连续退火机组炉内炉辊辊型综合优化技术
2017-08-02 00:30白振华王云祥崔亚亚李小峰郭振胜
中国机械工程 2017年14期
白振华 王云祥 王 瑞 崔亚亚 李小峰 郭振胜
1.燕山大学国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,0660042.燕山大学亚稳材料制备技术与科学国家重点实验室,秦皇岛,0660043.冠洲股份有限公司,聊城,252500
连续退火机组炉内炉辊辊型综合优化技术
白振华1,2王云祥1王 瑞1崔亚亚1李小峰1郭振胜3
1.燕山大学国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,0660042.燕山大学亚稳材料制备技术与科学国家重点实验室,秦皇岛,0660043.冠洲股份有限公司,聊城,252500
为解决连续退火过程中带材跑偏、瓢曲等问题,结合单锥度辊及双锥度辊在防治带材跑偏与瓢曲方面的优势与不足,并考虑炉辊热凸度的影响,设计了一套全新的炉辊辊型曲线。以带钢稳定通板作为辊型优化设计的目标函数,建立了一套适用于连续退火炉内炉辊辊型的优化模型。试验结果表明:优化后的辊型使带钢跑偏距离及瓢曲指数明显下降,保证了机组高速、稳定的连续生产。
连续退火;跑偏;瓢曲;炉辊;辊型优化
0 引言
在连续退火生产过程中,带钢的高速稳定通板性往往受到“跑偏”[1-5]和“瓢曲”[6-10]两种缺陷的双重考验,擦边及断带事故时有发生,不但影响生产效率,而且造成产品降级或判废,给企业带来了较大的经济损失,为此,需要对炉辊辊型参数进行合理的优化设计。国内外学者采用有限元法、解析法及实验法等一系列方法对该问题进行了大量研究。王海玉等[11]利用ABAQUS建立炉辊-带钢动态仿真模型,计算了连续退火炉内双锥度辊辊形参数对带钢跑偏的影响,分析了带钢的横向压应力以及产生的瓢曲变形;杨静等[12-13]分别采用有限元法和解析法分析了双锥度辊辊形参数对带钢瓢曲的影响,并以双锥度辊为例,推导了带钢对中力的表达式;ZHANG等[14]用有限元法分析对比了几种不同辊型对带钢的纠偏能力;TETSU等[15]采用理论与实验相结合的方法,给出了不同炉辊锥度下带材临界失稳应力的计算公式。