TFT—LCD表面缺陷及其检测方法
2017-06-16 00:16常随杰王野
科技创新与应用 2017年17期
常随杰+王野
摘 要:TFT-LCD以其优异的性能被广泛应用于各种显示设备。文章首先介绍了TFT-LCD面板的基本构造及表面缺陷,分析了各种缺陷的特点,然后对TFT-LCD表面缺陷的检测方法进行了对比介绍,最后总结了TFT-LCD表面缺陷检测未来的研究方向。
关键词:TFT-LCD;表面缺陷;缺陷检测
1 概述
薄膜晶体管液晶显示器(TFT-LCD)是在20世纪80年代首先由日本厂商进行大规模生产的新型平板显示器件,以其功耗低、辐射弱、寿命长、体积小、重量轻和全彩化等诸多优点,逐渐取代传统显示器成为主流的显示设备,被广泛应用于笔记本电脑、监视器、手机、电视等设备上。
目前,TFT-LCD面板的生产厂商主要集中在日韩、中国大陆和台湾地区。与日韩等LCD生产强国相比,中国大陆的液晶产业研究起步较晚,核心技术匮乏,国内企业往往重金购买日韩等专利,这种状况的存在使得中国在液晶显示技术领域显得异常被动。但随着政府部门对液晶产业的重视以及企业研发投入的持续增加,经过专家学者及专家的研究攻关,国内液晶行业取得了不错的成绩,特别是以京东方(BOE)等为代表的液晶生产研发企业充分发挥自身优势,结合实际生产不断创新,不断缩小与日韩液晶企业的差距,其中多种型号的液晶面板出货量已跃居全球第一。
2 TFT-LCD表面缺陷
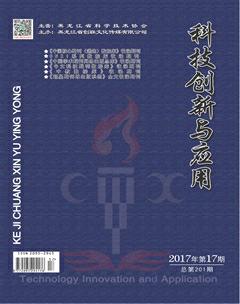
2.1 TFT-LCD单元结构
TFT-LCD单元结构如图1所示,由上下两个玻璃基板构成,上基板玻璃上设置有彩色滤光片,用于产生颜色,下基板玻璃上设置有薄膜晶体管矩阵,用来控制像素矩阵的灰阶显示,两个基板之间为液晶层。整个TFT-LCD面板的显示区域就是由数百万个独立TFT元件控制的重复的像素矩阵构成,结构复杂。
2.2 TFT-LCD表面缺陷
由于TFT-LCD生产工艺复杂,涉及到300多个工,每个环节都有可能产生缺陷。且主要为各种各样的表面缺陷,使面板的生产效率受到了严重影响。
