储罐集油槽整体提升工艺及稳定性校核
2017-07-24 15:42:04万琳
电焊机 2017年6期
万 琳
(新疆油田公司概预算管理部,新疆克拉玛依834000)
储罐集油槽整体提升工艺及稳定性校核
万 琳
(新疆油田公司概预算管理部,新疆克拉玛依834000)
介绍了一种储罐的倒装施工工艺,即储罐集油槽在罐底上制作完成,然后用电动倒链整体提升,实现整体就位。相比传统的搭设脚手架施工工艺,该项工艺避免了大量的高空作业,有效保证了施工质量、作业人员及设备设施的安全,施工工效是传统工艺的2~3倍。通过对储罐集油槽提升工艺安装过程中稳定性的效核,有效保证了储罐集油槽整体提升过程的安全性,该工艺可以在各类工艺储罐的安装和改造维修工程中推广应用。
储罐;集油槽;整体提升;稳定性
0 前言
工艺储罐改造维修工程中经常需要增设集油槽,这需要在罐主体已经完成的情况下在高空安装集油槽。按传统施工只能搭设环形脚手架高空作业,受脚手架的空间限制,低处向高空运送材料非常困难,操作过程极不安全[1-2]。新疆油田公司采用一种储罐的倒装施工工艺,即集油槽在罐底组装,再整体吊装到高空适当位置与罐壁板组对焊接,避免了上述问题,施工工效有较大提升[3],有效保证了施工质量、作业人员及设备设施的安全。
1 储罐集油槽整体提升工艺
1.1 组对集油槽底板和立板
在罐底按照图纸规定设计放线,将分块预制好的集油槽底板和立板沿着罐壁铺开组对成整体,如图1所示。
1.2 缩径并临时固定集油槽

图1 缩径前集油槽
集油槽外径和储罐的内径相同,为了避免集油槽提升时磨擦或卡在罐壁上,在提升前对集油槽进行缩径预处理,即:组装集油槽时仅焊接立板之间、立板和底板间的焊缝,不焊底板和底板间的焊缝,用小槽钢临时固定以增加集油槽的刚度,同时在集油槽上缩径后留一个搭口,如图2所示。
1.3 安装提升设备、整体提升集油槽
为保证集油槽稳定提升,吊装时采用多吊点同步提升的方法。吊装设备采用电动倒链[4~5],由于单个电动倒链的行程一般约为3 m,为保证有足够的提升行程,采用3台电动倒链串联使用的方法。
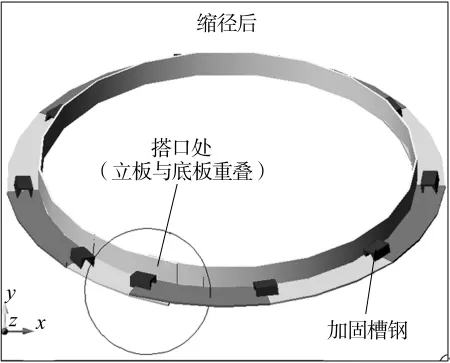
图2 缩径后集油槽
在罐顶靠罐壁开4个均匀分布的倒链口,组焊倒链三角支架,支架外脚的两个着力点固定在罐顶包边角钢上。每3台电动倒链串联成一组,一共4组。在集油槽上各组倒链垂点位置焊接吊耳。起吊前用控制箱调节每个倒链长度,挂接吊耳和倒链,见图3。操作控制箱,同步提升4组倒链,起吊高度达8200mm时(高出设计位置200 mm)停止提升,见图4。
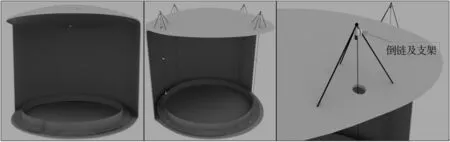
图3 倒链及支架安装示意
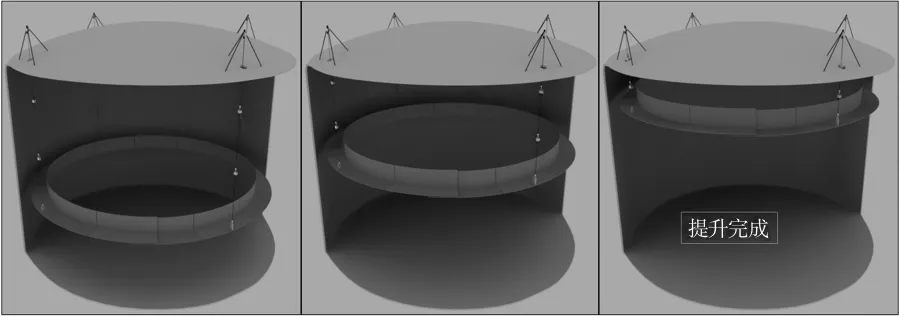
图4 集油槽提升示意
1.4 安装集油槽三角支架
搭设门式脚手架,在沿罐内壁板8 000 mm高度均布安装集油槽支撑三脚架,启动电动倒链,将集油槽整体下落至三角支撑上。
1.5 组对焊接集油槽
拆除集油槽底板上的临时加固槽钢,用千斤顶撑在集油槽搭口处,沿圆周方向将集油槽直径撑大使其紧靠罐壁板,组对焊接集油槽底板及其与罐壁板之间的焊缝,如图5所示。
1.6 拆除提升设备
在施工完毕以后,拆除提升设备,封闭罐顶开孔。