总体来看,以往的研究偏重于对已有辊型进行模拟及参数优化,对产品与辊型之间匹配的研究很少,而且在辊型分析过程中,对炉辊热辊型的影响考虑较少。这样,如何准确设定炉辊辊型,在保证产品质量的前提下实现带钢的稳定通板依然是现场技术攻关的焦点。
1 辊型优化设计的基本原理
连续退火过程中,炉辊辊型主要影响带钢的张力分布状态,进而决定带钢的瓢曲、跑偏趋势及炉内外带钢的板形分布。根据文献[16-17]可知,连续退火过程中,带钢张力的横向分布是由设定总张力、带钢横向温度差、来料板形、炉辊辊型、炉辊水平度与垂直度误差等因素耦合作用的结果,可表示为
σi=f1(t,T,Δt,ΔDi,εi,)
(1)
式中,i为带材横向取梯点序号;σi为横向分布的带钢张力,MPa;t为带材退火温度,℃;T为工艺段设定张力,MPa;Δt为带材横向温差,℃;ΔDi为炉辊辊型分布值,mm;εi为带材来料板形分布值,I(1I=10-5);为设备安装误差值,mm。
考虑到带钢跑偏的根本原因是机组运行中心线两侧的带钢张力及力矩不对称,因此跑偏因子与两侧的带钢张力差及力矩差的绝对值都成正比;根据生产经验及相关研究,跑偏因子与设定张力及摩擦因数的影响成反比;通板速度不是带钢跑偏的根本原因,但当跑偏发生时,带钢跑偏程度与通板速度成正比。根据文献[18],带钢跑偏因子可以表示为
ψ=f2(T,σi,μ,v,B)
(2)
式中,μ为带钢与炉辊之间的摩擦因数;σi为横向分布的带钢张力,MPa;v为通板速度,m/s;B为带钢宽度,mm。
这样,对于一个特定的连续退火工况,带材属性如B、εi、μ等已知,如果给定t、T、Δt、、v等模型系数,联立式(1)、式(2)可将带材跑偏因子用一个以炉辊辊型分布值ΔDi为自变量的函数来表示
