
一种卷烟设备烟支规格切换方法的改进
2017-06-28 14:22吴富强
成都工业学院学报 2017年2期
曾 峰,吴富强
(河北白沙烟草有限责任公司保定卷烟厂,河北 保定 071000)
一种卷烟设备烟支规格切换方法的改进
曾 峰,吴富强
(河北白沙烟草有限责任公司保定卷烟厂,河北 保定 071000)
ZJ17卷接机组由于在产品不同规格变换时,需要对设备进行相应的零部件更换、调整。其中烟支切割鼓轮浮圈的调整由于操作空间、调整位置、人员配合、操作方法等原因,耗时较长,精度难以保证,对烟支质量造成影响。为了解决这一问题,设计出多个方案,通过试验、比较,选择出最优方案,制作出一套浮圈调整的定位套、定位块等。安装完成后浮圈调整精度误差在0.2 mm以内,调整时间由原来的25 min降低到1 min左右。通过总结经验,另外对滤嘴切割装置、靠拢鼓浮圈等部位也进行了改进。
烟支切割鼓轮;浮圈;定位套;定位块
PROTOS070卷接机组是由德国HAUNI公司设计制造,ZJ17(YJ17卷烟机+YJ27接装机)卷接机组则是国家局引进、吸收其技术后的国产化机型,它以其结构紧凑,运行稳定可靠,现广泛装备于各卷烟制造企业。随着烟草行业面临的宏观经济下行压力和行业“增长速度回落、工商库存增加、结构空间变窄、需求拐点逼近”等新形势和新问题以及卷烟产品市场化取向改革进程的推进,不同规格产品的设备切换情况逐步增多,而设备切换后运行效率、产品质量成为突出的问题。如何缩短设备切换时间、精确调整、减低劳动强度成为烟草企业新的课题。本文就YJ27接装机设备切换过程中,烟支切割鼓轮浮圈的调整方法进行改进,以缩短其改造和调整时间、提高切割精度,保证产品质量。
1 原理及结构介绍
如图1[1]所示,YJ27接装机烟支切割鼓轮的作用是将双倍长度烟支分切成2支长度相等的烟支,2个浮圈将双倍长度的烟支逐渐推到切刀的中间位置,同时切割导轨托附烟支,以免切割时烟支发生滚动而掉下。
图1 烟支切割鼓轮示意图
烟支切割鼓轮轮体由内外两轮体通过定位销、螺钉装配而成。轮体中空,外径为216 mm,共有18条承烟槽,两轮体中间形成0.5 mm宽的切割槽。在轮体上安装有浮圈装置。浮圈装置由浮圈、滚轮、滚轮臂和调节杆组成。滚轮臂及滚轮强制使两浮圈成一定角度,转动调节杆可调节两浮圈最窄处的距离。浮圈相对切刀槽应对称,并且在未装滚轮臂时,浮圈内缘与槽缝中心距离应为烟支长度加8 mm,装上滚轮臂后,两浮圈在最窄处为双倍烟支长度[2]。
