面涂布MFC对纸张性能的影响
成纸的抗张强度很大程度上决定于纸张结构中较脆弱的环节,手抄片受拉伸其结构出现裂痕,进一步拉伸将导致抄片断裂。相对于纸张的主体结构,其表面涂布MFC涂层对纸张抗张指数的影响较小,例如当纸张MFC涂布量8 g/m2时,抗张指数从35 N·m/g增加到40 N·m/g,因此,表面涂布MFC多为获得表面性能的提升,如在印刷和阻隔领域的相关应用。
在印刷领域,MFC被用作黏合剂。通过对使用MFC涂布的纸张性能进行研究,发现染色涂布时使用MFC作为黏合剂需量较低,一般小于涂料总固含量的10%。Hamada等人[29]使用MFC和高岭土作为涂料的主要配方,涂布时使用低含量MFC高比例高岭土的效果要优于单MFC组分涂料,得到纸张表面平滑度更好、印刷质量更高(见图6)。纸张使用MFC作为黏合剂与使用传统聚乙烯醇(PVA)相比具有相似的印刷质量。Nygårds[30]对在染色涂布过程中分别以MFC和胶乳作为胶黏剂的涂料配方进行了对比研究,发现染料中含有MFC可以降低涂布纸张的表面强度,同时增加油墨吸收率,降低纸张的印刷时间(主要是印刷断墨的风险)。此外,Song等人[31]发现,使用MFC涂布可以有效减少纸张表面掉毛掉粉的情况。
MFC主要特性是其具有较低的透气度,Syverud等人的研究[32]表明,随着MFC涂布量增加,其透气度明显降低,当涂布量在2~8 g/m2之间,其透气度从原纸的65 μm/(Pa·s)下降到0.36~33 μm/(Pa·s)。Aulin等人[33]使用羧甲基化MFC对包装和防油纸进行了涂布处理,发现单层涂布对纸张空气透气率的影响非常大。包装纸涂布量为1.3 g/m2时,其透气度从69 μm/(Pa·s)下降到4.8×10-3μm/(Pa·s);当第二层涂布量为1.8 g/m2,其透气度最终下降到0.3×10-3μm/(Pa·s)。未涂布防油原纸[0.66 μm/(Pa·s)]的透气度要比未涂布包装纸低,单层涂布(涂布量1.1 g/m2)完成后其透气度下降到0.2×10-3μm/(Pa·s)。以上结果表明,MFC涂布可通过封闭原纸中的开孔而明显改善纸张的气体阻隔性能。在食品包装纸领域,Aulin选用蓖麻和松节油对使用MFC涂布的纸张进行渗透性试验,同样也取得了较好的效果。
4 结 语
作为一种天然的纤维基纳米材料,纳米微纤丝纤维素不仅与纸制品有着完美的兼容性,同时对纸张强度及表面性能的提升有着积极的影响,一旦生产成本可控,其对制浆造纸行业将会产生颠覆性影响。纤维素酶预处理为有效降低MFC的制备能耗开创了好的局面,诸多化学改性预处理为拓展MFC应用方式提供了丰富的选择路径,现有MFC在造纸领域的应用研究也展现了可喜的成绩,但实现纳米微纤丝纤维素在造纸中的实质性应用还面领着诸多挑战。
包括能源、酶及化学试剂成本、制备设备生产能力提升、应用过程中造纸相关设备的改造等诸多成本的综合控制决定了MFC的商业价值和使用方式。鉴于纳米微纤丝纤维素的特征,其对现代纸机造纸湿部、干部过程的影响还须在生产线上加以严格评估,可能引起的网部滤水留着、压区脱水、干燥等问题也须针对性地提出解决方案。在应用方面,须根据特定需求开发合适的MFC产品(如提升MFC对水蒸气的阻隔作用),且与现有各类浆料和化学助剂的综合使用方案还需要进一步细化。MFC作为涂布原料的应用是相对新的研究课题,其商业化应用还没有完全实现,建议在印刷适应性和包装阻隔等领域开展更多的研究,下一步主要的研究方向是优化和控制涂料配方中MFC的流变性能并保持涂布时涂层中水分的最小化。
[1] FPInnovations. Cellulose filaments: An exciting opportunity for Canada’s forest sector[DB/OL]. https://fpinnovations.ca/media/factsheets/Documents/cellulose-filaments.pdf. 2013- 07.