ψ=f3(ΔDi)
(3)
与此同时,根据带材瓢曲指数计算模型[19]可知瓢曲指数λ为
λ=f4(σi,h,b,L,B,ΔDi,μ,v)
(4)
式中,h为带钢厚度,mm;b为失稳区宽度,mm;L为炉辊辊身长度,mm。
同理,综合式(1)、式(2)可将带材瓢曲指数λ用一个以炉辊辊型分布ΔDi为自变量的函数来表示
λ=f5(ΔDi)
(5)
除此之外,虽然炉辊辊型也可以通过改变带材的张力分布状态进而影响板形,但效果并不十分明显,连续退火炉内辊型的优化仍需以带材的稳定通板为首要目的。
2 辊型优化的设计方案
2.1 辊型基本曲线的选择
如图1所示,常见炉辊辊型主要有4种:平辊、凸度辊、单锥度辊、双锥度辊。其中,双锥度辊的防跑偏能力最强,单锥度辊的防瓢曲能力最好[13,14,20]。

(a)平辊 (b)凸度辊

(c)单锥度辊 (d)双锥度辊图1 炉辊辊型种类Fig.1 Types of furnace roller profile
辊型优化后的曲线应综合双锥度辊及单锥度辊的优点。首先,考虑到双锥度辊锥度段辊面与带材并不完全接触,即两锥度段衔接处与带材之间会出现悬空,此时,该区域内的带材横断面可被认为是一条弧线,弧线的两端则分别与炉辊的锥度段相切,如图2所示;然后,某些工艺段(加热段)内的炉辊受热凸度的影响,易导致中部下凹,出现M形炉辊[21]。因此,优化后的辊型曲线可采用图3所示形式。
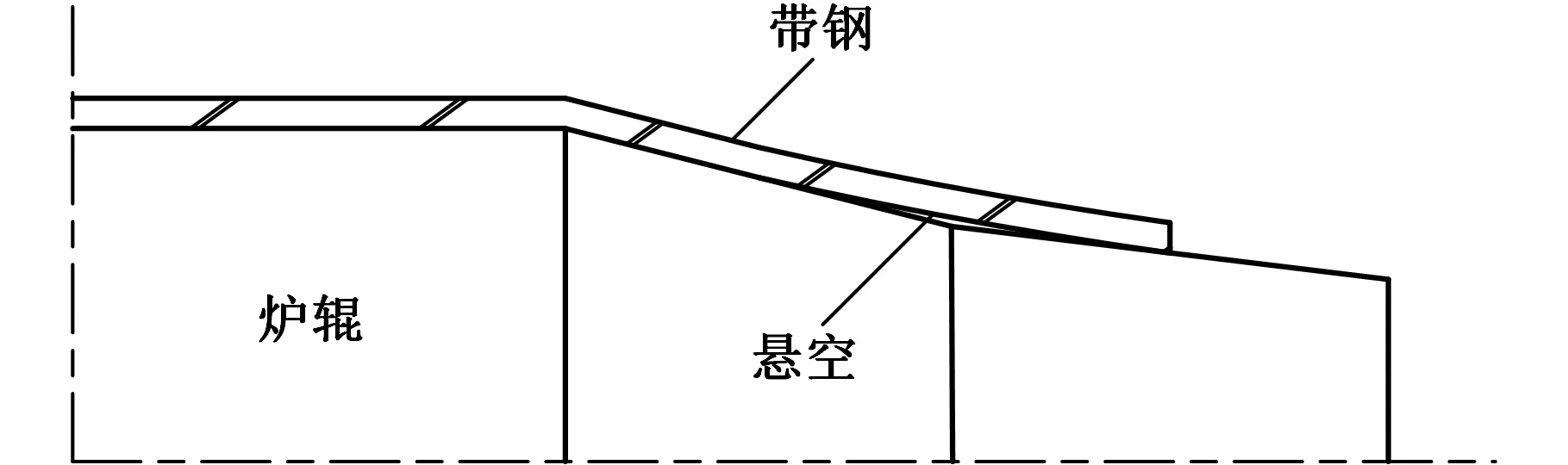
图2 双锥度辊辊面与带材接触状态示意图Fig.2 Sketch of contact state of double taper roller and strip
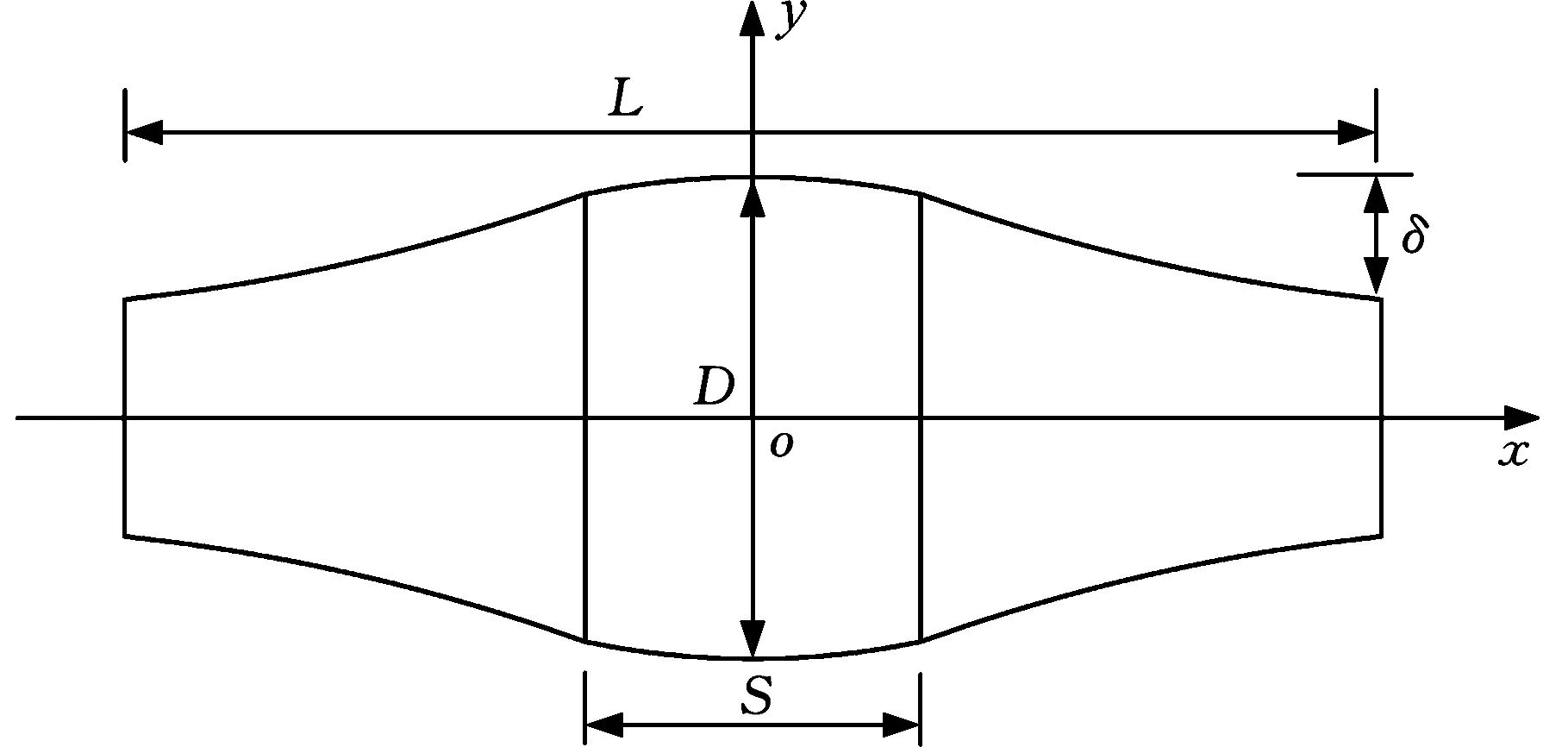
图3 优化后的炉辊辊型曲线示意图Fig.3 Schematic of furnace roller profile curve after optimization