TFT-LCD表面缺陷粗略地分为两大类:宏观缺陷和微观缺陷。其中宏观缺陷用肉眼能够识别,如Mura缺陷等;而微观缺陷难以用肉眼或电化学方法检测出来。从聚集状态来看,TFT-LCD面板常见的缺陷又可以分为点缺陷、线缺陷和Mura缺陷[1]。点缺陷,一般是单个薄膜晶体管在生产制造的过程中失效引起的;线缺陷,一般是有源器件与驱动IC连接不良造成的;导致产生Mura缺陷的原因很多,如背光源均匀性、TFT漏电均匀性以及液晶配向性等。
目前,随着自动光学检测技术的快速发展,关于TFT-LCD表面缺陷分类方法的研究成为热点之一。Lim,采用的是定位信息对液晶面板缺陷进行分类;Jiang,利用采样技术和5个特征值对PCB板分类;Chang,通过形状信息对BCD导体进行分类。
3 TFT-LCD表面缺陷检测方法
随着高世代液晶面板的不断推出,玻璃基板的尺寸越来越大,生产制造过程中对检测缺陷的准确度和速度的要求也越来越高。表面缺陷的检测方法有传统接触式检测、人工视觉检测、激光扫描、电磁检测、机器视觉与自动光学检测等,种类繁多。大体上可以分为三类:人工视觉检测法、电学参数检测法和自动光学检测法[2,3]。自动光学检测法不需要或需要较少的人工干预,是一种自动化、高性能的检测方法,具有更高的客观性和稳定性,是当前发展最快的表面缺陷检测方法之一[4,5]。目前,在表面缺陷检测领域,国外已经进入到大规模高精度的在线检测阶段,而国内也开始得到学术界及产业界的重视。
3.1 人工视觉检测法
人工视觉检测是最原始的表面缺陷检测手段,即采用肉眼检测产品缺陷的方法。这种方法检测存在较多缺点:一是检测速度慢,效率低,无法满足高速自动化生产线;二是检测精度低,无法识别微米级尺寸的缺陷,误检漏检的概率高;三是工人劳动强度大,工作环境差,容易受周围环境的影响而导致误判;四是监测数据不便于管理和保存。因此,人工视觉检测目前已经逐渐被淘汰。
3.2 电学参数检测法
电学参数检测是通过测定产品的电学性能来判定其是否合格,只能检测出由于电学因素导致的缺陷,有很大的局限性,主要用于检测面板的功能性缺陷。如TFT面板中数据线和栅极线之间的短路、数据线和栅极线自身的断路等电气原因造成的缺陷,需要通过电学法进行检测。常用的电学检测方法有:全屏点亮法、探针扫描法、电荷读出法、电压图像法、导纳电路检测法和电子柬扫描像素电极法等[1]。此外,电学法仅能用于TFT-LCD面板制造完成后的检测,对面板制造过程中出现的各种缺陷无法检测。