图5 集油槽组对焊接示意
2 稳定性校核计算
2.1 罐顶所受载荷计算
在整体提升集油槽时,由于支架放置在罐顶,罐顶受到额外载荷;需要校核罐顶点A、B、C的强度。罐顶支柱计算示意如图6所示。
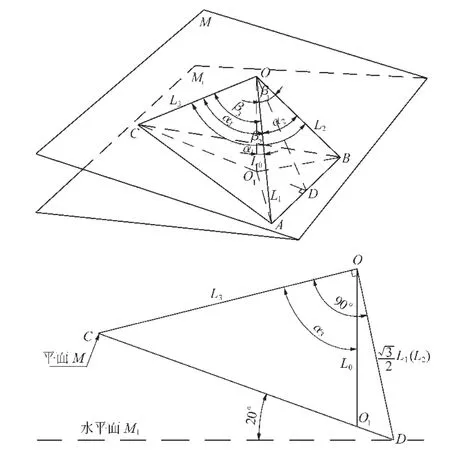
图6 罐顶支柱计算示意
3根支柱尺寸和3个支点尺寸为:L1=L2=1.6 m,L3=2.77 m,Lab=1.6 m,Lbc=Lac=3.2 m。
可得几何关系:△OAB为等边三角形;△OCA、△OCB为直角三角形且两个三角形全等;直线OC⊥△OAB,得OC⊥OD,△OCD为直角三角形。
又 OD⊥AB,OO1为铅垂线,故点 C、D、O1在一条直线上
进而得到 ∠CDO=90°-26.57°=63.43°;∠O1OD=180°-110°-63.43°=6.57°;
根据力学关系得:在平面△OCD力学平衡;N1和N2的合力在△OAB直线OD上;大小为。
水平方向:

垂直方向:

式中 Ni为 Li支杆所受应力,i=1、2、3;Li为支杆长度,i=1、2、3(单位:mm);Lab为支杆端点AB的长度(单位:mm);Lbc为支杆端点 BC 的长度(单位:mm);Lc为支杆端点CA的长度(单位:mm);G为集油槽重力G=30 000 N;n为倒链数量,n=4个;S为罐顶纵、环筋板所围面积(单位:mm2),纵筋间距1 500 mm,环筋为1 375 mm。
由式(1)、(2)可知
由于N1、N2受力均在包边角钢上,罐顶受力很小,故按N3校核;取N3/S=0.86×103/(1.5×1.375)=417 Pa校核。
2.2 罐顶许用临界载荷
集油槽整体吊装工艺顶部三角支架的辅助支腿支撑在罐顶,做稳定性校核。
选取带筋球壳稳定公式