优化后的炉辊辊型曲线具有4个优化参数a、S、δ、k,其辊型曲线方程为
(6)
式中,D0为炉辊原始辊径,mm;a为炉辊中间段曲线系数;S为炉辊中间段长度,mm;δ为炉辊凸度,mm;k为炉辊锥度段曲线拟合次数。
结合式(3)、式(5),带材跑偏因子ψ、瓢曲指数λ可以进一步表示为参数a、S、δ、k的函数:
(7)
2.2 辊型曲线的优化
为了保证带材高速稳定的生产,应在避免带材跑偏的同时杜绝瓢曲事故的出现。对于特定规格的产品,带材稳定通板控制目标函数可以表示为
F(X)=A1ψ/ψ*+(1-A1)λ/λ*
(8)
式中,A1为加权系数;ψ*为机组临界跑偏因子;λ*为机组临界瓢曲因子。
对连续退火机组而言,炉辊辊型曲线的优化目的是通过设计出一种合适的炉辊辊型,使得连续退火过程中,所有典型规格产品的带钢稳定通板综合指标F(X)总体最小。实际生产中,一般选择经常生产M个规格的产品来进行优化,然后再根据各自在总产量中的比例进行加权,越是经常生产的产品,加权系数取得越大。因此,辊型优化设计的控制函数可以表示为
(9)
式中,ξj为第j个规格产品的加权系数,ξj=wj/W;wj为第j个规格产品的总产量;W为机组总产量;ψj为第j个规格产品的跑偏因子;λj为第j个规格产品的瓢曲因子。
这样,辊型曲线的优化设计过程可以描述为:寻找一个最佳炉辊辊型参数X=(a,S,δ,k),在满足约束条件的前提下,使目标函数G(X)最小,具体的计算流程如图4所示。
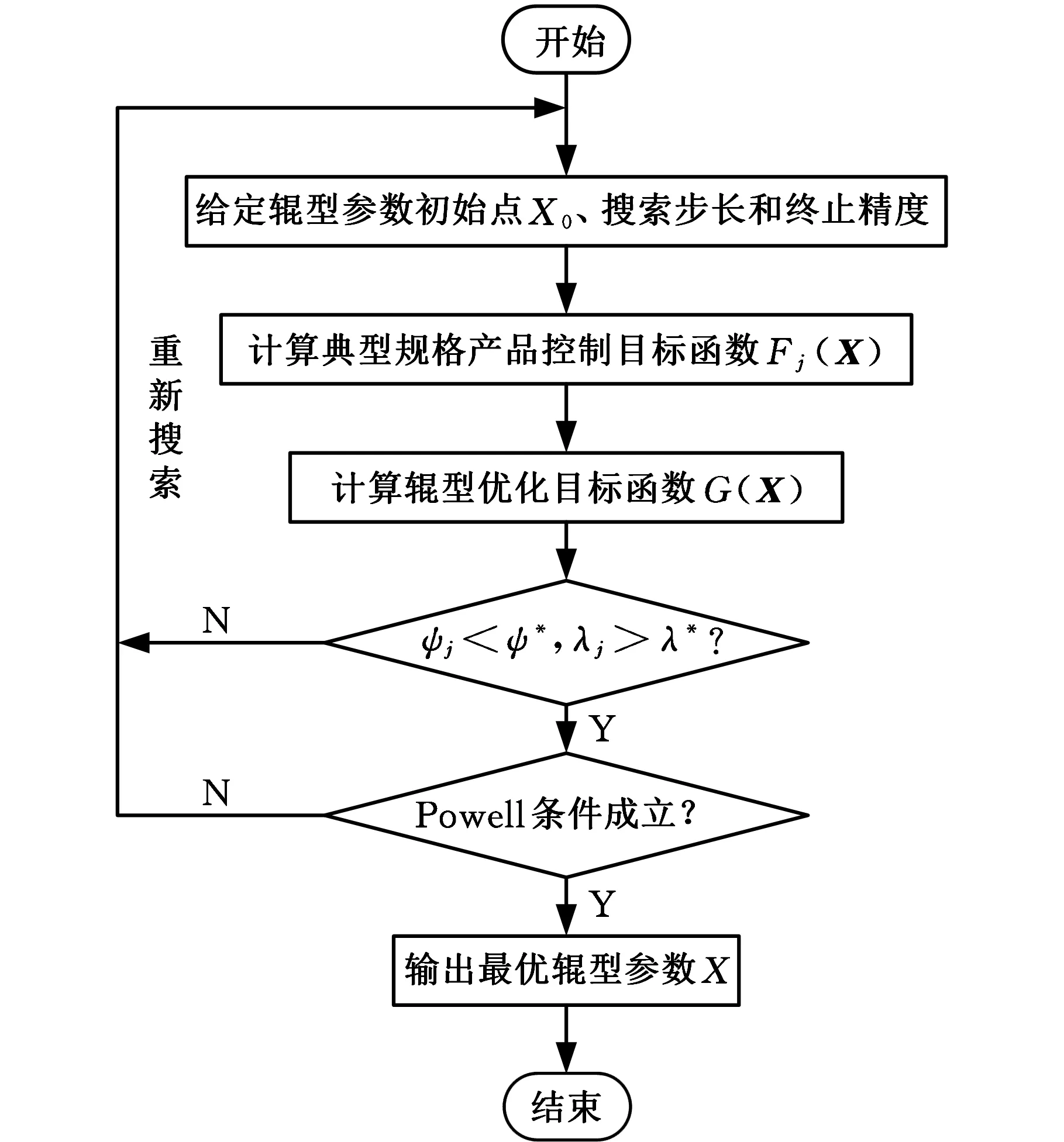
图4 计算流程图Fig.4 Calculation flow chart
3 模型应用
为保证连续退火过程中带钢通板的稳定性,宝钢不锈钢有限公司与燕山大学合作,运用上述相关理论对其连续退火机组炉内辊型进行了相应的优化设计,并编制了“连续退火机组炉辊辊型曲线综合优化设定软件”,利用该软件对现场生产的多种典型规格产品进行试验及数据跟踪,确定了连续退火炉内特定工艺段的辊型曲线,并于2015年6月开始试运行。