3.3 自动光学检测法
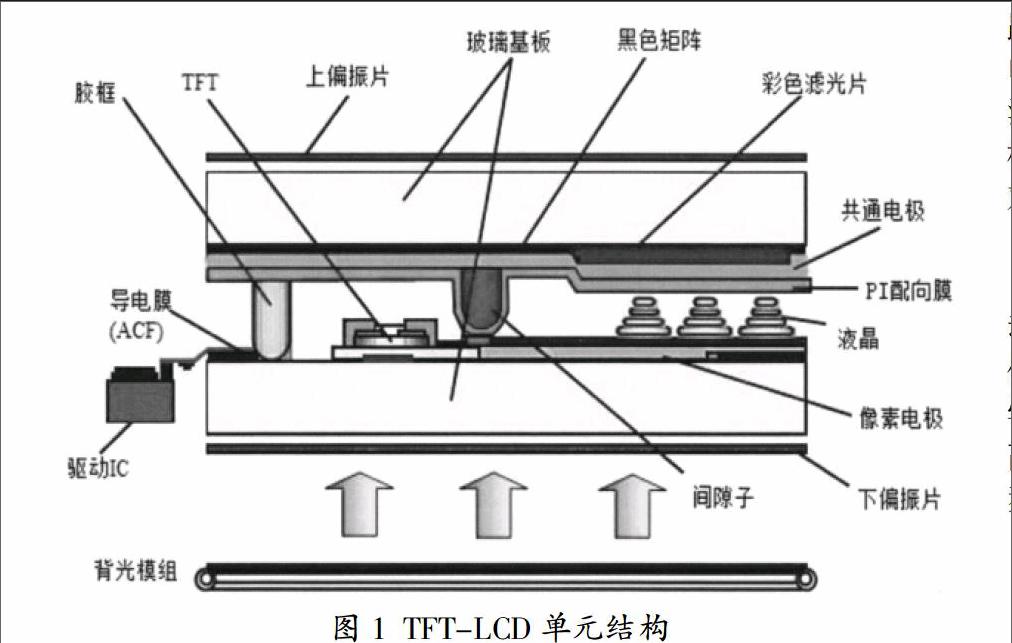
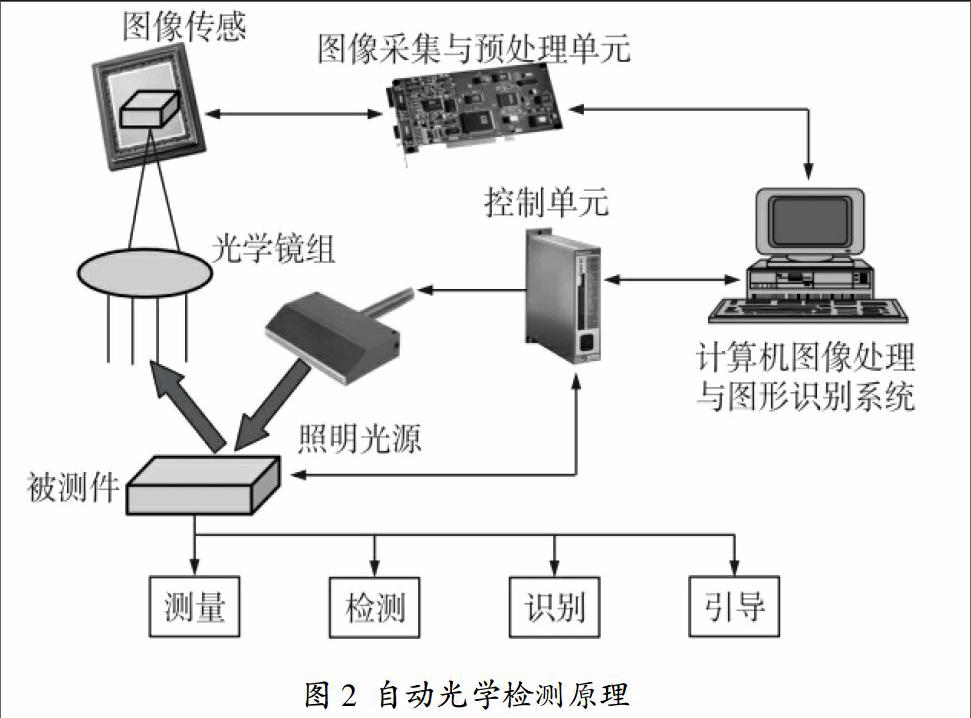
自动光学检测技术集成运用光学传感技术、信号处理技术和运动控制技术,进行工业生产过程中的测量、检测、识别和引导等工作。自动光学检测系统的原理如图2所示。与人工视觉检测法和电学法相比,自动光学法的TFT-LCD面板缺陷检测速度快,准确率高,效率成本低,且是非接触检测,已经成为研究的热点。图3为典型的TFT-LCD面板缺陷检测系统。
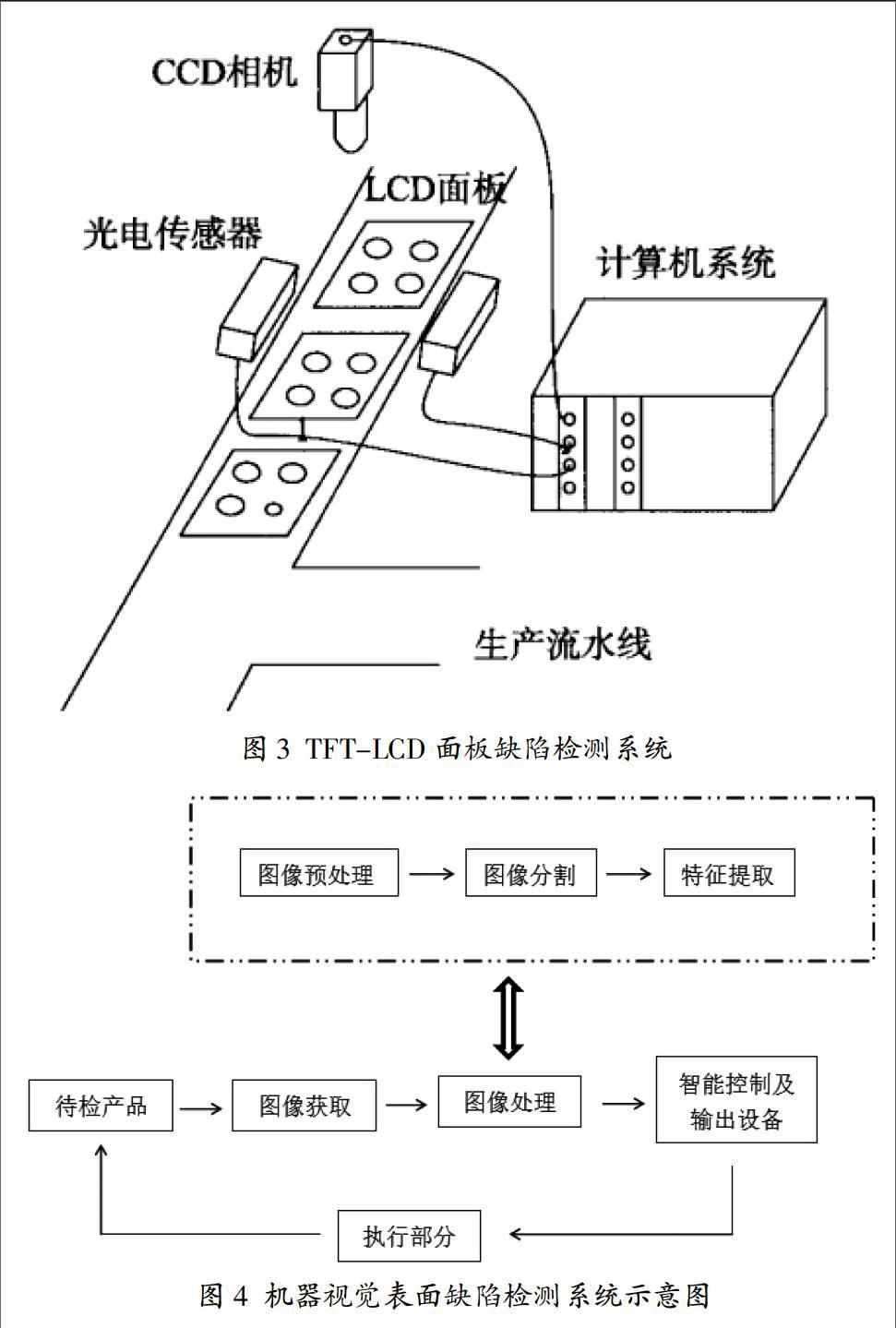
目前,基于机器视觉成像原理的AOI,在工业生产中被广泛应用,该系统由图象采集部分、图象处理部分、输入输出部分、智能控制及机械執行等几部分组成。AOI采用高分辨率与高灵敏度的成像技术,获取目标图像,经快速图像处理与图形识别算法,得出被测目标的缺陷、尺寸、位置等信息,由此实现目标产品检验、目标定位与装配机构的引导、装配线上目标的识别与鉴定等任务。图4为机器视觉表面缺陷检测系统示意图。
根据对获取的图像的处理方式,自动光学检测法又可以分为图像处理法和图像识别法。
图像识别法是根据获取的图像数据进行特征提取或维数降低,再将提取的特征或降低维数后的数据输入到分类器中进行面板图像分类,从而判定有无缺陷、缺陷的种类以及缺陷的等级等。其输入的图像数据有两类:一类是图像上每个像素数据,另一类是能够代表图像像素的某些特征,如纹理特征、几何特征、活度特征等。前者信息完整,识别精度高,但数据繁多,速度慢,后者则由于提取的特征参数不能完全代表图像信息,导致识别精度低,但是数据量小,识别速度快。因此,针对两者的研究重点也不相同:对于前者,主要是在不降低识别精度的情况下,降低面板数据维数,提高识别速度;对于后者则是提取面板图像的有效特征。Kang和Pai等提出用主成分分析法和线性判别分析法对输入分类器的图像特征降维,以提高分类器的分类速度和降低对噪声的敏感度。Tomczak L等采用基于主成分分析法和奇异值分解法的缺陷特征提取法检测TFT-LCD面板缺陷,但只能针对图像的线性数据降维,Liu等又进一步提出采用局部线性嵌入法和主成分分析对分线性数据进行降维,以获取更加明显的特征。