
IE量化类方法下服装生产线平衡的研判
2017-07-07 11:53宋莹
服装学报 2017年3期
宋莹
(辽东学院 服装与纺织学院,辽宁 丹东 118003)
IE量化类方法下服装生产线平衡的研判
宋莹
(辽东学院 服装与纺织学院,辽宁 丹东 118003)
为了提高生产率,以量化类方法作为IE研究的主要手段,通过对服装企业作业程序分析,以作业内容、作业时间及流水线节拍为参数,创建数学模型,并计算得出企业的生产线平衡率;通过对平衡率的研判,将最终确定生产线的生产效率,并对其进行改善。
量化类方法;生产线平衡率;流水节拍; 作业
工业工程(IE)作为一门综合性学科,包含了大量实用性很强的现代企业管理技术,经过不断的丰富和发展,已经成为企业提高生产效率,保证产品质量的直接手段和重要方法,其主要技术包括“方法研究”和“作业测定”。而量化类方法作为IE方法研究的主要支柱,在企业生产过程中为工序分析、流程改善、合理分配等提供了量化数据,成为企业实现生产线平衡的重要手段[1]。
文中通过对IE工程量化类方法系统研究,将其实际应用到服装生产线的策划中,从而得出有效的应用原理、步骤及功能参数,为实现服装生产线的平衡提供理论基础。
1 生产线平衡
1.1 生产线平衡的定义
现代服装生产线多是在作业细分化的基础上,实行多工序流水连续作业。由于各个工序的难易程度、操作人员的熟练程度等有所差异,因而造成不同工序的作业时间不完全相同,工序间的作业负荷不均等,除了工时损耗之外,还会出现资源浪费、生产停滞等问题,从而导致企业的生产效率低下。要想解决以上问题,则必须对生产所需的全部工序时间进行平均化,作业标准化,即实现生产线平衡才能保障生产线的顺利运行[2]。
生产线平衡是指对生产线的全部工序进行负荷分析,通过调整工序间的负荷分配使之达到能力平衡,最终提高生产线的整体效率,这种改善工序间能力平衡的方法也叫瓶颈改善法。在生产线平衡中,各工序所需的作业时间可以通过IE中的量化类方法加以定量,作业时间差异越小,则意味着该生产线的平衡率越高,这也是生产流程设计及作业标准化中最重要的方法[3]。
1.2 生产线平衡的意义
平衡生产线可以减少工作浮余时间,提高作业人员工作效率;减少产品工时消耗,提升机器设备使用效率;提高企业生产适应能力,使硬性生产向柔性生产转变;降低工序制品库存,实现“一个流”的生产模式。
1.3 生产线平衡的计算
服装企业在实际生产中,采用IE量化类方法建立数学模型,对生产线中工作量、所需工作站数量、作业人员数量、工序工时等主要参数进行精确量化,经过验证最终实现生产线平衡,提高生产产能、增加企业效益。该方法在现代企业中得到广泛推广和应用,按照行业标准生产线平衡率要求达到85%以上的为高效生产线,生产线平衡率评判标准见表1[4]。

表1 生产线平衡率评判标准
生产线平衡率的计算方法有两种:
方法一:流水线节拍(Pitch Time)在服装生产过程中,是决定生产线平衡率的重要参数。它可以是一个循环所需时间,即一个动作到下一次重复该动作之间的时间差(Cycle Time)[5];也可以是一个生产周期中最长的工序时间,即瓶颈时间(Bottleneck Time)。
由于服装企业的生产线负荷通常是不均衡的,因此在平衡生产线的过程中,往往采用瓶颈工序作为流水节拍或平衡生产线的参数[6]。通过IE量化类方法得出的数学模型
E=ΣHi/(N·P)
式中:E为生产线平衡率;ΣHi为各工序作业时间总和;N为作业人数;P为流水节拍。
方法二:生产线平衡率等于各个工站实际作业时间的总和除以瓶颈工站的作业时间再乘工站数[7]。据此可以作出生产线中实际的工站安排。通过IE量化类方法得出的数学模型
E=ΣTi/(S·P)
式中:E为生产线平衡率;ΣTi为各个工站实际作业时间的总和;S为工站数;P为流水节拍,在这里即为瓶颈工站的作业时间。
2 实例分析
文中在方法二的基础上,对服装企业生产线的平衡率进行实例分析。
2.1 生产线工序的确定