试验结果表明:优化后的辊型曲线对带钢跑偏及瓢曲的综合控制效果十分显著,带材的跑偏趋势明显降低,有效避免了跑偏擦边现象的发生,瓢曲及断带事故完全杜绝。与此同时,通过对服役6个月后的炉辊辊面观察测量发现,优化后的辊型曲线在一定程度上增大了带材与炉辊之间的接触面积,有效缓解了炉辊表面局部磨损严重的问题,延长了炉辊的服役周期。
为定量说明采用优化辊型的效果,特以宝钢1730连续退火机组典型规格产品(CQ0.5 mm×1020 mm)为例(相关连续退火工艺参数见表1),通过系统监测及模拟计算得到辊型优化前后的纠偏辊(辊号8~15)上的带钢偏移距离及均热段内带材瓢曲指数分布,如图5、图6所示。
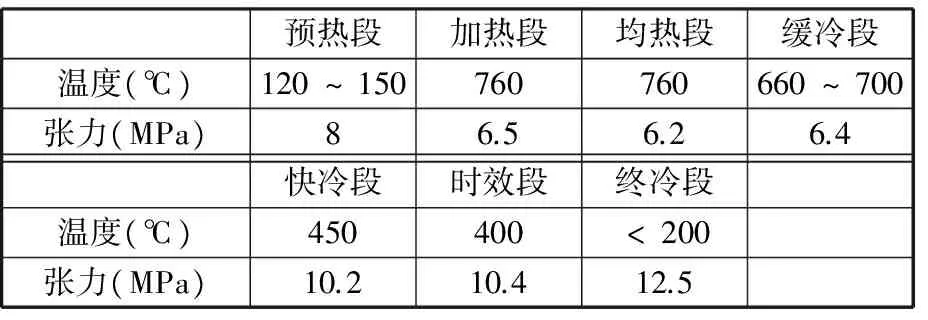
表1 典型规格产品的基本退火工艺参数Tab.1 Basic annealing process parameters of typical productions
由图5、图6可以看出,采用优化辊型后,不但带材跑偏情况得到了有效控制,而且带材总体的瓢曲波动更加平缓,从而保证了带材的稳定通板,因此,优化辊型的效果较为显著。
4 结论
(1)结合连续退火机组的设备及工艺特点,以带材高速、稳定通板为首要目标,提出了一个辊型优化控制函数。
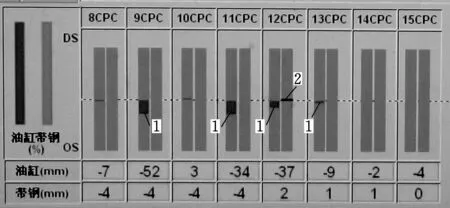
(a)辊型优化前
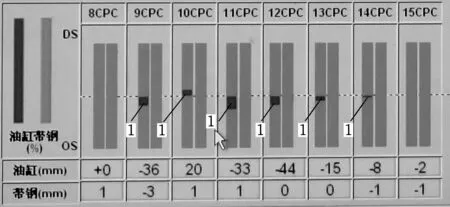
(b)辊型优化后 1.油缸移动距离OS代表操作侧 2.带钢移动距离DS代表传动侧图5 辊型优化前后带钢偏移距离Fig.5 Strip deviation distance before and after roller shape optimization
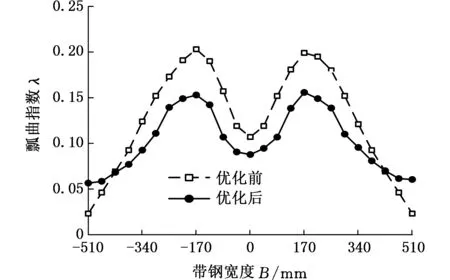