[2] P&PC Staff. BillerudKorsnäs launches full-scale trials of MFC in paperboard[DB/OL].http://www.pulpandpapercanada.com/innovation/billerudkorsnas-launches-full-scale-trials-of-mfc-in-paperboard-1100000480?custnum=977800411&title=Student&utm_source=439&utm_medium=email&utm_campaign=161213AD. 2016-11-13.
[3] Lavoine N, Desloges I, Dufresne A, et al. Microfibrillated cellulose—its barrier properties and applications in cellulosic materials: a review[J]. Carbohydr. Polym., 2012, 90(2): 735.
[4] MOU Kai-wen, LIU Zhuo-yan, Zhou Jing-peng, et al. Research progress in Nanocellulose[J]. Transaction of China Pulp and Paper, 2016, 31(4): 55. 牟楷文, 刘卓燕, 周景蓬, 等. 纳米纤维素的研究进展: 2001~2015年收录文献检索分析[J]. 中国造纸学报, 2016, 31(4): 55.
[5] Payen A. Memoir on the composition of the tissue of plants and of woody[material]. Comptes. Rendus., 1938, 7: 1052.
[6] Habibi Y, Lucia L A, Rojas O J. Cellulose nanocrystals: Chemistry, selfassembly, and applications[J]. Chemi. Rev., 2010, 110(6): 3479.
[7] Rånby B G, Ribi E. Über den Feinbau des Zellulose[J]. Experientia, 1950, 6: 12.
[8] Bondeson D, Mathew A, Oksman K. Optimization of the isolation of nanocrystals from microcrystalline cellulose by acid hydrolysis[J]. 2, 2006, 13(2):171.
[9] Tappi. WI 3021-2011, Proposed New Standard: Standard terms and their definition for cellulose nanomaterial [S].
[10] Herrick F W, Wash S. Process for preparing microfibrillated cellulose: US, 4481077[P]. 1984.
[11] Herrick F W, Casebier R L, Hamilton J K, et al. Microfibrillated cellulose: Morphology and accessibility[C]. the 9thCellulose conference, Syracuse, NY: 1983.
[12] Miller J. Nanocellulose: technology applications, and markets[C]. TAPPI International Conference on Nanotechnology for Renewable Materials. Vancouver: 2013.
[13] Ankerfors M. Microfibrillated cellulose: energy-efficient preparation techniques and key properties[D]. Stockholm: KTH, Royal Institute of Technology, 2012.
[14] Isogai A, Saito T, Fukuzumi H. TEMPO-oxidized cellulose nanofibers[J]. Nanoscale, 2011, 3(1): 71.
[15] Pääkkö M, Ankerfors M, Kosonen H, et al. Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels[J]. Biomacromolecules, 2007, 8(6):1934.
[16] Kitaoka T, Isogai A, Onabe F. Chemical modification of pulp fibers by TEMPO-mediated oxidation[J]. Nordic Pulp Paper Res. J., 1999, 14(4): 279.
[17] Tingaut P, Zimmermann T, Lopez-Suevos F. Synthesis and characterization of bionanocomposites with tunable properties from poly(lactic acid) andacetylated microfibrillated cellulose[J]. Biomacromolecules, 2009, 11(2): 454.
[18] XU Shao-hua. Application of natural nano-fibers in air filter material[J]. China Pulp & Paper, 2011,30(6): 75. 胥绍华. 天然纳米纤维在空气过滤材料中的应用[J]. 中国造纸, 2011, 30(6): 75.
[19] WANG Shuai, LIU Peng-tao, HOU Jia-ling. Progress of preparing cellulose nanocrystals iridescent films[J]. China Pulp & Paper, 2016, 35(12): 35. 王 帅, 刘鹏涛, 候佳玲. 纤维素纳米晶体彩色膜制备进展[J]. 中国造纸, 2016, 35(12): 35.
[20] Taipale T, Österberg M, Nykänen A, et al. Effect of microfibrillated cellulose and fines on the drainage of kraft pulp suspension and paper strength[J]. Cellulose, 2010, 17(5): 1005.
[21] Hii C, Gregersen ∅, Chinga-Carrasco G, et al. The effect of MFC on the pressability and paper properties of TMP and GCC based sheets[J]. Nord. Pulp Paper Res. J., 2012, 27(2): 388.
[22] Petroudy S, Syverud K, Chinga-Carrasco G, et al. Effects of bagasse microfibrillated cellulose and cationic polyacrylamide on key properties of bagasse paper[J]. Carbohydr. Polym., 2014, 99: 311.
