数字化毛纺集聚纺集体落纱细纱机电气控制系统浅析
2017-06-22 12:54李宏松陈祖英邹太迎
纺织报告 2017年5期
李宏松,陈祖英,邹太迎
数字化毛纺集聚纺集体落纱细纱机电气控制系统浅析
李宏松,陈祖英,邹太迎
(常州同和纺织机械制造有限公司, 江苏常州 213025)
介绍了数字化电气控制系统在毛纺集聚纺集体落纱细纱机上的运用设计与应用,该设计使用可编程计算机PCC(Programmable Computer Controller以下简称:PCC)控制器控制,同时配置10.2英寸触摸屏进行系统监控、系统操作及数据监控。全机采用CAN总线通讯和以太网集体监控方式控制纺纱和落纱联动,从而实现了生产速度提高、用工量减少、生产成本降低。
数字化;集聚纺;毛纺细纱机;电子牵伸;电子升降;触摸屏;集体落纱;效果
0 前言
毛纺纺纱工序中毛纺细纱机是最主要关键的设备,我国传统的纺织行业是劳动密集型行业,正面临着招工困难,用工成本节节攀升的困境。提出了节能增效、降低用工成本、优化设备性能;提高设备高端化、智能化、数控化、柔性化,从而实现高速、节能、环保的效果。因此,纺织机械的升级换代迫在眉睫。
当今的纺织企业正处于由传统的劳动密集型向高效、自动、连续、智能的现代化纺织企业转变;纺织设备的工业化革命已经到来;数字化总线通讯控制技术在毛纺细纱机上运用将大幅度提高毛纺细纱机的自动化、数字化、智能化。控制系统使用可编程计算机PCC控制器控制,不但提高了控制精度,还解决了小型可编程序控制器(Programmable Logic Controller以下简称:PLC)解决不了的技术难题,从而生产管理过程中提出的技术难题、技术缺陷都可以很好的解决。为我国纺机设备快速向智能化、数字化、机电一体化提供了方向,与国家工信部、中国工程院共同制定《数控一代设备创新工程行动计划》不谋而合。
1 数字毛纺细纱机控制系统概述
同和TH588JL系列毛纺细纱机整个控制系统选用可编程计算机控制器(PCC)控制整机的纺纱及自动落纱过程。系统有电子凸轮协同升降,钢领板位置停车断电记忆、停车手动改变钢领板位置再次开车自动寻找停车位置功能;高位始纺协同起纱降板(主机启动钢领板延时下降,时间触摸屏可调)功能;中途落纱、定长落纱、定高落纱功能;集落启动前巡回清洁器安全位停车功能;落纱后集体落纱选择自动启动功能;集体落纱后选择自动开启主机纺纱功能;集体落纱后选择自动走管功能;可以根据客户需要随时修改锭子的速度,十段速度曲线自动运行。
机器运行数据(锭速、罗拉速度、捻度、牵伸倍数、机器效率等)实时显示;配备自动换班、手动换班功能;系统各执行元件独立调试功能;系统报警提示及系统监控功能;PCC系统模块自诊断实时提示功能;集落位置数据设定及修改功能;用户权限密码设定及修改功能;
运用数字化CAN总线提高了系统的抗干扰能力,系统运行安全、可靠。
2 、电气控制系统设计简介
2.1 控制框图[1][2][3]
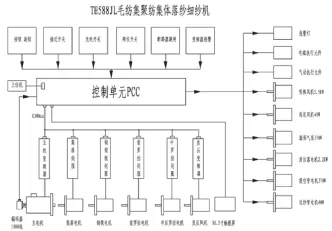
2.2 主机传动部分
