
汽车覆盖件模具DL图设计方法的研究
2017-06-14 12:24郭鹏远陈鸣鸣
农机使用与维修 2017年6期
关键词:模具设计
郭鹏远++陈鸣鸣

摘要:通过对汽车覆盖件模具DL图设计方法的研究,比较了冲压模具传统设计方法和现代设计方法的优劣。给出了DL图设计方法的详细步骤,并通过一个具体数模对DL图设计方法进行运用。该方法是适应当代汽车企业发展的新工艺。
关键词:汽车覆盖件;模具设计;DL图;工法图
中图分类号:U4682文献标识码:A
doi:10.14031/j.cnki.njwx.2017.06.003
作者简介:郭鹏远(1981-),男,黑龙江方正人,教师,助理实验师,重庆大学机械工程硕士。研究方向:模具设计与制造、CAD/CAM/CAE,E-mail:471952724@qq.com。
0引言
汽车覆盖件模具设计属于冲压模具设计的一种,传统的冲压模具设计是按工艺流程单进行单工序模具设计,随着相关企业技术不断进步,各种CAD/CAM/CAE软件的广泛应用,以往的设计方法已经无法满足设计需要,DL图设计方法,这种汽车覆盖件模具独有的工艺安排方式,完全取代传统的设计方法,被一汽模具制造有限公司、北汽福田潍坊模具厂、东风汽车模具厂、天津汽车模具有限公司广泛应用,极大地缩短了模具调试时间和模具制造周期。
1DL图设计流程
DL图就是冲压工序流程图,也叫工法图,是指导企业如何冲制零件的工艺图纸,包括每道工序的冲压方向、基准、主平面图、顶杆分布图、废料排向示意图、废料刀刃入状态图等内容。DL图设计法体现了系统设计思想,它把现代高科技手段应用到车身覆盖件产品冲压工艺的制订及模具结构的设计,并用CAE软件进行分析比较,选出最合理的冲压工艺方案和模具结构,从而指导模具设计及制造。
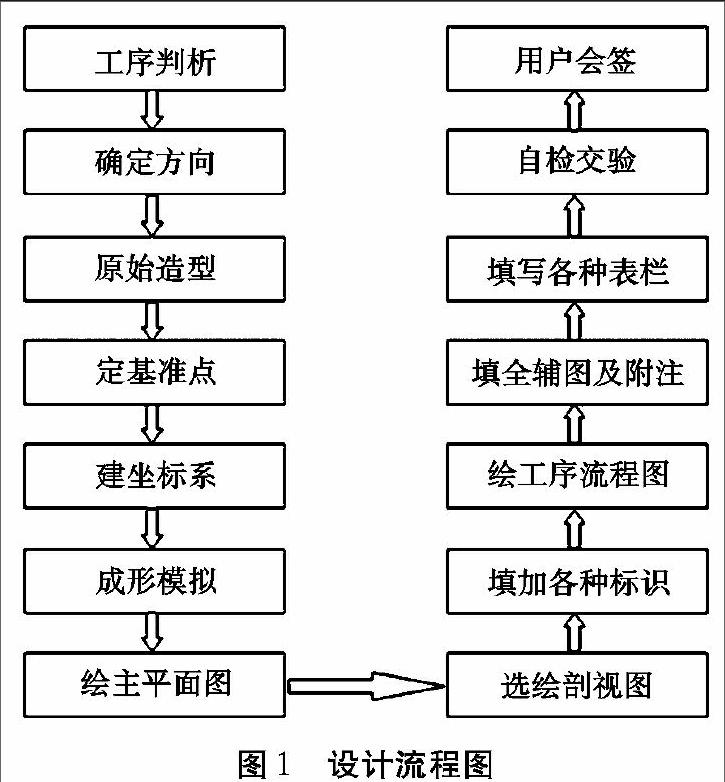
1.1绘制流程
DL图设计流程绘制方法图1。
1.2操作要点
(1)对制件(或数模)从各种角度进行观察,经比较判断确定工序数量及类型,构思各工序模具适配给定设备的相应结构。
(2)确定制件(或数模)置放状态,选择制件最佳成形方向为DL图的主冲方向。
(3)根据制件特征,合理设计工艺补充及加装压料面,估算压料力并尽量均匀配置托杆,光顺曲面,规整轮廓,确定凸模分模线。
(4)参考产品基准,结合冲压方向,选择凸模轮廓中心点(尽量与压力中心共点),作为模具设计与制造的基准点。
(5)以基准点为原点建立用户坐标系,并依此对冲压方向发生变化的其他工序进行角度旋转链接。
(6)用薄板成形仿真软件进行分析,如此几经修整、反复模拟,确定最佳补充及压料面(含压料筋配置)的形状,即实现了精准造型,反馈信息并附彩色效果图。
(7)若用户需求或为了更有把握,则可按精准造型加工出含压料面的泡沫塑料凹模型腔,涂以不同颜色,增强视觉效果,供用户或专家会审。
(8)将三维曲面按冲压方向转化为二维平面图形,用不同线形绘制各工序作业轮廓,指引并标注各工序完成的特征操作,如果图面尚清晰,则标绘拉深工序的托杆配置分布、氮气缸的平衡安排、修冲工序的废料刀位置及废料流向等。
(9)选择足够数量的剖视图去描述各工序完成的作业内容,标注冲压方向及工序编号。
(10)在图面上添加诸如送进方向、冲压方向、废料流向、坐标球、工序球等标识。
(11)按从下至上的顺序绘制工序简图,独立标注本工序完成的作业内容,并扼要辅以文字说明。
(12)根据需要插入诸如线型表、冲裁接刀图、废料刀剪切角、基准侧等标准图文模块,列出各类数表,绘制各种无法在主平面图上分解表述的专项图样,填写技术说明。
(13)填写各种标题栏。
