
降低纯涤纶纱毛羽的浆纱工艺实践
2017-06-27 08:12赵双军曹红梅
纺织科技进展 2017年6期
赵双军,曹红梅
(陕西工业职业技术学院 化工与纺织学院,陕西 咸阳 712000)
降低纯涤纶纱毛羽的浆纱工艺实践
赵双军,曹红梅
(陕西工业职业技术学院 化工与纺织学院,陕西 咸阳 712000)
采用高压上浆工艺通过在不同压榨条件和压浆力下,对纯涤纶条子布和府绸经纱分别在祖克浆纱机和津田驹浆纱机上进行浆纱生产,并对上浆纱的相关指标进行了测试分析。结果表明,采用“高压浆力、双浆槽、双浸三压、湿分绞、后上蜡”工艺路线,对于降低纯涤纶纱线毛羽和提高上浆纱质量很有利。
纯涤纶纱;浆纱工艺;压榨条件;压浆力
涤纶纤维表面光滑,摩擦力较小,纺纱时在离心力的作用下纤维易被摔出形成纱线毛羽;而且纯涤纶纱线毛羽多而长,刚性大,不易伏贴,增加了织造难度。因此使纱线毛羽伏贴,减少3 mm以上有害毛羽尤其重要。
本文以实际生产中的纯涤纶条子布和纯涤纶府绸为试验对象,采用高压上浆工艺,通过设计不同压榨条件和压浆力进行实际上浆生产,同时测试上浆纱的各项指标并与原纱进行比较,从中选出使纯涤纶纱毛羽伏贴和增加强力的最佳上浆工艺,以提高纱线织造性能和生产效率。
1 试验部分
1.1 材料和设备
产品1:T19.5×(T19.5+M80/T20 18.5 )425×299 160条子布,产品2:T12.5×T12.5 539×322.5 160府绸。
上浆用料:PVA-1799;磷酸酯淀粉;FZ-2上浆剂;JS-1变形PVA;丙烯酸ZXW-1;SLMO-96;防腐剂NL-4;抗静电剂。
测试仪器:YG171毛羽测试仪;SYG732型抱合力测试仪;HD021N电子单纱强力仪(南通宏大)。 浆纱设备:祖克S432浆纱机;津田驹HS20-Ⅱ型浆纱机。
祖克浆纱机配备有机械式张力控制装置,引纱辊,连成一体的主、辅浆槽,双浸四压压浆形式,橡胶包覆的微孔结构上浆辊;津田驹HS20-Ⅱ型浆纱机配备有电子式张力控制装置,无引纱辊,分开的主、辅浆槽,双浸三压压浆形式,垂直方向引纱方式。
1.2 浆料配方
为满足“重被覆、顾渗透、小伸长、浆膜完整均匀、便于退浆、环境污染小”的上浆工艺要求,选择高浓低黏浆料,并采用“高浓、高压、低黏”上浆工艺,其浆料配方如下:
配方A:PVA-1799 25 kg;JS-1变性PVA 25.0 kg;FZ-2上浆剂37.5 kg;丙烯酸ZXW-1 25 kg;SLMO-96 2.0 kg;抗静电剂2 kg。
配方B:PVA-1799 12.5 kg;JS-1变形PVA 50.0 kg;FZ-2上浆剂25.0 kg;丙烯酸ZXW-1 25 kg;SLMO-96 2.0 kg;抗静电剂2 kg。
1.3 浆纱工艺方案
纯涤纶产品上浆难表现在三个方面:(1)不易上浆。涤纶是疏水性纤维,浆液不易对其润湿,难浸透吸浆,使纱线带浆少易产生表面上浆。(2)织物往往经密较大,造成上浆辊处经纱覆盖大,纱线不易均匀被覆。(3)毛羽伏贴效果差。涤纶纤维表面光滑易产生滑移,浆料不易黏附毛羽,在织造时受摩擦和静电作用易产生新毛羽。
1.3.1 不同压榨条件方案
为满足前述上浆工艺要求,设计了三种不同压榨条件下的上浆工艺方案,如表1、表2所示。
1.3.2 不同压浆力方案
产品1采用津田驹HS20-Ⅱ型浆纱机,压浆力设置为10~14 kN,上浆工艺方案见表3。
产品2使用祖克浆纱机,压浆力在低速时设置为5~10 kN,高速时设置为11~15 kN,采用不同配方,以及不同压浆力(后上蜡)条件下对浆纱性能进行对比测试。上浆工艺方案见表4。

表1 产品1在不同压榨条件下的上浆方案

表2 产品2在不同压榨条件下的上浆方案

表3 产品1在不同压浆力下的浆纱方案

表4 产品2在不同压浆力下的浆纱方案
注:n1为浆纱车速5 m/min;n2为浆纱车速80m/min。
2 结果和分析
2.1 不同压榨条件下的上浆纱性能
在不同压榨条件下,两只产品的上浆纱性能测试结果见表5、表 6。

表5 产品1在不同压榨条件的上浆纱性能

表6 产品2在不同压榨条件的上浆纱性能
从表5-6可看出,纯涤纶纱线上浆后,确实达到了贴伏毛羽、增强耐磨、保伸的上浆目的;但不同的压榨条件所达到的效果不同,而且差异较大。产品1在津田驹浆纱机上生产时2#方案较好,产品2在津田驹浆纱机上生产时1#方案较好,对有害毛羽伏贴和提高纱线强力两方面效果显著。
2.2 不同压浆力下的上浆纱性能
在不同压浆力下,两只产品的上浆纱性能测试结果分别见表7、表 8。
由表7可知,在压浆力为13kN,浆纱速度为40m/min时,对纱线毛羽的伏贴效果较其他压浆力条件下的好。

