分拣输送机自动控制系统设计
2017-07-10 09:56朱志林
科学与财富 2017年20期
朱志林
(南宁冠领信息技术有限公司 530000)
摘要:随着企业现代化生产规模的不断扩大,立体仓库己成为生产物流系统中的一个重要且不可缺少的环节,分拣输送机是其关键设备。因此各个生产企业都迫切地需要改进生产技术,提高生产效率,尤其在需要进行物料分拣的企业,以往一直采用人工分拣的方法,致使生产效率低,生产成本高,企业的竞争能力差,物料的自动分拣已成为企业的唯一选择。针对上述问题,利用PLC技术设计了一种成本低,效率高的物料自动分拣装置,在物料分拣过程中取得了较好的控制效果。本文主要讲述PLC在物料分拣系统中的应用,利用可编程控制器(PLC),设计成本低、效率高的物料自动分拣装置。以PLC为主控制器,结合气动装置、传感技术、位置控制等技术,现场控制产品的自动分拣。
关键词:自动化立体仓库;分拣输送机;PLC
自动化立体仓库是现代物流系统中迅速发展的一个重要组成部分, 它具有节约用地、减轻劳动强度、消除差错、提高仓储自动化及管理水平、提高管理和操作人员素质、降低储运损耗、有效地减少流动资金的积压、提高物流效率等诸多优点。与厂级计算机管理信息系统联网,以及与生产线紧密相连的自动化立体仓库,更是当今计算机集成制造系统,及制造系统必不可少的关键环节。随着物流大环境的逐步改善,科学技术日新月异的进步,特别是感测技术(激光扫描)、电子标签及计算机控制技术等的引入使用,自动分拣系统在我国发展空间巨大。
1.物料分拣系统的硬件选择
1.1 PLC的种类选择
根据分拣系统的需要配置出I/O对应功能,根据所选择的PLC型号,对本系统中PLC的输入输出端子进行分配。根据材料分拣系统的工作过程由可知,系统的控制有输入信号15个,均为开关量。输出信号有8个,其中一个控制电动机,两個控制指示灯,剩下的控制气阀,也都是开关量。
1.2浮出式移栽台电机的选择(DT56M4/BMG)
步进电机作为执行机构用于带动传输带输送物料前行,与旋转编码器连接在一起。步进电机选用的型号为DT56M4/BMG。三相异步电机是传动机构的主要部分,电动机转速的快慢由变频器来控制,其作用是带传送带从而输送物料。
1.3传感器的选择
1.3.1电感传感器
电感式接近开关属于有开关量输出的位置传感器,用来检测金属物体。它由LC 高频振荡器和放大处理电路组成,利用金属物体在接近这个能产生电磁场的振荡感应头时,使物体内部产生涡流。本系统选用M18X1X40 电感传感器。
1.3.2电容传感器
电容传感器也属于具有开关量输出的位置传感器,是一种接近式开关。当物体移向接近开关时,物体和接近开关的介电常数发生变化,使得和测量头相连的电路状态也随之发生变化。
1.3.3光电传感器
本系统选用系列小型放大器内藏型光电传感器。光电传感器是一种小型电子设备,它可以检测出其接收到的光强的变化。
光电传感器一般由光源、光学通路和光电元件3部分组成。光电检测方法具有精度高、反应快、非接触等优点,而且可测参数多。传感器的结构简单,形式灵活多样,体积小。
1.3.4光电开关
光电接近开关(简称光电开关Z2D-80P)通常在环境条件比较好,无粉尘污染的场合下使用。在本设计中,当工件进入传送带时,传送带上方的光电开关发出的光线遇到工件反射回自身的光敏元件,光电开关输出信号启动输送带运转。
1.4气动装置选用
1.4.1气动系统