设备切换是指为适应柔性化生产需要,在生产不同规格产品前对设备作出的调整,其中包括对ZJ17卷接机组平准器部分、SE传动部分、烟支切割系统、无嘴烟支传送系统、滤嘴供给系统、滤嘴切割系统、滤嘴传送系统等部组件的更换和相关尺寸的调整。其中产品的不同规格是指(以84 mm长度成品烟支为例):20 mm滤嘴段+64 mm无嘴烟支段、25 mm滤嘴段+59 mm无嘴烟支段、30 mm滤嘴段+54 mm无嘴烟支段等规格。
2 存在问题及分析
YJ27接装机在更换不同规格烟支的设备切换时,烟支切割鼓轮需要更换,并调整内外两浮圈最窄处间隙,同时保证浮圈相对切刀槽应对称。以3人同时进行设备切换的模式,64 mm变换为59 mm烟支情况为例,烟支切割鼓轮部分工作存在以下问题:
1)从工作进度上看,当调整浮圈间隙时,刀头喇叭嘴行程正在进行中,同时滤嘴切割装置正在调试中,因此3名工作人员会集中在一处,相互影响。
2)从烟支切割鼓轮在设备上所处位置来看,该鼓轮与浮圈处在SE卷烟机、MAX接装机拐角处,不利于调节螺杆的操作。
3)调节杆设计为细牙单头螺纹,规格为M6 mm×0.75 mm,即导程=0.75mm,旋转一周滚轮臂仅移动0.75mm,一次设备切换,64mm烟长变换为59mm烟长时,包括拆卸、安装,两调节杆共需要旋转(64-59)/0.75×2+外调节杆初始量×2≈13.7(圈)+外调节杆初始量×2,螺纹脏污时尤其费时费力。
4)没有专用的量具可以快速、准确将浮圈一次性调整到位。通常需要开机试运行,反复调整。
3 解决方案
3.1 游标卡尺测量
使用游标卡尺测量滚轮臂在其轴上的位置,通过加减5 mm数据,转动调节杆进行调整。此方案具有较好的实施性、经济性,但是,调整精度难以保证,多次调整后存在较大累计误差。以59 mm、64 mm两种规格互相切换为例进行外侧调节杆调整试验,测量数据如表1所示。
表1 试验统计
使用游标卡尺进行测量的方法虽然简单,但容易产生人员误差,多次调整后误差不易控制。方案予以否定。
3.2 制作专用量棒
将量棒放入鼓轮槽中,中间的定位片置于烟支切割鼓轮中间刀槽中,盘动设备,使量棒处于两浮圈最窄处,即两滚轮相对处,调整内外浮圈至轻轻接触量棒两端。

图1 量棒示意图(单位:mm)
加工量棒后,以目标为64 mm烟长规格为例,使用量棒进行10次调整试验,结果如表2所示。
表2 试验数据统计
由表2可知,浮圈间隙调整精度得到有效保证,但是耗时均值为25 min,时间较长。另外,59 mm烟长切换为64 mm烟长时,应先调宽两浮圈间隙,否则极易损坏量棒中间定位片。本方案可以作为精调的基础。
3.3 制作专用浮圈辅助装置
3.3.1 制作调整块
如图2所示,在设备切换时无需对调整杆进行调节,直接使用调整块改变滚轮臂轴向位置。
图2 调节块示意图
前提条件说明:在设备切换过程中,如图2所示,调节杆4位置保持不变,加或减固定厚度的调整块(例如5 mm),可以达到调整两浮圈间隙的目的。但同时存在问题是在设备切换过程中,需要拆卸外浮圈,因而需要将滚轮臂脱离浮圈,增加多余操作步骤和调整工作。