图6 辊型优化前后带钢瓢曲趋势Fig.6 Strip buckling tendency before and after roller shape optimization
(2)综合单锥度辊及双锥度辊在治理带材跑偏及瓢曲方面的优势与不足,并考虑带材与炉辊之间的实际接触状态,以及炉辊热凸度的影响,设计了一套全新的炉辊辊型曲线,并提出了相应的优化方案。
(3)现场试验表明:优化后的辊型曲线对带钢跑偏及瓢曲的综合控制效果十分显著,带材的跑偏趋势完全被控制在机组纠偏能力范围内,且瓢曲波动明显下降。
[1] 况群意,徐启发,徐华文.硅钢连退机组带钢跑偏原因分析与改善措施[J].液压气动与密封,2010(7):12-15. KUANG Qunyi,XU Qifa,XU Huawen. Analysis of Strip Off-tracking for ACL and Improvement Measures[J]. Hydraulics Pneumatics & Seals,2010(7):12-15.
[2] 令狐克志,乔建军,王洋,等.带钢连退热瓢曲与初始板形关系仿真与实践[J].钢铁,2012,47(2):58-61. LINGHU Kezhi, QIAO Jianjun, WANG Yang,et al. Simulation and Practice on Relationship between Heat-buckling and Initial Flatness in CAL[J]. Iron and Steel,2012,47(2):58-61.
[3] 胡广魁.连续退火炉内钢带稳定运行张力分析[J]. 宝钢技术,2010(5):47-50. HU Guangkui. Tension Analysis for Stable Strip Running in a Continuous Annealing Furnace[J]. Baosteel Technology,2010(5) :47-50.