例如:将某男士西裤作业生产线粗分为12个作业单元[8],作业单元序号及作业内容分别为00前片码边、01后片码边、02缉后省、03做前袋、04做门襟、05做后袋、06做腰、07合缝、08绱腰、09缉脚口、10锁眼、11钉扣。它们之间的顺序和作业时间如图1所示。

图1 作业单元顺序及作业时间Fig.1 Work unit sequence and time of operation
由图1可知,该男士西裤流水线节拍及05做后袋瓶颈作业时间为3.9 min,为了使所有作业能够平衡分配到各个工站,首先列出顺序矩阵,具体见表2。
2.2 位置权重的确定
在表2基础上计算各作业单元的位置权重PW (Positional Weight)并降序排列,具体见表3。位置权重即作业单元的作业时间与所有标记“√”的作业单元作业时间的总和[9],以单元00为例:

PW(00)=ΣT(00),ΣT(03),ΣT(04),ΣT(07),ΣT(08),
注:√表示该单位序号必须先于这些作业完成。
2.3 工站划分
将作业单元进行工站划分,以位置权重PW和流水线节拍为参数,按照降序排列的原则,PW最大的作业单元开始进行分配。首先将作业单元分配到工站1,用流水线节拍P减去工站分配给作业单元的作业时间,得到该工站余下的待分配时间,按照同一方法以此类推,将工站中余下的待分配时间,继续分配给下一个作业单元,直到工站的P时间全部分配完毕或者剩余时间不足以继续进行分配为止。然后开始进行下一个工站的分配,并重复以上的步骤,直到左右作业单元都分配到相对应的工站[10],由表4得出最终的工站划分结果,及各工站中所含的作业单元。
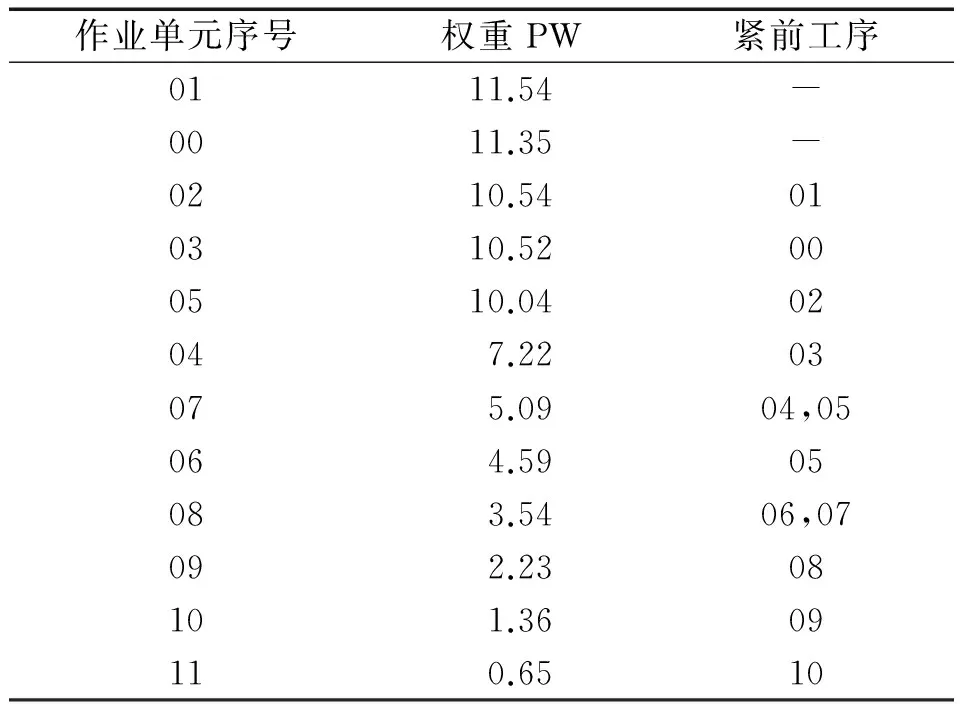
表3 作业单元权重降序排列

表4 作业单元工站分配
由表2可知具体的工站划分结果为:工站1:00前片码边、01后片码边、02缉后省、07合缝;工站2:03做前袋;工站3:05做后袋;工站4:04做门襟、06做腰、10锁眼;工站5:08绱腰、09缉脚口、11钉扣。
将所得结果带入生产线平衡率数学模型E=ΣTi/(S·P)中进行计算研判。
E=ΣTi/(S·P)=(0.83+1.0+0.5+3.3+
2.13+3.9+1.05+1.55+1.31+0.87+
0.71+0.65)/(5×3.9)=91.3%
根据表1生产性平衡率的评判标准可以得出研判结果,该男士西裤生产线平衡率较高,符合企业生产要求。
3 结语
以生产线工作任务、流水线节拍、工序工时为参数,通过IE量化类方法对任务程序进行分析,并创建数学模型,通过计算得出各工序紧前任务、作业单元位置权重等相关数据,并给出接近节拍时间以及符合任务前后关系约束条件的生产线工站设计,最后通过公式计算得出生产线平衡率是否达到行业标准,从而继续完成人员分配等后续工作,使各个工站负荷相当,效率提高。
使用通过IE量化类方法,不仅可以通过公式计算得出生产线平衡率具体数值,同时还可以根据创建的数学模型对效率低的生产线进行改善,对合乎标准的生产线也可以进一步提升效率。具体的改善和提升手段有:分担转移,把某一工站多余的作业任务转移到其他工站;改善压缩,对瓶颈工站的作业内容进行压缩;拆解转移,将一个或多个作业量大的工站任务拆解掉,作业内容转移到其他工站;作业重排,将各个工序重新打乱重新调整排列,以达到最佳效率。
[1] 付向峰.基于IE理论强化生产率管理的实践研究[D].大连:大连理工大学,2002:7-8.
[2] 周云飞.Z公司装配线生产作业改善研究[D].吉林:吉林大学,2015:14-15.
[3] 徐成立.基于IE理论的KEW企业生产现场管理改善研究[D].天津:天津大学,2008:37.
[4] 韩鑫鑫.IE技术在提高B企业组装线生产效率方面的应用[D].苏州:苏州大学,2014:17-18.
[5] 熊灵鹏.LJ公司C地毯生产线平衡研究分析与仿真优化[D].广东:华南理工大学,2014.
[6] 刘东.服装生产线组织设计的实例分析[J].纺织学报,2011,32(6):156.
