
59/80R63无内胎全钢巨型工程机械子午线轮胎的设计
2017-07-23 05:07:40黄振华郭其焰许志展
轮胎工业 2017年4期
黄振华,郭其焰,许志展
(福建省海安橡胶有限公司,福建 莆田 351254)
随着矿山的发展以及人工成本的增加,各矿山业主都在寻求降低成本的方法,如何能在同样的时间内生产更多的矿石成为需要解决的问题。而使用大型自动装卸车就成为很多矿山业主的首选,如国外很多矿山均已使用BELAZ 7560,CAT 797和KOMATSU 970等载质量超过360 t的车辆,这就造成巨型轮胎供应紧张的局面。我公司在进行充分市场调研的基础上,决定开发59/80R63规格的无内胎全钢巨型工程机械子午线轮胎,以增强企业的竞争力。
1 技术要求
根据国家标准GB/T 2980—2009《工程机械轮胎规格、尺寸、气压与负荷》以及TRA—2012《美国轮胎轮辋协会标准年鉴》,确定59/80R63HA681无内胎全钢巨型工程机械子午线轮胎的技术参数为:标准轮辋 44.00/5.0,充气外直径(D′)4 070(3 957.1~4 102.9)mm,充气断面宽(B′) 1 500(1 455~1 635)mm,标准充气压力600 Pa,标准负荷 100 000 kg,轮胎最高速度 50 km·h-1。
2 结构设计
2.1 外直径(D)和断面宽(B)
由于全钢巨型工程机械子午线轮胎的断面宽和直径大,因此在标准充气压力下成品轮胎的外缘尺寸变化较大,国内外也无可参照技术参数。根据我公司在早期产品研发中累积的经验,本设计D取值为4 035 mm,B为1 496 mm。
2.2 行驶面宽度(b)和弧度高(h)
b和h的取值是轮胎设计的关键,是胎冠设计的主要参数,直接影响到轮胎的耐磨性、耐久性及冠部磨耗的均匀性。为了减小轮胎冠部的单位面积压力,延长轮胎的使用寿命,轮胎的载质量越大,则b的取值越大,与B的比值越大,本设计b与B的比值取0.897 7,h与断面高(H)的比值取0.045 0,因此b值为1 343 mm,h值为55 mm。
2.3 胎圈着合直径(d)和着合宽度(C)
胎圈与轮辋的配合不但影响轮胎的气密性,而且与胎圈的拆卸也有较大关系,因此在胎圈着合直径的取值上既要考虑轮胎使用的安全性,又要照顾拆卸的方便性,本设计d值为1 595.4 mm。
全钢巨型工程机械子午线轮胎胎圈着合宽度一般采用大于标准轮辋宽度12.7~25.4 mm(0.5~1英寸)的方法。本设计采用增大25.4 mm的方法,标准轮辋宽度取值为1 117.6 mm,因此C值为1 143 mm。
2.4 断面水平轴位置(H1/H2)