3.3.2 紧固方法的确定
采用旋转紧固环的方法,可以旋转滚轮臂脱离浮圈,而紧固环上有两个顶丝进行固定,取消靠近鼓轮一方的顶丝,更换另一顶丝为M6内六角螺钉以加强固定。

图3 顶丝位置
主要存在问题是紧固环带动滚轮臂旋转后不能精确恢复到原来位置,需要重新测量调整。
3.3.3 设计制作定位套
定位套紧贴紧固环,对紧固环轴向定位[3]。
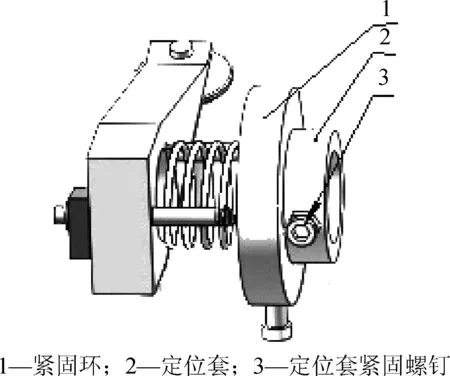
图4 定位套
该设计思路造成的问题则是定位套只能起到轴向定位的作用,滚轮臂旋转后角度和轴向位置不能精确定位,影响切割质量。
3.3.4 定位套的定位
在定位套上安装定位螺钉,将紧固环上的圆柱销延伸到定位螺钉位置。

图5 定位套定位螺钉
本方案在拆卸外浮圈时无需拆卸外调节杆,仅需松开紧固环上的固定螺钉旋转滚轮臂;恢复时有定位套进行轴向、纵向双定位,保证恢复到原来位置。浮圈的间隙调整也无需旋转调节杆,仅需按压滚轮臂加减定位块。由此提高了烟支切割鼓轮浮圈拆装的便利性,缩短了浮圈间隙调整时间,保证了调整精度,保持了设备原有功能的完整性。
4 方案实施
4.1 设计制作定位块
根据烟支长度规格差异性,选择相应厚度的材料。例如:64 mm与59 mm烟长之间设备切换时,选择64-59=5 mm材料。最终选择5 mm厚度的有机玻璃(也可选用尼龙、铝、钢等)。现场测量相关尺寸,设计图纸(如图6所示)制作了定位块[3]。
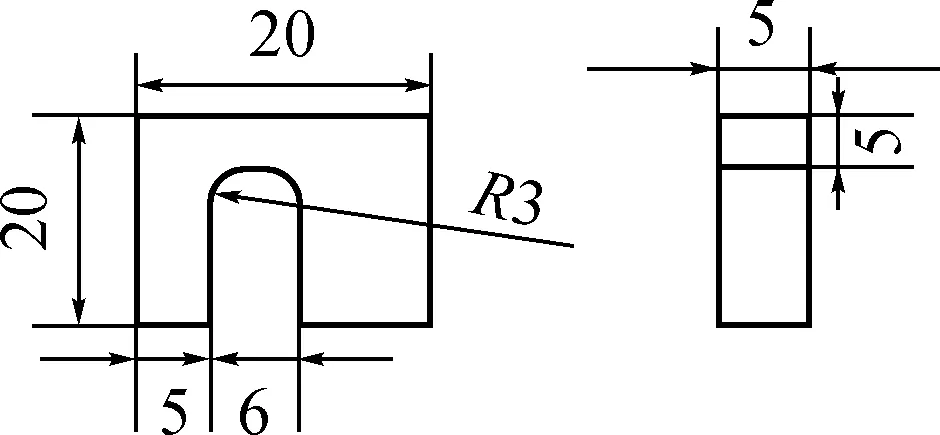
图6 定位块
4.2 紧固环的改进
将外侧紧固环上的圆柱销沿轴向向内侧移动10 mm,将紧固环上靠近鼓轮一侧的紧固顶丝取消,将另一个紧固顶丝更换为M6内六角螺钉。
4.3 设计制作定位套
现场测量相关尺寸,设计图纸,制作定位套[4]。
4.4 安装与调试
首先拆卸外侧滚轮臂、外侧浮圈,拆卸分离鼓、进烟鼓、切刀、烟支切割鼓轮左上导轨及鼓轮,取出外侧紧固环两个紧固顶丝,取下紧固环;然后将定位套装到支撑轴上;安装烟支切割鼓轮及左上导轨、分离鼓、进烟鼓、外侧浮圈,安装外侧紧固环、滚轮臂;将定位块安装到内侧调节杆上,用方案2中的专用量棒调整浮圈间隙为128 mm,锁紧外侧紧固环紧固螺钉;移动定位套紧贴外侧紧固环,逆时针旋转定位套至定位螺钉紧贴紧固环上的圆柱销,锁紧定位套紧固螺钉;松开外侧紧固环螺钉,取下紧固环及滚轮臂组件,锁紧定位套定位螺钉,再安装外侧紧固环及滚轮臂组件;外侧紧固环及滚轮臂组件沿轴向紧贴定位套,周向顺时针紧贴定位套定位螺钉;取出专用量棒,安装切刀,完成安装。