LIU Dong.Examples of organizational design of clothing production line[J].Journal of Textile Research,2011,32(6):156.(in Chinese)
[7] 蒋晓文,周捷.服装生产流程与管理技术[M].上海:东华大学出版社,2008:110-112.
[8] 吴世刚,穆红.服装典型工序工时定额制定方法[J].纺织学报,2011,32(6):152.
WU Shigang,MU Hong.Man-hour calculation based on typical procedure in garment making[J].Journal of Textile Research,2011,32(6):152.(in Chinese)
[9] 侯世旺.基于IE实用方法系统研究与实现[D].陕西:西北工业大学,2005:25-28.
[10] 陈晓鹏,张组芳,李克兢.服装生产流水线设计和工序分配的优化目标[J].东华大学学报(社会科学版),2005,5(1):56-58.
CHEN Xiaopeng,ZHANG Zufang,LI Kejing.Optimize the design and process allocation of garment production line[J].Journal of Donghua University(Social Sciences),2005,5(1):56-58.(in Chinese)
(责任编辑:张雪,邢宝妹)
Analysis of the Clothing Production Line by IE Quantitative Method
SONG Ying
(School of Clothing and Textile,Eastern Liaoning University,Dandong 118003,China)
In order to improve the productivity,this paper takesthe quantitative methodas the main mean of IE research. The quantitative method creates mathematical models taking operation content, operation time and line rhythm as parameters after analyzing the clothing enterprises operating procedures. And it determines and improves the efficiency of production line through analyzing the balance rate.
quantitative methods,production line balancing rate,pitch time,work
2017-02-25;
2017-04-08。
辽东学院校级科研基金项目(2016QN006)。
宋莹(1973—),女,讲师,硕士。主要研究方向为服装设计与工程。Email:626846848@qq.com
F 768.3
A
2096-1928(2017)03-0208-04
猜你喜欢
昆钢科技(2022年2期)2022-07-08
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
石材(2020年4期)2020-05-25
铁道通信信号(2020年9期)2020-02-06
建材发展导向(2019年10期)2019-08-24
数学大王·趣味逻辑(2019年5期)2019-06-13
小学科学(学生版)(2019年5期)2019-05-21
现代企业文化(2016年1期)2016-12-23
工程建设与设计(2016年1期)2016-02-27