式中 [Pcr]为稳定许用临界载荷(单位:N/m2);R为罐顶壳的半径,R=16 m;t为罐顶厚度半径,t=6 mmtm为折算厚度(单位:cm);D为罐顶板抗弯刚度(单位:N/cm);D1、D2分别为拱顶的径向和环向带筋截面的平均抗弯刚度(单位:N/m);Li为筋间距(单位:m);bi为筋板宽(单位:m);hi为筋板高(单位:m);ν为泊桑系数,取0.3;E为弹性模量,E=200 GPa。计算得[Pcr]=3 960 Pa。
2.3 计算结果
由以上校核计算结果可知,在集油槽整体提升过程中,提升重约3 t的集油槽及辅助工装,罐顶需承受的倒链支架支撑点区域的压强为417 Pa,罐顶带筋球壳稳定许用临界载荷为3 960 Pa。
罐顶需承受的倒链支架支撑点区域的压强远远小于罐顶带筋球壳稳定许用临界载荷3 960 Pa,所以集油槽整体提升工艺的结构稳定,安全系数较高,具有可行性。
3 结论
详细介绍储罐集油槽整体提升工艺的特点,采用集油槽在罐底组装,再整体提升至高空安装就位,施工工效是传统的搭脚手架和台架施工方法的2~3倍;准备工作(支架的搭设和电动倒链安装)不足0.5 d,且可以与其他工序同时施工,整个提升过程仅需5~10 min。该技术安装速度快,工艺简便,高空作业减少,有利于工作面的展开;节省脚手架、支撑台架材料消耗;施工质量好,操作安全。同时通过稳定性的校核,有效保证了储罐集油槽整体提升工艺的安全性。经实践证明,储罐集油槽整体提升工艺具有技术先进、应用效果好等特点,可推广应用于各类工艺储罐的安装和改造维修工程。
[1]杨建强.大型储罐倒装法施工液压提升原理及应用[J].电焊机,2011,41(7):74-76.
[2]张平,杨坚强.大型储罐倒装法施工技术应用[J].中国化工装备,2009(4):40-43.
[3]陈峰.大型钢制立式储罐的导链式倒装法施工[J].化工生产与技术,2002(1):45-47.
[4]吴长贵,谷波,邓卫国等.大型钢制圆筒式储罐的导链式倒装法施工技术[J].石油化工建设,2011(2):66-68.
[5]李结明.用于大型储罐倒装法施工的电动提升工法分析[J].低碳世界,2016(14):236-237.
Whole lifting technology and its stability check for oil tank
WAN Lin
(Budget Management,Xinjiang Oilfield Company,Karamay 834000,China)
A inverted construction technology for storage tank is introduced,namely the whole of oil tank is produced on the bottom o storage tank,and then is lifted by electric chain hoist to make it in place.Comparing with a traditional scaffold construction technology this technology can avoid plenty of aerial work and effectively guarantee the construction quality and the safety of personnel,equipmen and facility,and its construction efficiency is 2~3 times higher than a traditional one’s.And through the stability check of whole liftin technology for oil storage tank,the security of whole lifting process is effectively guaranteed,so that this technology can be popularize and applied in the installation and maintenance engineering of all kinds of storage tanks.
storage tank;oil tank;whole lifting;stability
TG457
B
1001-2303(2017)06-0078-04
10.7512/j.issn.1001-2303.2017.06.17
2017-02-14;
2017-03-28
万 琳(1980—),男,工程师,学士,主要从事储罐施工技术改进和成本控制方面的工作。E-mail:147825908@qq.com。
本文参考文献引用格式:万琳.储罐集油槽整体提升工艺及稳定性校核[J].电焊机,2017,47(06):78-81.
猜你喜欢
大电机技术(2022年5期)2022-11-17 08:13:02
中国特种设备安全(2021年9期)2021-03-02 05:40:32
石油化工建设(2020年1期)2020-08-24 07:02:00
黑龙江电力(2020年6期)2020-03-17 05:28:12
中国交通信息化(2020年12期)2020-02-06 09:09:12
锻造与冲压(2019年7期)2019-04-13 01:10:42
电子测试(2018年15期)2018-09-26 06:02:02
快乐语文(2017年25期)2017-02-17 21:33:58
上海煤气(2016年3期)2016-11-09 06:06:44
水电站机电技术(2014年4期)2014-10-13 08:30:06