基于双车同步定位系统的烟草制丝线新型储丝柜的研究
2017-06-30 00:09王超平曹腾朱云霞袁兴闻平
科技创新导报 2017年12期
王超平+曹腾+朱云霞+袁兴+闻平

摘 要:烟丝存储醇化是制丝工艺流程的最后一道关键工序,该工序使烟丝水分更加均匀,将添加的香料在烟丝组织内部均匀渗透。烟丝储柜是专门用于存储烟丝的设备系统,该系统能将烟丝均匀喂料储柜,然后进行烟丝的存储醇化。该文详细分析研究了一种新型的烟草制丝线储柜,研究了烟丝分配车与铺料车双车同步定位系统在烟草储丝柜中的应用,解决了传统储丝柜烟丝分配车与铺料车双车运行不同步错位的问题。
关键词:烟草制丝生产工艺 新型烟丝储丝柜 双车定位系统 双车同步系统
中图分类号:TS4 文献标识码:A 文章编号:1674-098X(2017)04(c)-0124-03
Abstract:Tobacco storage aging process is a last one silk making process, process will cut tobacco moisture more evenly, add spices in tobacco tissue internal uniform infiltration.. Tobacco storage cabinet is specially used for equipment storage system of cut tobacco, the system can be cut into uniform feed storage cabinet, storage and alcoholization tobacco. This paper studies a new type of tobacco shred silo, research on application of the tobacco distribution car shop car car with double synchronous positioning system in the tobacco tobacco storage cabine, solve the traditional silo tobacco distribution vehicle and the shop car double car operation not synchronous dislocation problem.
Key Words:The production process of tobacco;New type of cut tobacco silo;Double car positioning system;Double car synchronization system