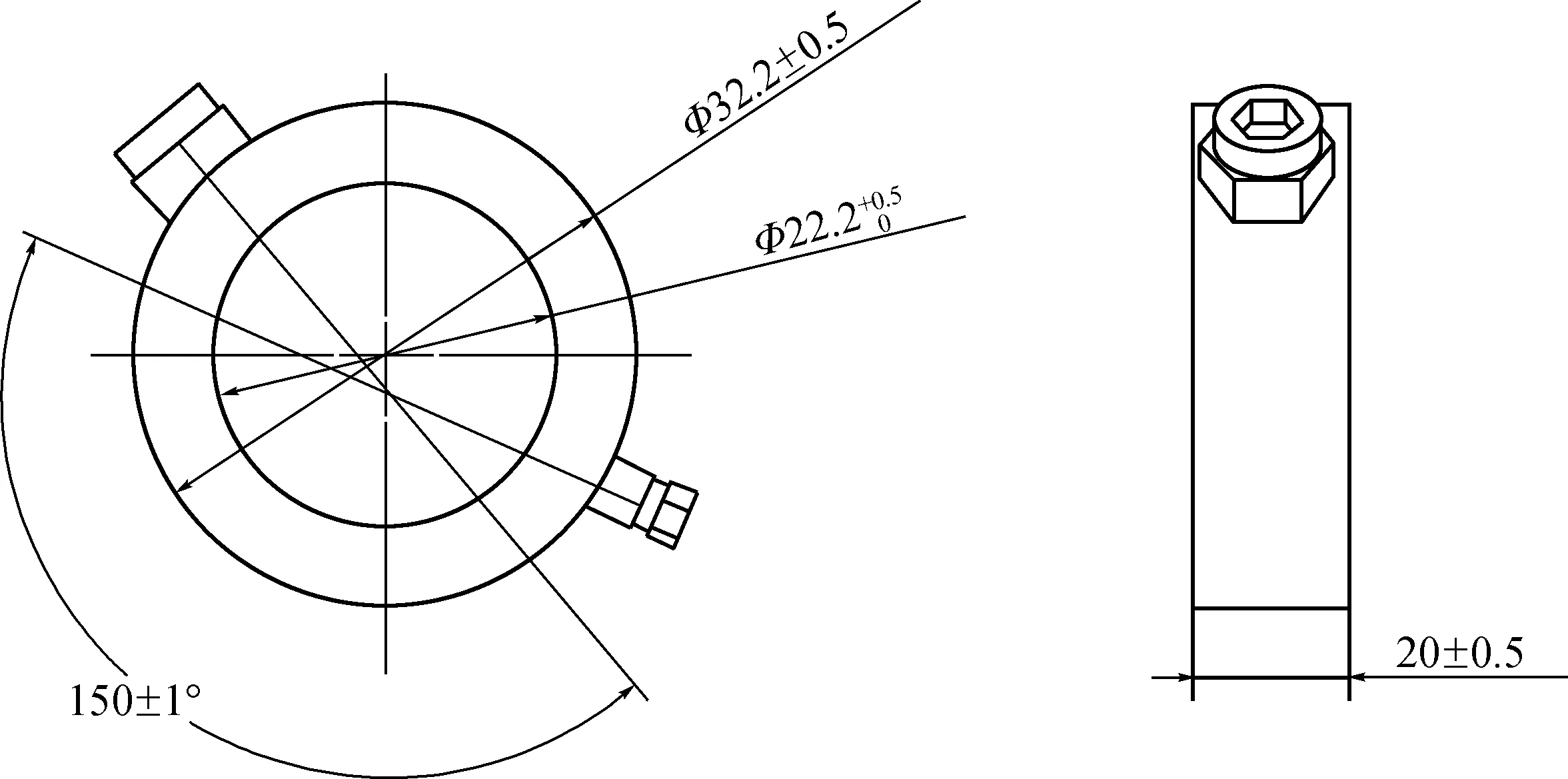
图7 定位套

图8 改进后结构示意
改进后,下次设备切换时只需松开外侧紧固环螺钉,逆时针旋转紧固环及滚轮臂组件,即可取下外侧浮圈及烟支切割鼓轮拆卸;烟支切割鼓轮安装后,紧贴定位套顺时针旋转外侧紧固环及滚轮臂组件,使之紧贴定位套定位螺钉,随后锁紧紧固环螺钉;然后将定位块从内测调节杆上取下,安装到外侧调节杆上,即可实现浮圈由64 mm到59 mm烟长的切换。
4 效果验证及结论
项目改进后,进行了10次模拟试验,测量数据如表3所示。

表3 改进后试验数据
由表3可知,单次不同烟支长度规格的YJ27接装机设备切换中,烟支切割鼓轮浮圈间隙的调整时间由原来的25 min缩短为0.99 min,调整精度误差平均0.04 mm,不存在累计误差情况。
因此,可以得出2个结论:1)定位套双定位作用可以使浮圈滚轮臂在拆装后快速准确恢复到原来位置;2)定位装置可以快速准确调整直线尺寸。根据结论1),继续制作了相同的定位套,安装于靠拢鼓紧固环处,设备规格切换时,更换靠拢鼓后能够快速准确调整浮圈间隙到要求尺寸。根据结论2),制作了滤嘴切割装置导轨支架定位套,大大缩短了滤嘴切割装置改造、调整在设备规格切换时的时间。
[1]常德烟草机械有限责任公司技术开发部.ZJ17备件清单[Z].常德烟草机械有限责任公司,2015.
[2]常德烟草机械有限责任公司技术开发部.ZJ17(A)卷接机组备件图册[Z].常德烟草机械有限责任公司,2011:762-769.
[3]高钟秀.钳工基本技术[M].北京:北京金盾出版社,2006:183-256.
[4]焦守家,赵显禄.机械制图[M].北京:化学工业出版社,2012:186-197.
Improvement of Cigarette Specification Switching Method for Cigarette Equipment
ZENGFeng,WUFuqiang
(Hebei Baisha Tobacco Co.,Ltd.Baoding cigarette factory,Baoding 071000,China)
When ZJ17 products are changed in different specifications,equipment needs to be replaced and adjusted accordingly.The cigarette cutting drum float adjustment is difficult to ensure accuracy due to the operation space and