[4] 包仁人,张杰,李洪波,等. 非对称板形对连续退火炉内带钢跑偏的影响[J]. 钢铁,2015,50(5):34-37. BAO Renren,ZHANG Jie,LI Hongbo, et al. Influence of Asymmetric Flatness Errors on Strip Wandering in Continuous Annealing Lines[J]. Iron & Steel,2015,50(5):34-37.
[5] 李会免,刘建雄,李俊洪.连续退火炉内带钢横向张力分布研究[J]. 材料热处理技术,2010,39(4):148-150. LI Huimian, LIU Jianxiong,LI Junhong. Research of Transverse Tension Distribution on Steel Strip in Continuous-annealing Furnace[J]. Material & Heat Treatment,2010,39(4):148-150.
[6] 张清东,刘赟赟,周晓敏,等. 高温带钢的局部宽度内压屈曲及后屈曲分析[J ]. 机械工程学报,2005,41 (3):102-106. ZHANG Qingdong,LIU Yunyun,ZHOU Xiaomin. Local Buckling and Post Buckling Analysis of High Temperature Strip[J]. Journal of Mechanical Engineering, 2005,41(3):102-106.
[7] WANG C M,AUNG T M.Plastic Buckling Analysis of Thick Plates Using P-Ritz Method[J].International Journal of Solids and Structures,2007,44(18/19):6239-6255.
[8] KIM S E,Thai H T,LEE J.Buckling Analysis of Plates Using the Two Variable Refined Plate Theory[J]. Thin-Walled Structures,2009,47(4):455-462.
[9] BRIGHEMI I L. Numerical Buckling Analysis of Compressed or Tensioned Cracked Thin Plates[J]. Engineering Structures,2005,27(2):265-276.
[10] RAHAI A R, ALINIA M M, KAZEMI S.Buckling Analysis of Stepped Plates Using Modified Buckling Mode Shapes [J].Thin-Walled Structures,2008,46(5):484-493.
[12] 杨静,唐荻,苏岚,等. 双锥度辊辊形参数对带钢瓢曲变形的影响[J]. 北京科技大学学报,2010,32(9):1215-1220. YANG Jing, TANG Di, SU Lan. Effect of Double Taper Roller Shape on the Waved Surface of Strips in Continuous Annealing Process[J]. Journal of University of Science and Technology Beijing,2010,32(9):1215-1220.
[13] 杨静,杨进,李卫杰. 连退炉内炉辊的选择与优化设计[J]. 工业炉,2011,33(6):23-27. YANG Jing, YANG Jin, LI Weijie. Selection and Optimization Design of Roller in Continuous Annealing Furnace[J]. Industrial Furnace, 2011,33(6):23-27.
[14] ZHANG Yan, YANG Quan, HE Anrui,et al. Deviation Prevention Ability of Rollers in Continuous Annealing Furnace and Application[J]. Journal of Iron and Steel Research,International,2012,19(12):8-13.
[15] TETSU M, MATSUO A, ITARU A,et al. Effect of Crown on Heat Buckling in Continuous Annealing and Processing Line [J]. Iron and Steel. 1994,80(8):61-66.
[16] 白振华,王瑞,崔亚亚,等. 连退过程带钢张力横向分布模型及其影响因素[J]. 钢铁,2015,50(4):42-48. BAI Zhenhua,WANG Rui,CUI Yaya, et al. Model and Influence Factors of Strip Transverse Tension Distribution in CAPL[J]. Iron and Steel,2015,50(4):40-48.
[17] 白振华,王瑞,张岩岩,等.连退过程中带钢板形在线控制技术[J]. 钢铁,2016, 51(2):64-68. BAI Zhenhua, WANG Rui, ZHANG Yanyan,et al. Shape Online Control Technique of Steel Strip in Continuous Annealing Process[J]. Iron and Steel,2016, 51(2):64-68.