主轴变频驱动及电机、主轴制动器、前罗拉和中后罗拉伺服及驱动系统、吸毛风机、集聚纺负压变频驱动及电机、自动清花电机、定时加油润滑总成、巡回清洁装置、钢领板升降伺服系统、低压保护开关、继电器及接触器。
2.3 集体落纱部分
升降伺服驱动及电机、摆动气缸、钢带输送变频驱动及电机、导纱板翻转气缸、满纱管输送电机、自动理管箱筒管提升电机、低压保护开关、继电器及接触器。
2.4 信号检测与保护部分
2.4.1 主轴、前罗拉、后罗拉测速传感器
2.4.2 钢领板最低位置、最高位置保护传感器
2.4.3 集落升降电机最低位置、最高位置保护传感器及零位检测传感器
2.4.4 拔纱检测与保护光电开关
2.4.5 各气缸位置检测传感器
2.4.6 送管计数与检测光电开关
2.4.7 负压检测开关
2.4.8 清洁器安全位置检测传感器
2.5 可编程计算机控制器(PCC)[2]
该部分由CPU模块、CAN通讯模块、电源模块、输入输出模块组成,实现纺纱自动化、全过程信号检测与运行协调控制,实时数据处理、运算、本机监控、上位机现场总线网络传输机器状态;实现所有机台中央控制室、手机客户终端:集中监控、集中生产管理,智能化远程维护、监控、诊断功能。
2.6 人机界面
人机界面与可编程计算机控制器(PCC)实现通讯可设定机器功能配置(图1)、运行参数、工艺参数(图2、3)等。
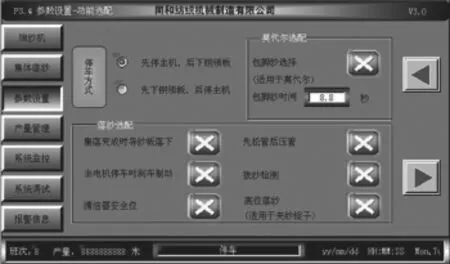
图1

图2
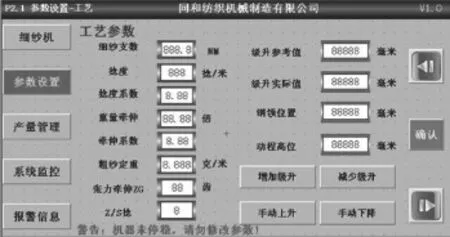
图3
2.7 通讯部分
整个通讯部分由PCC通讯接口、CAN通讯接口、伺服与变频模块接口、人机界面组成图。CAN接口与集落伺服通讯通过人机界面设定集落伺服行走位置(图4)控制精度高、调试调整方便;CAN接口与主机变频通讯通过人机界面设定主机锭10段锭速曲线控制(图5);CAN接口与前、中后罗拉伺服通讯通过人机界面设定牵伸倍数等纺纱工艺参数在触摸屏上设置,无需调换齿轮,方便快捷,变换工艺时只需设置粗纱定重(g/m)、牵伸倍数、捻度(t/ m)、纺纱支数(Nm)、纺纱速度(10段变频调速L(m),r/min),其余在电脑中已进行了最优化设计,纺织工艺成为“一分钟”工艺。

图4

图5
2.8 编程指令
整个系统使用贝加莱Autoumation studi软件对系统进行机架配置、通讯配置和编程用高级汇编语言(C语言)编制(图6)。

图6
2.9 系统特点
2.9.1 控制系统由模块化构建如下图可集分析运算、驱动控制、人机界面及总线于一体。[2]

图7
2.9.2 驱动系统
由8V10…系列伺服驱动器组成集成电子升降、电子牵伸、速度曲线、位置控制功能做到精准定位。
2.9.3 直流共母线技术
由主机变频稳压运行提供直流800V电源,不随输入电压变化而波动;系统功率因素接近1,系统对外呈纯阻性,无谐波干扰。制动能量回馈电网技术,直流母线电压闭环控制各电机制动能量可以回馈电网,无需外接制动电阻。
2.9.4 功能模块
可在系统中汇编功能模块集成电子凸轮、主轴与罗拉三轴同步、集落位置控制、本机IP地址等等;人机界面输入参数即可。
2.9.5 总线技术