adjust position,operation methods and other reasons,which is time-consuming and has the impact on the quality of cigarettes.In order to solve this problem,a number of schemes are designed.Through experiments and comparisons,an optimum scheme is selected,and a set of positioning sleeves and positioning blocks for floating rings are made.When the installation is completed,the adjustment error of the floating ring is within 0.2mm,and the adjustment time is reduced from 25 minutes to 1 minutes.By summing up the experience,the filter cutting device,the closer drum,the floating ring and other parts are also improved.
cigarette cutting drum;floating ring;locating sleeve;locating block
10.13542/j.cnki.51-1747/tn.2017.02.009
2017-05-20
曾峰(1979—),男,工程师,学士,研究方向:烟机设备管理与维修,电子邮箱:hljlusk@sina.com。 吴富强(1979—),男,工程师,学士,研究方向:烟机设备管理与维修。
TS452
A
2095-5383(2017)02-0038-05
猜你喜欢
港口装卸(2022年3期)2022-07-06
江苏安全生产(2022年12期)2022-02-06
装备维修技术(2021年40期)2021-11-22
烟草科技(2021年7期)2021-07-28
设备管理与维修(2021年1期)2021-03-05
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
冰雪运动(2019年2期)2019-09-02
电子制作(2018年22期)2018-12-21
商品与质量(2018年41期)2018-04-15
阅读(中年级)(2016年11期)2017-01-23