烟丝储存醇化工艺过程是制丝工艺的压轴工序,该工序是将已制成的薄片丝、膨胀烟丝,以及梗丝按一定配方的设定比例自动、均匀地参配到烟丝中,通过加香后进入储丝柜进行均匀混合和储存醇化,以使烟丝的水分更加均匀,所加香料也得以在烟丝组织内部均匀渗透。
烟丝储柜系统中的自动喂料匀料系统是核心,该系统稳定可靠地运行才能保证烟丝均勻喂料储存在烟丝储柜中进行醇化;该系统如果不能可靠运行会引起压饼、堆料、烟丝造碎、造成黄斑烟等重大质量隐患,从而带来不必要的经济损失。文章详细分析研究了一种新型的分配车与铺料车双车同步定位均匀喂料系统,解决了烟丝储柜中存在的喂料不均、烟丝分配车与铺料车不同步错位等系统问题。
1 新型烟丝储柜系统和双车同步定位系统简介
1.1 新型烟丝储柜系统
烟丝分配与铺料系统要精确配合控制才能保证烟丝均匀存储在烟丝储柜中,从而保证烟丝醇化效果。如果两系统不能有效配合,会引起烟丝压饼、堆料、造碎等质量问题,造成不必要的经济损失。图1是现场烟丝储柜实物图。
文章研究的烟草新型储丝柜系统功能结构更加优异,尤其是铺料车除了纵向往复运行,还有横向步进运行,增加了其运动控制的复杂性;烟丝分配车与铺料车精准配合控制,通过定位与同步相结合控制保证了烟丝喂料均匀,保证了烟丝在储丝柜中良好醇化,从而提升了烟丝工艺质量。
1.2 双车同步系统
新型烟丝储柜系统的烟丝分配车与铺料车双车同步控制系统由双车同步运动方式和双车同步运动速度构成。
1.3 双车定位系统
新型烟丝储柜系统的烟丝分配车与铺料车双车定位系统由烟丝分配车定位系统与辅料车定位系统组成。双车位置信号通过总线传输给总站PLC系统进行系统整体处理计算,以保证双车的同步运行。
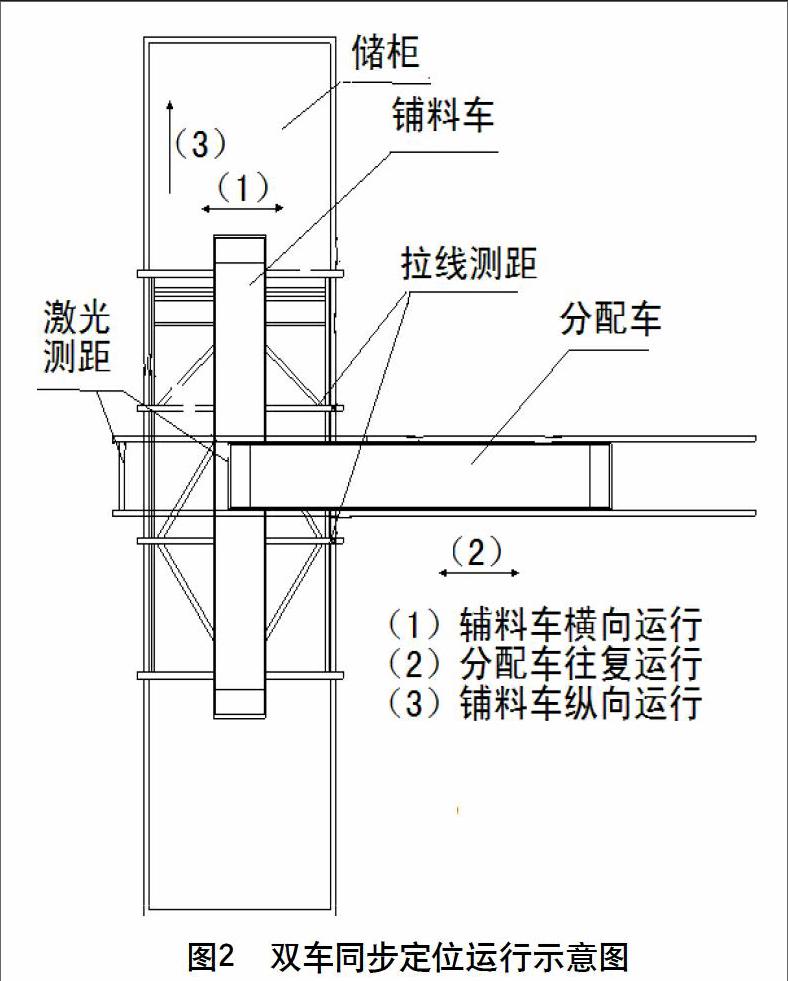
图2是新型烟丝储柜系统的分配车与铺料车同步定位控制运行示意图。
2 双车同步定位控制系统的原理与实现
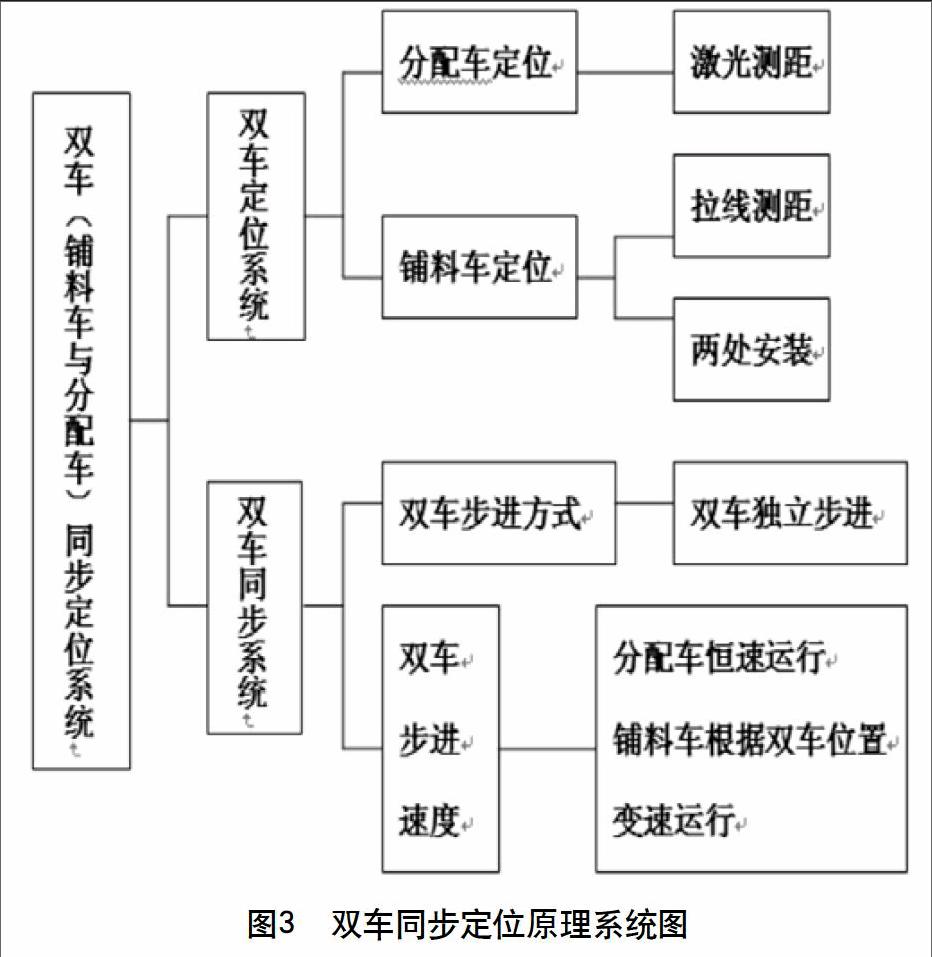
双车同步定位系统主要是保证铺料车的横向纵向运行与分配车喂料运行同步和精确定位。文章提出研究的新型烟丝储柜双车同步定位系统包含双车定位与同步系统,通过精确定位双车距离,精确定位同步,同时铺料车运行速度根据双车位置实时修正速度给定,保证双车同步运行,从而消除了传统储丝柜双车错位、运行不同步、定位不准确的问题。图3是双车同步定位原理系统图。
2.1 双车定位系统原理
双车定位系统主要由分配车定位系统和铺料车定位系统组成。
分配车定位系统采用激光测距的方式,该方式定位精准可靠。在分配车的定位处安装激光测距装置,同时在分配车上安装激光反射板反射激光信号;同时将激光信号传输给本地PLC处理分站进行处理计算距离。
铺料车定位系统采用拉线测距的方式,该方式能克服偏移影响,精确定位保证测距准确。拉线测距装置对称安装在铺料车轨道上,并将拉线的一端固定在铺料车上,同时将信号传输给本地PLC处理系统进行测距。