表7 产品1在不同压浆力下的上浆纱性能

表8 产品2在不同压浆力下的上浆纱性能
注:n1为浆纱车速5 m/min;n2为浆纱车速80m/min。
由表8可知,浆纱车速为高速时压浆力为14kN和低速时为9kN的3#方案,对毛羽的伏贴效果较其他压浆力条件下的好。
2.3 织造效果
在织造车间适宜温度25~31 ℃,相对湿度65%~75%条件下,由于上浆纱毛羽伏贴较好,浆纱质量较高;因此织机开口清晰,综丝上纤维集结成球现象少,布机断头大幅度降低。提高了织机生产效率和产品质量,织造效果如表9所示。
3 结语
浆纱机的压榨条件对纯涤纶纱线毛羽伏贴有一定作用,采用光面、不锈钢材质的压浆辊对伏贴毛羽有一定效果。不同产品在选择适当浆料配方前提下,压浆力的大小对上浆纱质量有较大影响。采用“高压浆力,双浆槽,双浸三压,湿分绞和后上蜡”工艺路线,对于降低纯涤纶纱线毛羽和提高上浆纱质量很有利。
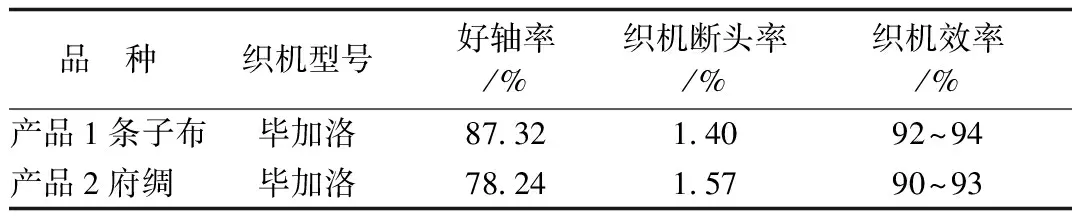
表9 两只产品的织造效果
[1] 本德萍,郭晓玲.高比例含涤混纺纱浆料配方的优化设计[J].棉纺织技术,2003,39(5): 50-52.
[2] 闫怀义,于艳飞,续跃平,等.涤棉产品采用双变性淀粉的上浆实践[J].棉纺织技术,2011,39(3): 58-59.
[3] 武友勤,万 明,钱 现,等.高涤织物毛羽伏贴的浆纱研究[J].广西纺织科技,2003,29(3):11-13.
2017年度印染企业20强名单发布
近日,中国印染行业协会开展中国印染企业20强评选活动。经企业申报,协会根据评价体系测评,评选出2017年度中国印染企业20强。
2017年度中国印染企业20强名单:
盛虹集团有限公司 青岛凤凰印染有限公司 愉悦家纺有限公司 鲁泰纺织股份有限公司 三元控股集团有限公司 华纺股份有限公司 宜兴乐祺纺织集团有限公司 浙江航民股份有限公司 浙江美欣达印染集团股份有限公司 山东如意数码科技印染有限公司 浙江红绿蓝纺织印染有限公司 江苏新凯盛企业发展有限公司 辽宁华福实业股份有限公司 绵阳佳联印染有限责任公司 浙江富润印染有限公司 绍兴飞亚印染有限公司 辽宁宏丰印染有限公司 常州旭荣针织印染有限公司 浙江同辉纺织股份有限公司 福建凤竹纺织科技股份有限公司。
(中国印染行业协会)
Practice of Sizing Technology in Reducing Pure Polyester Yarn Hairiness
ZHAO Shuang-jun, CAO Hong-mei
(Institute of Chemical Engineering and Textile, Shaanxi Polytechnic Institute, Xianyang 712000, China)
High pressure sizing process was adopted under different squeezing conditions and squeezing pressure, sizing process for pure polyester stripes and poplin warp on Suker sizing machine and Tsudakoma sizing machine was carried out, respectively. And the relevant indicators were tested and analyzed. The results showed that the high squeezing pressure, double sizing box, double-dip-three-nip, wet split, after-waxing process for reducing the pure polyester yarn hairiness and improving the quality of sizing was very beneficial.
pure polyester yarn; sizing process; squeezing conditions; squeezing pressure
2017-02-23;
2017-04-28
赵双军(1984-),男,陕西宝鸡人,讲师,主要研究方向:纺织品生产跟单,E-mail:292706325@qq.com。
TS105.2
B
1673-0356(2017)06-0012-03
猜你喜欢
纺织学报(2022年9期)2022-09-22
纺织标准与质量(2022年2期)2022-07-12
纺织高校基础科学学报(2021年4期)2022-01-26
中国民间疗法(2021年13期)2021-08-30
棉纺织技术(2021年4期)2021-07-14
中国民间疗法(2020年22期)2021-01-07
棉纺织技术(2020年8期)2020-08-24
纺织学报(2019年5期)2019-05-30
纺织科技进展(2018年8期)2018-08-29
纺织学报(2018年6期)2018-06-25