断面水平轴的位置是轮胎厚度最小、变形最大、宽度最大的区域,水平轴偏下或偏上均会对轮胎的使用产生不良影响。如偏上则会产生轮胎肩部早期脱空,偏下太多则会导致胎圈部位脱空。
全钢巨型工程机械子午线轮胎的花纹都很深,而轮胎花纹会不断磨损,这样断面水平轴位置随着轮胎的使用而不断变化,为了保证轮胎使用到后期时断面水平轴位置还处于合适范围,本设计H1/H2为0.87。
轮胎断面轮廓如图1所示。
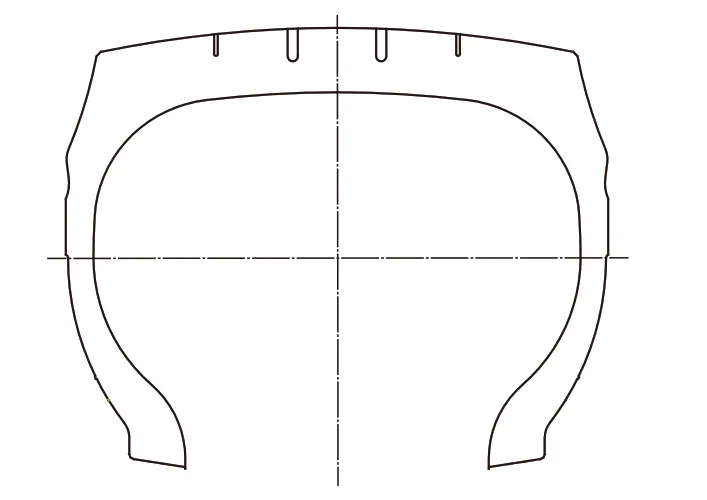
图1 轮胎断面示意
2.5 胎面花纹
本规格花纹适用于矿山载质量360 t以上的自卸车,胎面采用4条纵向和横向花纹沟设计,有利于降低胎冠部的生热。横向沟由中部向肩部逐渐加宽,有利于花纹沟的自洁和提高转向抓着力。花纹深度为92 mm,花纹周节数为36,花纹饱和度为70.2%,花纹代号为HA681。
胎面花纹展开示意如图2所示。
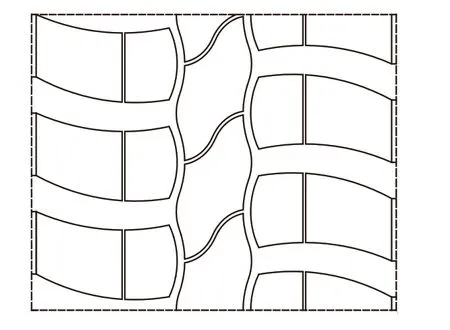
图2 胎面花纹展开示意
3 施工设计
3.1 胎面
由于巨型工程机械子午线轮胎的胎面胶非常厚,如果采用挤出多层贴合法进行胎面成型,势必会产生大量气泡,因此我公司采用挤出机定型缠绕法。胎面采用三方分层缠绕:过渡胶有效降低从带束层到基部胶的强剪切力,基部胶降低轮胎运行过程中的生热,胎面胶满足轮胎正常使用要求。胎面总质量为1 900 kg,其中过渡胶、基部胶和胎面胶的质量分别为150,500和1 250 kg。
3.2 带束层
带束层是子午线轮胎的主要受力部件,而巨型工程机械子午线轮胎中带束层的载质量更大,为保证车辆运行的安全性,带束层的强度必须符合要求。本设计采用6层带束层,其中1#—4#带束层采用7×(3+9+15)×0.245+0.20HT钢丝帘线,5#—6#带束层采用4×6×0.25HE钢丝帘线,安全倍数为9.2。
3.3 胎体
胎体是轮胎的主要骨架部件,除需要承受一定的作用力外,还要保持轮胎充气后轮廓的稳定性。为了满足胎体的特殊要求,本设计胎体采用7×(3+9+15)×0.245+0.20HT钢丝帘线,安全倍数为9.8。
3.4 钢丝圈
钢丝圈采用Φ2.2 mm的回火胎圈钢丝,钢丝成型采用单根缠绕,钢丝圈形状为长六边形,钢丝圈结构为14-15-…-29-…-17-16,总根数为630,安全倍数为5.8。
3.5 成型
成型是轮胎制造过程中的重要工序,由于巨型工程机械子午线轮胎成型部件多、体积大,为保证胎坯在成型过程中的质量,本设计采用四鼓二次法成型机成型。成型鼓直径为1 926 mm,机头宽度为2 905 mm。胎坯外观质量符合要求。
