制订加工工艺时工序尺寸及公差的计算
2017-06-09 14:59杨天云
科学与财富 2017年9期
杨天云
摘要:在工件加工工艺的制订过程中要确定每道工序的工序尺寸,工序尺寸的正确与否关系到零件的加工质量,工艺人员必须进行零件工序尺寸及公差的计算。
关键词:工序尺寸;公差;计算
一、工序尺寸的概念
每道工序所应保证的尺寸叫工序尺寸,与其相应的公差即工序尺寸公差。确定工序尺寸及公差时,应从工序基准和设计基准是否重合来加以考虑。
二、工艺尺寸链
机械加工过程中,加工表面本身的尺寸及各表面之间的尺寸都在不断地变化,这种变化无论是在一个工序内部,还是在各个工序之间都有一定的内在联系。
1.工艺尺寸链的定义
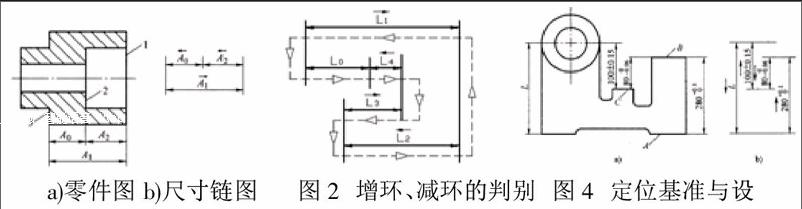
如图1所示为一定位套,零件图上标注的设计尺寸为A1和A0。当用零件的面1来定位加工面3,得尺寸A1;在加工时,尺寸A0不便直接测量,若以面1为测量基准,按易于测量的尺寸A 2进行加工,保证尺寸A2,以间接保证尺寸A0的要求。尺寸A1、A2和A0就构成一个封闭的图形,这种由相互联系的尺寸按定顺序首尾相接排列成的尺寸封闭图形就称为尺寸链。由单个零件在工艺过程中的有关工艺尺寸所组成的尺寸链,称为工艺尺寸链。
2.工艺尺寸链的特征
(1)关联性
任何一个直接保证的尺寸及其精度的变化,必将影响间接保证的尺寸及其精度。如上例中,尺寸A1、A2的变化,都将引起A0的变化。
(2)封闭性
尺寸链各个构成尺寸的排列呈封闭性,不封闭就不是尺寸链。
3.工艺尺寸链的组成
(1)环
组成工艺尺寸链的各个尺寸都称为工艺尺寸链的环。图1中的尺寸A1、A2和A0都是工艺尺寸链的环。环又可分为封闭环和组成环。
(2)封闭环
工艺尺寸链中,间接获得、最后保证的尺寸称为封闭环。图1中的尺寸A0。
(3)组成环
除封闭环以外的其它环都称为组成环。图1中的尺寸A1、A2都是组成环。组成环分增环和减环两种。
1)增环
当其余各组成环不变,该环增大,封闭环也随之增大,该环即为增环。一般在该环尺寸的代表符号上加一向右的箭头表示,如图1中的尺寸A1为增环。
2)减环
当其余各组成环不变,该环增大,封闭环反而减小,该环即为减环。一般在该尺寸的代表符号上加一向左的箭头表示,如图1中的尺寸A:为减环。
4.建立工艺尺寸链的步骤
(1)确定封闭环
在装配尺寸链中,装配精度是封闭环。工艺尺寸链的封闭环,是最后自然形成的尺寸。
(2)查找组成环
从封闭环一端开始,按照零件上表面尺寸之间的联系,用首尾相接的单向箭头,依次画各组成环,直到尺寸的终端回到封闭环的起端,形成一个封闭图形,就是尺寸链图。如图1中,从尺寸A0开始,沿A0-A2-A1到A0就形成了一个封闭的尺寸组合,即构成了一个工艺尺寸链。必须注意查找组成环时是加工过程中“直接获得”的,对封闭环有影响。
(3)增环减环的判别
按照各组成环对封闭环的影响,确定其为增环或减环,通过增环减环的定义可判别组成环的增减性质。但是环数多的尺寸链就不易判别了,现介绍绍回路法。
为了迅速判别增、减环,可用图2所示的方法:在工艺尺寸链图上,先给封闭环任意规定一个方向并画出箭头,然后沿此方向,环绕工艺尺寸链回路,依次给各组成环画出箭头,
凡是与封闭环箭头方向相同的就是减环,相反的就是增环。图2中L0为封闭环,L1、L3为增环,L2、L4为减环。