[23] Rantanen J, Maloney T. Press dewatering and nip rewetting of paper containing nano- and microfibril cellulose[J]. Nord. Pulp Paper Res. J., 2013, 28(4): 582.
[24] Lavoine N, Bras J, Desloges I. Mechanical and barrier properties of cardboard and 3D packaging coated with microfibrillated cellulose[J]. J.Appl. Polym. Sci., 2014, 131(8): 40106.
[25] Kinnunen K, Hjelt T, Kenttä E, et al. Thin coatings for paper by foam coating[C]. PaperCon 2013, Atlanta, USA: 2013.
[26] Richmond F, Co A, Bousfield D. The coating of nanofibrillated cellulose onto paper using flooded and metered size press methods[C]. Paper Conference and Trade Show 2012, PaperCon 2012: Growing the Future - Co-located with Control Systems, New Orleans, LA, United States: 2012.
[27] Sehaqui H, Zhou Q. Berglund L. Nanofibrillated cellulose for enhancement of strength in highdensity paper structures[J]. Nord. Pulp Paper Res. J., 2013, 28 (2): 182.
[28] Eriksen ∅, Syverud K, Gregersen ∅. The use of microfibrillated cellulose produced from kraft pulp as strength enhancer in TMP paper[J]. Nord. Pulp Paper Res. J., 2008, 23(3): 299.
[29] Hamada H, Beckvermit J, Bousfield D. Nanofibrillated cellulose with fine clay as a coating agent to improve print quality[C]. Paper Conference and Trade Show 2010, PaperCon, Atlanta, United States: 2010.
[30] Nygårds S. Nanocellulose in pigment coatings-Aspects of barrier properties and printability in offset[D]. Linköping, Sweden: Linköping University of Technology, 2011.
[31] Song H, Ankerfors M, Hoc M, et al. Reduction of the linting and dusting propencity of newspaper using starch and microfibrillated cellulose[J]. Nord. Pulp Paper Res. J., 2010, 25(4): 519.
[32] Syverud K, Stenius P. Strength and barrier properties of MFC films[J]. Cellulose, 2009, 16(1): 75.

(责任编辑:马 忻)
The Research of Microfibrillated cellulose and Its Appilcation in Paper Industry: A Review
ZHAN Zheng-feng1TAO Zheng-yi1,2,3,*LIU Zhong2CHEN Xue-ping1
(1. Anhui Shanying Paper Industry Co., Ltd., Maanshan, Anhui Province, 243021; 2. Tianjin Key Lab of Pulp and Paper Engineering, College of Papermaking Science and Technology, Tianjin University of Science and Technology, Tianjin, 300457; 3. State Key Lab of Pulp and Paper Engineering, South China University of Technology, Guangzhou, Guangdong Province, 510641)(*E-mail: taozyi@tust.edu.cn)
With the definition of nano-material, the commonness and difference between MFC and nanocellulose was described. Meanwhile, the methods of MFC preparation were introduced and the present problems about the preparation were summarized. Moreover, the article introduced the potential applications by MFC in paper industry, and the influences of MFC on large-scale production and properties of paper were analyzed. Finally, the opportunities and challenges of MFC in papermaking industry was discussed in brief.
nanocellulose; drainage; coating; barrier property
占正奉先生,高级工程师;主要研究方向:再生纤维生产应用。
2017- 06- 27(修改稿)
本项工作得到了华南理工大学制浆造纸工程国家重点实验室开放基金(201451)的资助。
TS752
A
10.11980/j.issn.0254- 508X.2017.07.013
*通信作者:陶正毅,博士,助理研究员。研究方向:造纸湿部化学。
猜你喜欢
数学小灵通·3-4年级(2024年1期)2024-05-15 02:07:18
东坡赤壁诗词(2023年1期)2023-05-30 12:52:04
青少年科技博览(中学版)(2022年9期)2022-11-01 08:21:30
纺织科技进展(2021年3期)2021-06-09 08:07:14
造纸信息(2021年3期)2021-04-19 00:09:39
陶瓷学报(2021年1期)2021-04-13 01:33:02
西北林学院学报(2021年2期)2021-04-08 00:28:52
浙江农林大学学报(2019年2期)2019-03-25 12:37:40
工业设计(2016年11期)2016-04-16 02:44:42
应用化工(2014年11期)2014-08-16 15:59:13