气动系统是以压缩空气为工作介质来进行能量与信号的传递,利用空气压缩机将电动或其他原动机输出的机械能转变为空气的压力能,然后在控制元件的控制和辅助元件的配合下,通过执行元件把空气的压力能转变为机械能,从而完成直线或回转运动并对外做功。
1.4.2气动传动
气动传动简称气动,是指以压缩空气为工作介质来传递动力和控制信号,控制和驱动各种机械和设备,以实现生产过程机械化、自动化的一门技术。
1.5变频器
变频器(Variable-frequency Drive,VFD)是应用变频技术与微电子技术,通 过改变电机工作电源频率方式来控制交流电动机的电力控制设备。通过改变电源的频率来达到改变电源电压的目的,根据电机的实际需要来提供其 所需要的电源电压,进而达到节能、调速的目的,另外,变频器还有很多的保护功能, 如过流、过压、过载保护等等。一般逆变器是把直流电源逆变为一定的固定频率和一定电压的逆变电源。变频器输出的波形是模拟正弦波,主要是用在三相异步电动机调速用,又叫变频调速器。
2.分拣输送机自动控制系统的软件设计
2.1控制系统流程图设计
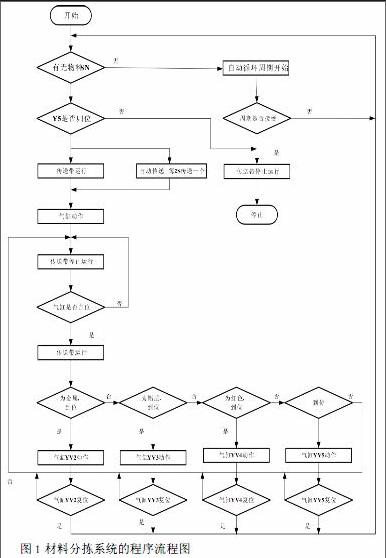
本课题是基于区分材料材质的不同而设计的材料分拣系统,主要是实现对铁质、铝质和不同颜色的材料的自动分拣,根据系统生产工艺的要求,分析各个设备的操作内容和操作顺序,可画出程序流程图,如图1所示:
用高速计数器计数步进电机转过的圈数,来确定物料到达传感器的距离,实现定位功能。
2.2 控制系统程序设计
根据所绘流程图,在STEP7-Micro/WIN40软件中编写梯形图程序。下面对所编写作简要的介绍:
(1)首先I2.0启动后,M0.1得电并自锁,为之后电动机得电做好准备,I2.1为停止按钮。当PLC处于RUN模式时,SM0.1通电一个周期,Q0.0复位清零,并调用子程序。
(2)高速脉冲指令,该程序先将控制脉冲指令的特殊功能寄存器进行初始化,然后当I0.0(下料传感器)检测到有料时,启动PLS(脉冲输出)指令;如果I0.0检测没有物料时,启动定时器T30,延时30秒自动停机。
(3)高速计数指令,首先进行高速计数指令的初始化操作,其中设定预置值为50,当计数至50时,调用中断程序。
(4)中断程序,汽缸动作时,回位限位开关关断,到达动作限位开关时,动作限位开关闭合。
3.总结
为了提高分拣作业的效率,降低人力劳动强度,本文基于PLC技术及MCGS组态软件设计了一种物料分拣系统,结合气动技术、传感器技术等可以实现对不同材质的物料进行分拣。上位机接受到下位机传输的信号通过MCGS组态软件对系统的工作、运行状态进行实时监控显示在用户界面中,并将采集到的数据进行报表显示,实现对整个系统运行的实时监控。该物料分拣系统一方面可以作为教学仪器,用于培养相关的专业技术人才;另一方面其能够连续、大批量的分拣货物,分拣误差率低且劳动强度与传统的人工分拣也大大降低,显著提高劳动生产率,对物流产业有借鉴意义。
参考文献:
[1] 辛征,冯占营,李明.基于PLC的立体仓库输送控制系统研究[J].山东科学,2013
[2] 周奇才,基于现代物流的自动化立体仓库系统及控制技术研究[J]成都:西南交通大学,2002
[3] 葛永国.自动化立体仓库控制系统程序设计与故障诊断[D].天津大学.2003-12.
[4] Keeps Jan Rood Bergen .Design and control of warehouse order picking: A literature review[J];2011