[18] 唐荻,杨静,苏岚,等.连退炉内炉辊热变形对带钢瓢曲变形的影响[J]. 中南大学学报(自然科学版),2012,43(5):1724-1731. TANG Di,YANG Jing,SU Lan. Influence of Roller Thermal Deformation on Strip Buckling in Continuous Annealing Furnace[J]. Journal of Central South University,2012,43(5):1724-1731.
[19] 白振华,陈双玉,钱承,等.连退过程带钢跑偏预报模型及其影响因素[J]. 塑性工程学报,2016,23(2):28-34. BAl Zhenhua, CHEN Shuangyu,QIAN Cheng, et al. Model and Influence Factors of Strip Running Deviation in CAPL[J]. Journal of Plasticity Engineering,2016,23(2):28-34.
[20] 王瑞,白振华,王云祥,等. 连退过程带钢热瓢曲指数及其影响因素[J]. 钢铁,2016, 51(10):92-100. WANG Rui,BAI Zhenhua, WANG Yunxiang,et al. Strip Hot Buckling Index and Its Influence Factors in Continuous Annealing Process[J]. Iron and Steel,2016, 51(10):92-100.
[21] 李志伟. 连续退火机组炉辊辊形的设计与选择[J]. 鞍钢技术,2007(3):33-34. LI Zhiwei. Design and Selection of Fumace Roll Shape of Continuous Annealing Mills[J]. Angang Technology,2007(3):33-34.
(编辑 张 洋)
Comprehensive Optimization Technology of Roller Profiles in Continuous Annealing Furnaces
BAI Zhenhua1WANG Yunxiang1WANG Rui1CUI Yaya1LI Xiaofeng1GUO Zhensheng2
1.National Engineering Research Center for Equipment and Technology of C.S.R,Yanshan University,Qinhuangdao,Hebei,0660042.State Key Laboratory of Metastable Materials Science and Technology,Yanshan University,Qinhuangdao,Hebei,0660043.Guanzhou Co.,Ltd.,Liaocheng,Shandong,252500
In order to solve the problems of strip deviation and buckling in continuous annealing processes, combined with advantages and disadvantages of single taper rollers and double taper rollers in prevention and treatment of the buckling and strip deviation, a new set of furnace roller profile curves was designed, and a set of optimization models suitable for furnace rollers was established in continuous annealing furnaces, with travelling stability of the strips as objective function of roller profile optimization designs. After field production practices, test results show that the roller profiles after optimization make the strip deviation distance and the buckling index decrease significantly, the high-speed and stable continuous productions of the unit are guaranteed.
continuous annealing; deviation; buckling; furnace roller; roller profile optimization
2016-09-29
河北省自然科学基金资助项目(E2016203385);重型机械协同创新计划课题(ZX01-20140400-05)
TG335.5
10.3969/j.issn.1004-132X.2017.14.021
白振华,男,1975年生。燕山大学国家冷轧板带装备及工艺工程技术研究中心教授、博士研究生导师。主要研究方向为机械设计及自动化、轧钢设备及工艺、板形控制及自动化。获国家科技进步一等奖1项,省部级一等奖3项、二等奖5项、三等奖3项。出版专著2部。发表论文100余篇。王云祥,男,1982年生。燕山大学国家冷轧板带装备及工艺工程技术研究中心博士研究生。王 瑞,男,1987年生。燕山大学国家冷轧板带装备及工艺工程技术研究中心博士研究生。崔亚亚,男,1988年生。燕山大学国家冷轧板带装备及工艺工程技术研究中心博士研究生。李小峰,男,1992年生。燕山大学国家冷轧板带装备及工艺工程技术研究中心硕士研究生。郭振胜,男,1978年生。冠洲股份有限公司工程师。
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
大电机技术(2022年3期)2022-08-06
中国钢铁业(2022年4期)2022-07-06
一重技术(2021年5期)2022-01-18
铁道车辆(2021年6期)2022-01-11
河北电力技术(2021年2期)2021-07-29
中国铁路(2020年11期)2021-01-19
制造技术与机床(2019年1期)2019-01-14