4.工艺尺寸链的计算
从尺寸链中各环的极限尺寸出发,进行尺寸链计算的方法,称为极值法(或极大极小法)。概率法解尺寸链,主要用于装配尺寸链,这里只介绍极值法解工艺尺寸链的基本计算公式。
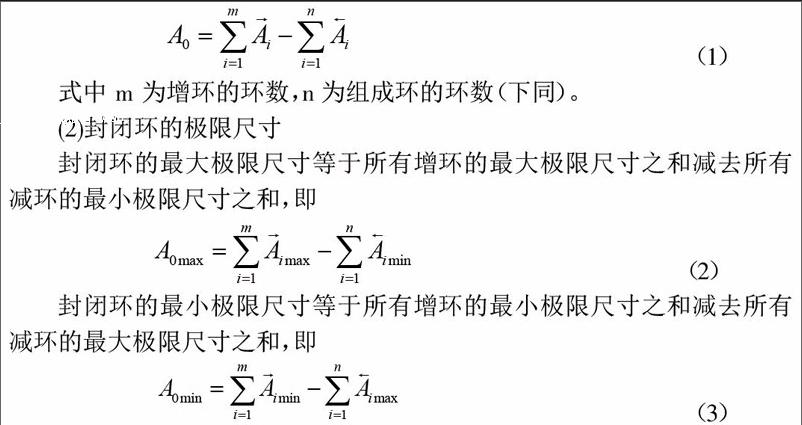
(1)封闭环的基本尺寸
封闭环的基本尺寸‰等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和,即
(1)
式中m为增环的环数,n为组成环的环数(下同)。
(2)封闭环的极限尺寸
封闭环的最大极限尺寸等于所有增环的最大极限尺寸之和减去所有减环的最小极限尺寸之和,即
(2)
封闭环的最小极限尺寸等于所有增环的最小极限尺寸之和减去所有减环的最大极限尺寸之和,即
(3)
5.工序尺寸及其公差的确定
(1)基准重合时工序尺寸及其公差的计算
当工序基准、测量基准、定位基准或编程坐标系的原点和设计基准重合时即基准重合,各工序的加工尺寸及公差采用“由后往前推”的方法。计算顺序是:先确定总余量和工序余量,然后中间工序尺寸及公差由工件上的设计尺寸开始,由最后一道工序向前工序逐次推算出各工序的尺寸,一直推算到毛坯为止,某工序基本尺寸等于后道工序基本尺寸加上或减去后道工序余量,最后标注工序尺寸公差,最后一道工序的公差按设计尺寸标注,其余工序尺寸公差按“入体原则”标注。其余各加工工序公差由工艺员确定按各自所采用加工方法的加工经济精度确定工序尺寸公差。
(2)基准不重合时工序尺寸及其公差的计算实例
在定位基准与设计基准不重合的情况下,需要通过尺寸换算,标注有关工序尺寸及公差,并按换算后的工序尺寸及公差加工,以保证零件的原设计要求。
[例2]图4所示零件,镗削零图3-36定位基准与设计基准不重合时的工序尺寸换算件上的孔。孔的设计基准是c面,设计尺寸为100±0.15mm。为装夹方便,以A面定位,按工序尺寸£调整机床。工序尺寸28000+0.1mm、800.060mm在前道工序中已经得到。
解:1.由题意可知,设计尺寸100±0.15mm为尺寸链的封闭环。
2.工艺尺寸链如3-36b所示,图中800.060mm和L为增环,2800+0.1mm为减环。
3.由尺寸链计算的基本公式得
由(1)公式得100=L+80-280 得L=100+280-80=300nma
由(2)公式得0.15=ESL+0+0 得ESL=0.15-0-13=0.15nma
由(3)公式得0.15 EIL-0.06-0.1 得EIL=0.15+0.06+0.1=0.01mm
因此,工序尺寸L及公差為:L=300-0.01+0.15mm。
结束语:
计算工序尺寸链时,首先基准是否重合,如不重合就要用尺寸链进行计算,首先找到封闭环,然后判断曾环和减环,接下来用公式就可以方便的计算出工序尺寸。
猜你喜欢
山东冶金(2018年5期)2018-11-22
综合智慧能源(2017年10期)2017-01-18
智富时代(2016年12期)2016-12-01
智富时代(2016年12期)2016-12-01
数学学习与研究(2016年19期)2016-11-22
时代金融(2016年23期)2016-10-31
综合智慧能源(2016年1期)2016-02-03
机械制造与自动化(2014年1期)2014-03-01
成都工业学院学报(2013年3期)2013-04-01