3.6 硫化
选用B59R63-1胶囊,径向伸张为15.5%,周向伸张为12.1%。硫化采用锥形开模蒸锅式硫化机,硫化条件为:过热水硫化,内压力(3.5±0.1)MPa,内温(150±3)℃,外温(135±3)℃,总硫化时间为715 min。
4 成品性能
4.1 外缘尺寸
成品轮胎的外缘尺寸按GB/T 521—2012《轮胎外缘尺寸测量方法》进行测量。充气压力为600 kPa,安装于44.00/5.0轮辋上测量,测得数据如下:充气外直径 4 038 mm,充气断面宽 1 523 mm,均符合设计要求。
4.2 X射线检测
成品轮胎按GB/T 26276—2010《工程机械子午线轮胎无损检验方法 X射线法》检测符合要求,胎侧和胎冠图片分别如图3和4所示。
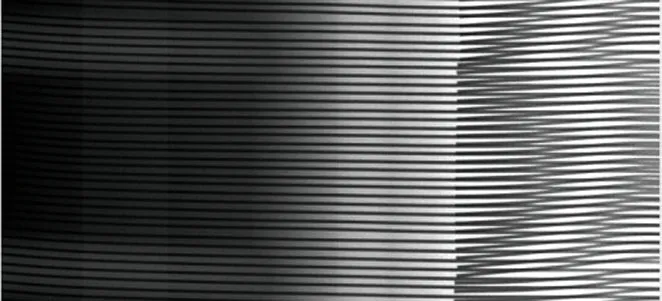
图3 胎侧
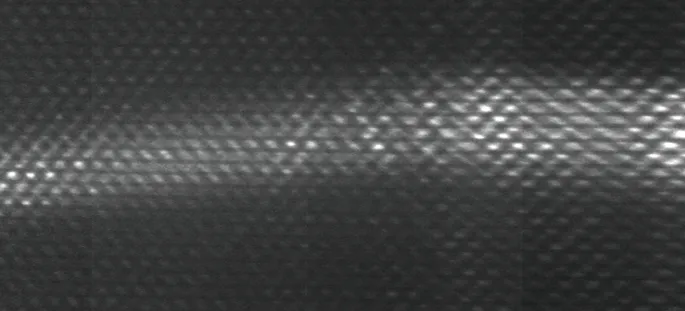
图4 胎冠
4.3 耐久性试验
成品轮胎按GB/T 30193—2013《工程机械轮胎耐久性试验方法》进行耐久性试验,试验条件为:轮胎转鼓直径(5 000±30)mm,充气压力600 kPa,额定负荷 100 000 kg,运行速度 15 km·h-1,试验结果如表1所示。
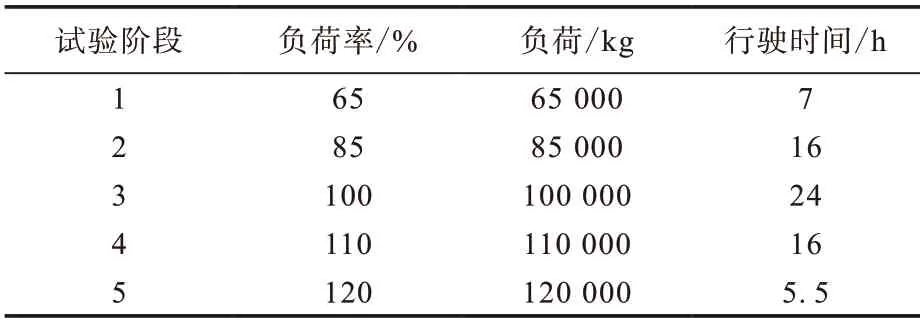
表1 耐久性试验条件和结果
从表1可以看出,成品轮胎的累计行驶时间为68.5 h,符合标准要求,轮胎损坏形式为冠部冒烟,有浓烈气味。
5 结语
59/80R63HA681无内胎全钢巨型工程机械子午线轮胎的外缘尺寸、X光检测和耐久性试验均达到设计和相关标准要求,能满足各类矿山的需求,产品投放市场后反映良好,提高了企业的竞争优势。
猜你喜欢
建材发展导向(2022年10期)2022-07-28 03:04:16
电线电缆(2021年1期)2021-03-29 02:26:56
轮胎工业(2020年1期)2020-07-28 02:52:00
轮胎工业(2020年7期)2020-03-01 16:18:51
轮胎工业(2020年12期)2020-02-28 18:59:17
橡塑技术与装备(2018年5期)2018-03-17 07:10:56
中国机械工程(2015年13期)2015-12-16 12:25:40
橡胶工业(2015年10期)2015-08-01 09:06:00
橡胶工业(2015年6期)2015-07-29 09:20:36
橡胶工业(2015年1期)2015-07-29 08:33:52