Powerlink 100M速率的以太网总线,各种同步功能在总线上实现节约大量连接线与同步卡,同时与上位机进行数据互传实现数字化。
2.9.6 穿墙式(分体式)安装
主机变频采用穿墙安装较好的解决电气控制柜散热难题。
3 使用效果
全数字毛纺集聚纺集体落纱细纱机使用数字化通讯技术,使得系统具有极快的响应速度、精确的同步、精密的控制保证了高品质毛纱的质量,系统抗干扰性、可靠性、节能性大幅提高。降低企业生产运营管理成本,大大的提高了生产效率。毛纺细纱机的传动控制装置获国家发明专利(专利号:201210193368.5)。因而纺纱产量高,质量好,与国内同类细纱机同工艺纺纱对比,锭速可提高500-800r/min,纺纱产量、质量均有提高,深受用户欢迎。
经多家毛纺用户使用实践证明数字化毛纺细纱机纺纱支数、捻度等工艺指标均优于机械式细纱机。由于单电机分别传动,传动效率、牵伸效率均高于机械式细纱机,牵伸比、捻度比恒定,牵伸、捻度可以实现大范围的无级精细变换,机械式细纱机是无法达到的,因而也实现了节能降耗。经常州三毛同品种、同工艺纺纱对比试验测定:新机比B583、EJ519节能5-8%,噪音降低。
“数字化毛纺集聚纺集体落纱细纱机先后在常州三毛集团、浙江中鼎纺织有限公司、兰州三毛集团等毛纺精纺用户、半精纺用户使用,并与用户设备进行了同工艺同品种对比试验与纱线测试,测试数据详见表1-4,从测试数据可以看出,新机TH588J在成纱CV%、细节、粗节、毛粒、毛羽、强力等技术指标都有明显提高。
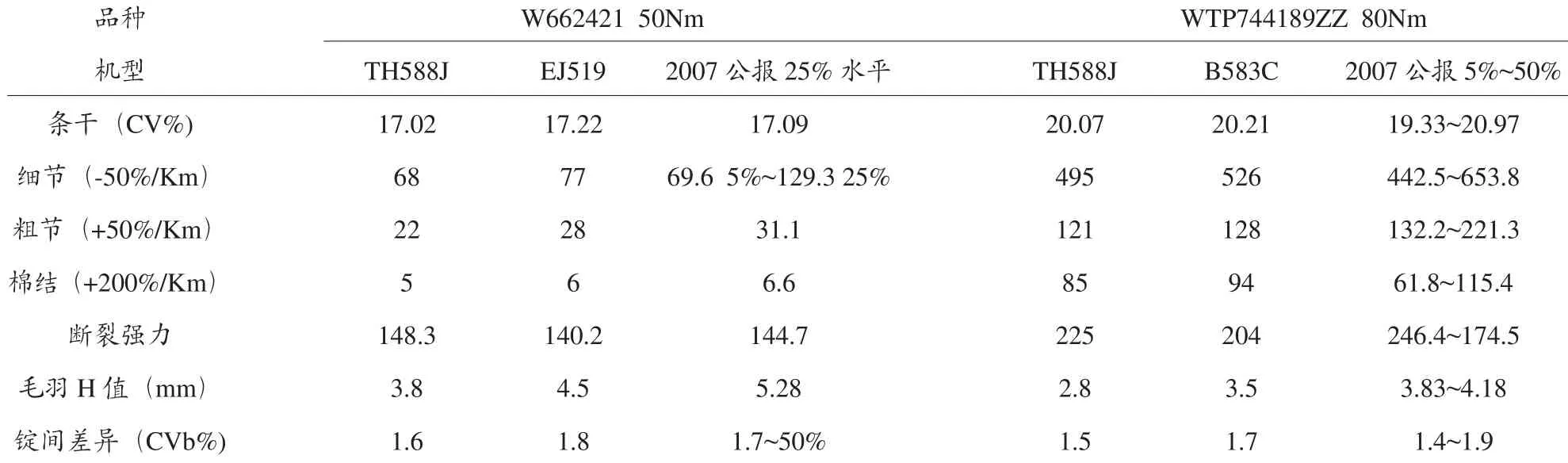
表1.TH588J与EJ519对比试验报告(常州三毛)[4]
数字化毛纺集聚纺细纱机2012年6月参加上海国际纺机展览会,受到国内外毛纺织企业的高度关注。TH588JL毛纺集聚纺集体落纱细纱机国内外主要知名客户如下:

序号1 2 3 4 5 6单位名称常州三毛纺织集团公司浙江中鼎纺织有限公司机型TH588J毛纺集聚纺TH588BJ半精纺兰州三毛集团公司泰州金宝来集团公司秘鲁利马纺织公司山东德信羊绒科技限公司TH588JL毛纺集聚纺TH588S精纺TH588JL精纺TH588JL精纺TH588BJ半精纺产品精纺机织纱半精纺羊毛羊绒针织纱精纺机织纱精纺赛络纺氨纶包芯纱精纺针织纱(仿羊绒)精纺机织纱半精纺、羊绒针织纱
4 结束语
TH588JL数字化毛纺集聚纺细纱机的研制成功与全面成功推向市场,标志着我国毛纺新一代高端、智能化、柔性化、数字化毛纺集聚纺集体落纱细纱机进入了一个新的领域;数字化毛纺集聚纺集体落纱细纱机的研制成功,填补了国内空白,达到国际先进水平。将为我国毛纺行业提高纱线及织物质量,取得更好的经济效益作出新贡献,为毛纺行业提供了新的智能、高速、节能、环保设备,减少用工人数,减轻工人劳动强度,为我国毛纺机更新换代和技术改造创造了条件,可以替代进口,节约外汇,具有很好的经济效益和社会效益。
[1]阮毅,陈伯时.运动控制系统[M].北京:工业出版社,2010.
[2]贝加莱产品手册.2012.
[3]路斯特模块使用手册.2012.
