烧结配混料自动控制系统开发与应用
2017-06-26 10:43:41李锐锋
山西冶金 2017年2期
李锐锋
(山东省冶金设计院股份有限公司,山东济南250101)
烧结配混料自动控制系统开发与应用
李锐锋
(山东省冶金设计院股份有限公司,山东济南250101)
介绍烧结配混料自动控制系统开发与应用,控制系统采用西门子S7-400系列PLC,实现配混料整个工艺自动化控制,解决了生产过程中物料配比及混合料透气性问题,从而提高烧结矿产品质量。
配料控制混料水分控制西门子PLC
面对严峻的社会经济环境,钢铁行业正面临减产、节能、提高产品品质等压力。如何做好节能、提高产品品质,就是要控制好钢铁生产过程中的各个环节。对烧结生产过程中,烧结配料及混合工序是烧结生产过程中重要一环,对提高烧结矿质量和节能起到关键作用,本文介绍控制配混料自动化控制系统开发与应用。
1 工艺流程
配混料是烧结生产工艺中的一环,工艺设备包括混匀铁料仓、燃料仓、生石灰料仓、白云石料仓、返矿料仓、圆盘给料机、皮带秤、混合皮带、一次混合机、二次混合机等。混配料工艺流程:根据工艺要求设定混匀铁料、焦粉、生石灰、白云石和返矿配比,并设定总料量、选择下料仓号、算出各仓设定下料量。在通过控制给料机下料,称量皮带称量,混合料通过混料皮带、一次混料机、二混皮带、二次混料机、输送皮带到烧结机混合料仓。其在混料过程中,一次混合及二次混合时加水,配水系统根据混合料水分要求自动配水。
2 控制系统组成
烧结配料自动化控制系统采用集电气、仪表、计算机(即三电)于一体的自动化控制系统,在生产过程中,完成生产过程的数据采集和初步处理,数据显示和记录,数据设定和生产操作,执行对生产过程的连续调节控制和逻辑顺序控制。通过人机接口界面进行人机对话、修改过程参量并改变设备运行状态,对其控制的生产过程进行监视和控制,监控画面带操作记录,重要数据存储在历史数据库里保存。
控制系统主要由PLC硬件及软件组成。硬件配置采用西门子S7-400系列PLC,上位机监控站采用当前主流配置工控机;系统软件配置,操作系统软件为WINDOWS 7,编程软件为西门子STEP7,监控软件为西门子WINCC。
实现系统所有联锁设备的顺序启停,并满足工艺提出的相关生产功能要求。
在配料PLC室设置非冗余PLC系统,I/O采用远程站模块化分布式I/O系统,完成系统上所有参数的数据采集及过程控制。
网络配置图见图1。

图1 网络配置图
3 控制功能
3.1 配料顺序控制
配料混料设备联动,按照料流方向,逆启顺停。自动操作选择“顺启选择”或者“齐启选择”,系统打到自动位,点击“配混启动”按钮,梭式布料器,烧-1皮带,转2-1皮带,二混滚筒,二混-1皮带,一混滚筒,一混一皮带,给料机和皮带秤顺次启动。给料机和皮带秤控制模式分“顺启”与“齐启”两种。“顺启”是根据选中仓对应的给料机和皮带秤设备按仓号顺序启动;“齐启”根据选中的仓号对应的给料机和皮带秤设备同时启动。系统保护:“急停”会使系统中的所有设备停机。
单仓下料量自动控制系统框图见图2。

图2 单仓下料量自动控制系统框图
3.2 配料量料单控制
配料量控制是根据烧结机用料量及混合料仓料位为依据,控制总料量。根据混合料成分、总料量、各料仓所占比例确定各仓下料量。
本料设置参数单分为选仓;总料量设定;单仓百分数设定,料种自动分配。1)选仓。点击要选择的仓,选好后会显示绿色。2)总料量设定。对下料量的总量设定,也是其他仓下料量设定的基础。
3)料种自动分配。选择自动计算,在总配比栏设定每种料的下料量设定值,在其下部选择自动,在选择的仓启动后,自动根据称量皮带的运行数量分配设定值,当称量皮带停止时,设定值会自动平均分配到其他运行的仓。
自动计算料量公式:
混匀料量=混匀料配比×配料总量。
单仓混匀料配比=混匀料量配比/N(N为称量皮带的运行数量)。
单仓混匀料=单仓混匀料配比×配料总量。
3.3 混料配水控制