(14)按DL图检查表逐项自检,确认无误后交设计总监,按DL图检查表逐项专检,如此循环直至完成。
(15)交用户审核,合格后会签,DL图设计至此完成。
2DL图设计准备
首先要根据产品做出工艺方案;其中产品的给出方式会有很多种,比如二维的产品图、三维的数模以及手工制造的样品等等(现在大多数的厂家都是提供数模,而不是提供二维的产品图)。
一些比较常见的零件可根据经验确定工艺方案,如果遇到一些比较特殊或成型的可行性不好分析或不好确定的时候,可以通过软件来对产品的工艺性及成型性进行分析、计算(通常要多做几个方案来进行比较,选出最佳方案)。
3DL图设计应用
3.1对产品进行工艺分析
图2所示为一产品的数模,分为左右两件。
首先,要仔细观察数模,包括它的形状、外轮廓尺寸、料厚以及孔的位置等。由图可以看出此左、右件基本上是左右对称的。
其次,确定一下需几序冲出,每道序的冲压方向等等。在本例子中还要考虑,两个件是否同时做还是单个来做,可以对比一下两种方式:
(1)单个做成型性不是很好,而且容易浪费材料。
(2)两个件同时冲,最后再剖切,不但会省工序,同时还可以省模具,而且成型会比单个冲要稳定的多,还有修边时基本上除去了侧向力,也会节省材料,即提高材料的利用率。
一旦确定两个件同时冲,首先就要考虑两个件应当怎么对在一起。原则上基本就是对在一起形成一个件后,成型性要好,而且剖切时一定要容易,刃口不要太复杂。
此件的难点是侧面的立边,应向上抬一定高度然后平过来,修完边再将其翻边,另外还有四个孔需侧冲,两个孔需吊冲。中间的立帮剖切可根据厂家或技术协议的要求采用正冲或吊冲剖切。
3.2完成DL图的编制
确定由OP05落料(BL),OP10拉延(DL),OP20切边(TR)+冲孔(PI),OP30冲孔(PI)+侧切边(C-TR),OP40整形(RST)五道工序组成,具体如下:
(1) OP05、OP10、OP40主视图区域和剖面图。因为整幅图纸较大,选择OP05落料工法图和主视截面图示意如图3、图4。
(2) OP20、OP30主视图区域和剖面图。因为整幅图纸较大,选择主视截面图示意如图5。
4结束语
应用DL图技术,可以对汽车覆盖件产品的冲压工艺进行充分分析、制订出合理的冲压工艺方案,使汽车覆盖件产品的冲压工艺设计更科學、更合理,缩短模具制造周期,降低模具工装费用;可以及时克服不合理的产品问题,促进汽车车身设计质量的提高;能够节省设计工时,避免模具设计过程中,由于产品设计问题和工艺方案而引起的模具设计工作的反复和相互推诿,缩短了设计周期;能够系统地全方位地指导模具设计、制造、调试整个生产管理过程,克服了模具单工序独自加工造成各工序之间不衔接,而在生产中易发生不必要的返工和废品等问题。
参考文献:
[1]梁成彧.福田汽车车身模具项目开发全过程研究[D].济南:山东大学,2014.
[2]胡平.汽车覆盖件模具设计[M].北京:机械工业出版社, 2011.
[3]刘勇.覆盖件模具 DL 图设计系统的研究与实现[D].武汉:华中科技大学, 2007.
[4]李树新. 汽车履盖件模具DL图设计法[J].机械工艺师,1997(4): 6-7.
(05)
猜你喜欢
东方教育(2016年18期)2017-01-16
山东工业技术(2016年24期)2017-01-12
科技传播(2016年19期)2016-12-27
知音励志·社科版(2016年11期)2016-12-20
知音励志·社科版(2016年8期)2016-11-05
科技视界(2016年18期)2016-11-03
现代经济信息(2016年10期)2016-05-24
中国市场(2016年6期)2016-03-07