[4]陈祖英.“数控一代”毛纺集聚纺细纱机浅析.江苏省纺织工程协会“牛牌杯”2014江苏纺织学术论文集.
Analysis on Electrical Control System of Dividing Spinning Frame of Digital Woolen Polyester
LI Hong-song , CHEN Zu-ying , ZOU Tai-ying
(TONGHE TEXTILE MACHINERY MANUFACTURE CO., LTD.,Jiangsu Changzhou 213025,China)
Introducing the design and application of Digital electrical control system for wool compact auto doffing spinning frame, this adopts Programmable Computer controller hereinafter referred to as: PCC) to control, meanwhile, equip with a 10.2 -inch touch screen for system and data monitoring, and system operation. The whole machine adopts CAN bus communication and Ethernet collective monitoring way to control spinning and doffing linkage, so as to realize the increase of production speed, decrease of labor, lower production cost.
digitizing; gather spinning; wool spinning frame; electronic drawing; electronic lifting; touch screen; collective doffing; effect
TS103.229
B
投稿日期:2017-04-07
李宏松(1973-),男,助理工程师。研究方向为纺织机械工程。
陈祖英(1947-),男,高级工程师。研究方向为纺织机械工程。E-mail:zuying.chen@163.com。
猜你喜欢
棉纺织技术(2022年10期)2022-11-21
小哥白尼·野生动物画报(2021年6期)2021-07-14
数学大王·趣味逻辑(2019年10期)2019-11-06
广州文艺(2017年8期)2017-09-13
铁道通信信号(2016年1期)2016-06-01
广东石油化工学院学报(2016年6期)2016-05-17
河北传媒研究(2015年6期)2015-07-12
铁路通信信号工程技术(2015年4期)2015-02-28
现代纺织技术(2015年6期)2015-02-28
自动化博览(2014年10期)2014-02-28