Liu等采用纹理的熵、能量、对比度和均匀性四个特征进行分类器训练,缺陷的检测准确率可达99%,分类准确率达96%。Noh等根据缺陷图像的亮度分布、线性度和形态学特征,采用线性拟合、多级亮度对和形状环境对常见的5类缺陷实现了有效分离,但准确率有待提高。
图像处理法主要包括边界模糊缺陷分割法、差影法和滤波法三种。边界模糊缺陷分割法需要首先解决图像噪声大、亮度不均匀以及重复性纹理的问题,再设置合适的阈值将缺陷区域分割出来。边界模糊缺陷分割法是利用缺陷和背景交界处的一阶和二阶导数不连续的特点,对图像进行分割的方法,常用的有微分边界检测算子和多尺度边界检测算法[6]。针对微分算子对噪声敏感的特性,科研人员又对一些算法进行了改进,如将衰减因子引入Sobel算子[7],以及通过一阶导数的极大值剔除伪边界点等。在多尺度边界检测中,现在主要应用的有小波变换边界检测算法。差影法实际上就是图像的差分运算(又称减影技术),是运用某种算法得到用于差影的模板图像,然后将待检面板图像和模板图像经过配准后,进行差分运算,获得残影图像,根据预先设置的阈值进行缺陷的判断。图像的差分运算表达式如下:
D(x,y)=B(x,y)-A(x,y)
是指对两幅输入图像进行点对点减法而得到输出图像即D(x,y),其中,D(x,y)为残影图像,B(x,y)为采集得到的图像,A(x,y)为提供的模板图像。D(x,y)显示两幅输入图像间的差异,非常适用于目标缺陷的识别和检测工作。在得到D(x,y)之后,假设缺陷点与背景的灰度之差的阈值为T,则对于满足D(x,y)>T的像素点(x,y),都可判定为是一个缺陷点[8]。差影法的算法简单、直接、有效,速度快,但需要较大的存储空间来存储模板图像,易受照明变化和空间位置的影响,且只能拿检测缺陷的存在与否,无法对其分类和分级。滤波法是通过设计相应的滤波器,通过异常频率或脉冲响应来检测TFT-LCD面板缺陷。滤波法不需要空间生成和存储模板,就可以快速判定面板上是否有缺陷,分厂适合应用于在线检测,但也只能检测特定缺陷,且无法提供缺陷的面积、位置、类别、等级等详细信息。
4 结束语
TFT-LCD表面缺陷的自动光学检测已成为研究的热点,结合研究现状,以后的研究工作应从以下几个方面展开:
(1)如何实现TFT-LCD表面缺陷的全部检测、分类以及缺陷细节信息统计。由于目前的TFT-LCD表面缺陷检测方法多是针对特定的一种或几种缺陷进行检测,且往往只能判定缺陷的有无,无法提供关于缺陷的详细信息,不利于查找和解决产生缺陷的原因。若能实现缺陷的详细信息的统计,对于进一步优化生产技术,快速解决连续生产中产生的问题有很大的帮助。
(2)提高TFT-LCD面板运动图像缺陷的检测准确性。由于生产线上运动产品缺陷图像的边缘具有模糊和不确定性,开发基于多尺度效应的、自适性高的缺陷检测法,提高在线动态检测的准确性。
(3)提高系统集成化。目前的缺陷检测系统大都采用分立式的管理,各模块的操作尚不能从终端统一操作,特别是在多台处理器形成网络化时的调度与传输,自动化程度尚需提高。
(4)开发大视场检测系统。目前国内表面缺陷检测系统大部分是中小型系统,检测速度慢,大视场检测设备会产生大量图像数据,同时还要面临并行相机检测的缺陷如何还原到实际坐标的问题。
参考文献
[1]简川霞.TFT-LCD表面缺陷检测方法综述[J].电视技术,2015,39(9):146-152.
[2]李茂.基于机器视觉的TFT-LCD屏Mura缺陷检测方法研究[D].电子科技大学,2013.
[3]刘毅,郑学仁,王亚南,等.MATLAB在TFT-LCD屏显示MURA缺陷检测的应用[J].液晶与显示,2007,22(6):731-736.
[4]杨波,邹富强.异向性磁阻传感器检测车流量的新方法[J].浙江大学学报(工学版),2011,45(12):2109-2114.
[5]黄莺.基于ZigBee技术的实验室环境监测系统[J].测控技术,2014,33(10):109-111.
[6]段瑞玲,李庆祥,李玉和.图像边缘检测方法研究综述[J].光学技术,2005,31(3):415-419.
[7]季虎,孙即祥,邵晓芳,等.图像边缘提取方法及展望[J].计算机工程与应用,2004,40(14):70-73.
[8]何志广.基于图像处理技术的TFT-LCD微米級缺陷检测方法研究[D].哈尔滨工业大学,2007.
作者简介:常随杰(1990-),男,河南商丘人,北京京东方显示技术有限公司,工程师,硕士,研究方向为薄膜晶体管液晶显示器彩膜微观缺陷检测。