系统总站PLC处理系统通过总线实时接收双车两站的测距信号,进行整体定位控制,保证双车定位精准,实现同步运行。
2.2 双车同步系统原理
双车同步系统包含双车同步运行方式和双车同步运行速度构成。
双车同步运行方式,该系统采用双车独立运行的方式,双车按照指定位置,并根据当前位置,自动判断运行方向,同时运行,根据定位运行到指定位置。
双车同步运行速度,该系统采用分配车恒速运行,铺料车根据双车定位位置调速运行。双车按照一定速度比的频率给定运行,同时铺料车根据定位实时修正速度,达到精确控制双车速度,克服因打滑或外力阻挡引起的距离差。
2.3 双车同步定位系统软件控制实现
双车同步定位系统软件控制采用工程控制中常用的PID调节控制,PID调节控制以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。
软件控制系统的目标给定为双车定位位置信号、速度基准给定、动态修正系数,PID调节器根据以上数据和工程经验控制系数来实时修正铺料车速度给定,达到双车同步运行的目的,实现烟丝均匀喂料储柜醇化的工艺目的。图4是双车同步定位系统软件实现框架图。
2.4 系统实际应用
双车同步定位系统克服了传统的双车接近开关定位加延时运行方式带来的双车不同步、运行距离不相等、定位不准确、同步不可靠、双车错位等问题。利用其可靠的定位测量距离系统、同步运行控制系统,保证了双车同步定位精准、喂料均匀,提升了烟丝在储柜醇化的效果,提升了烟丝工艺生产的整体水平。将基于双车同步定位系统的新型烟丝储柜应用于实际生产中,效果明显。图5是新型烟丝储柜双车运行实际应用图。
3 结语
烟丝储柜是烟草工艺的压轴工艺环节,烟丝储柜将烟丝、梗丝、香料等工艺成分进一步均匀,使得烟丝水分均匀、香料均匀渗透,充分醇化,提升烟丝的整体工艺质量。
烟丝储柜系统的分配车与铺料车是核心,双车同步定位精准控制才能保证烟丝均匀喂料储柜,实现高质量的烟丝储柜醇化效果。文章研究提出的新型烟草储丝柜双车同步定位系统具有定位精准、同步运行、运行穩定可靠、效果优良等特点,解决了烟草行业制丝线储丝柜分配车与铺料车不同步运行错位的技术难题。
参考文献
[1] 国家烟草专卖局.卷烟工艺规范[M].北京:中央文献出版社,2003.
[2] 陈良元.卷烟生产工艺技术[M].郑州:河南科技学术出版社,2002.
[3] 郭非.智能化烟丝存储柜在烟草加工中的运用[J].科技创新导报,2008(27):240.
[4] 杨煜文,赵宏洲.制丝线烟丝储存与送配置的改造[J].烟草科技,2002(1):27-28.
[5] 伍建忠.烟草企业成品烟丝储柜的设计建模及其应用研究[J].科园月刊,2008(6).
[6] 闫洪喜,王德吉,金宗达,等.卷烟工艺储柜堵料的故障原因分析及其解决方案[J].自动化博览,2010(11):60-62.