混料配水控制,在一次混合时加入水,在二次混合时加入热水或者蒸汽,控制混合料水分含量。混合料水分控制是建立在原料平衡计算的基础上,通过输入原料的净质量和湿质量以及混合料的目标水分,自动计算出不同阶段混合料的加水量。
其控制方式有两种:一种以计算水为控制基础来控制圆筒前的加水阀,即在整个配料过程中,对各种物料进行累计计算,以此值作为测量值,与目标值进行比较,来控制加水阀门的开度;另一种是利用圆筒后的水分检测仪测出混合料中的含水量,以此值作为测量值,与目标值比较,来控制加水阀门的开度。当二者有一方不精确时,可选择另一方作为控制依据,如果二者皆可通过模型进行修正计算来控制,亦可各取50%作为控制量。在一次混合、二次混合前都加水,一次混合是粗略加水,二次混合系精确加水。为了使二次混合加水更为精确,模型利用一次混合后测水值作为二次混合加水的参考值,从而形成前馈控制。
控制流程图见图3。
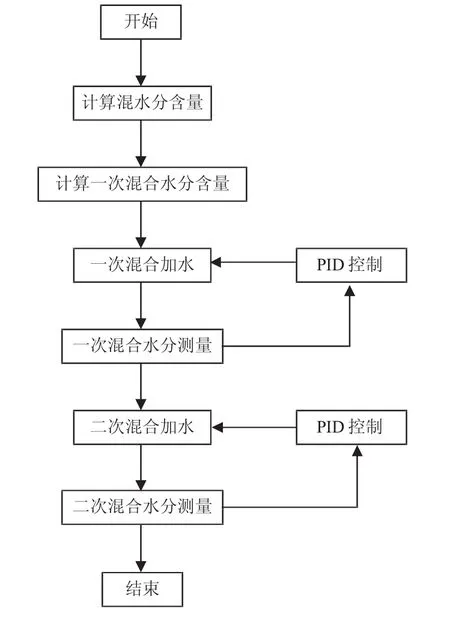
图3 配水控制流程图
4 结语
本控制系统在山东某钢铁厂烧结厂应用,实现配料控制精准,混合料水分控制稳定,对烧结矿品质、成品率都有提高。同时烧结实现自动化控制,为企业提高产量、生产效率、人员工作效率作出贡献,获得用户好评。
(编辑:苗运平)
Development and App lication of Automatic Control System for Sintering M ixture
LIRuifeng
(Shandong Province M etallurgical Engineering Co.,Ltd.,Jinan Shandong 250101)
This paper introduces the development and application of automatic control system for sintering proportion and mixture.The control system uses SIEMENSS7-400 series PLC,realizes the automatic control of thewhole process of sintering proportion and mixture,and solves the problem of the ratio ofmaterial and the permeability ofmixture,so as to improve the quality of sintering products.
proportion control,moisture controlofmixture,SIEMENSPLC
TP273
A
1672-1152(2017)02-0067-02
10.16525/j.cnki.cn14-1167/tf.2017.02.25
2017-03-07
李锐锋(1981—),男,硕士研究生,毕业于辽宁科技大学,现在山东省冶金设计院股份有限公司工作。
猜你喜欢
设备管理与维修(2022年18期)2022-10-25 07:56:58
上海计量测试(2022年5期)2022-02-16 05:59:00
机械管理开发(2021年8期)2021-09-21 11:58:58
橡塑技术与装备(2021年11期)2021-06-16 05:43:14
科技风(2018年15期)2018-05-14 08:39:00
环球市场(2017年32期)2018-01-06 08:55:52
电子制作(2016年21期)2016-05-17 03:52:46
化纤与纺织技术(2015年1期)2015-12-26 03:33:39
广州大学学报(自然科学版)(2015年4期)2015-12-23 11:50:08
发明与创新(2015年30期)2015-02-27 10:39:52