
基于Profibus总线与PLC控制器及变频器通讯技术的研究
2017-06-05 14:57陈良
电气技术与经济 2017年2期
陈 良
(茂名市交通高级技工学校)
基于Profibus总线与PLC控制器及变频器通讯技术的研究
陈 良
(茂名市交通高级技工学校)
随着经济社会的不断发展,在信息网络方面对信息的传递和控制的要求也越来越高。Profibus总线技术是作为比较热门和流行的一种工业技术被国际广泛认可,在当前的工业技术领域中发挥着重要的作用,因此,学习与研究Profibus总线技术变得非常有必要性和有意义。本文将以西门子公司S7-300系列PLC控制器和施耐德公司ATV71系列变频器以及四个电机组成的协调控制纺纱系统为例,从系统的硬件构成、工作原理、总线通讯部分、通讯程序的设计、系统的调试与维修等几个方面展开,对Profibus总线通讯技术进行阐述。
Profibus总线;PLC控制器;变频器;通讯
0 引言
随着现在工业技术的发展,Prof i bus总线式这种新型的被国际认可的现场总线,其优点在于可以给多个设备下定义,通过穿行总线技术可以实现多个设备的控制,因此被广泛地应用在主站对多个从站的控制过程中。在数据传输和网络的搭建中发挥着安全高效的作用。Prof i bus总线是在ISO网络和OSI网络的基础上进行开发的。目前的Prof i bus总线共有三个类型,分别是Prof i bus-DP、Prof i bus-PA以及Prof i bus-FMS三个类型。这三个类型都具有很好的兼容性,但是每个类型都有着自己独特的特点,在不同的场合可以选用不同的类型。
1 系统的硬件构成
本次的控制过程应用背景为纺纱机。主站的控制选用西门子公司的S7-300系列PLC。变频器的选择为施耐德公司的ATV71变频器,系统的整体硬件构成如图1所示。
执行部分采用的是4台高性能的旋转电机。纺纱机的正常工作需要4个电机按照一定的条件工作,但是人工的控制又过于繁琐,所以需要设定好一定的工作曲线,通过PLC发出不同的信号,保障最后的纺纱质量。
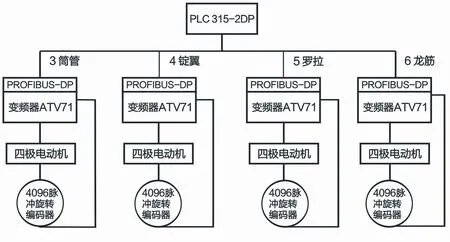
图1 系统的硬件构成框图
1.1 可编程控制器PLC部分
对于纺纱而言,旋转电机需要有指定的工作间歇和工作速度。在给PLC编程的过程中,需要把控制的电机参数转化为一定形式的电信号过程。把写好的程序写入到PLC中,在工作的过程中,PLC按照设定好的逻辑持续不断地输出电信号。
本次采用的可编程控制器PLC的型号为S7-300-315-DP。该PLC有两个接口,分别是MPI接口和Prof i bus-DP接口。在设计的过程中,MPI接口留作人机界面使用,这里不做过多的赘述。Prof i bus-DP接口用与连接Prof i bus总线。根据Prof i bus总线的工作原理,一个Prof i bus总线可以挂接127个从站,根据需要只挂接4个从站,通过该总线可以实现PLC和变频器的实时通讯。如果以后机械部分需要改进,也可以灵活地扩展,只需在总线上挂接新的从站即可。
1.2 变频器部分
本次设计采用的变频器为施耐德公司生产的ATV71变频器。该变频器是高性能磁通矢量变频器,在低频状态工作性能良好。在纺纱机的电机控制方面非常适合。因为该变频器内置的接口为modbus总线,不能直接挂接到Prof i bus总线上,所以为了实现工程的设计,这里给每个从站安装一个Prof i bus-DP通讯卡。这样就可以通过Prof i bus总线来实现PLC和变频器的实时通讯。
1.3 电机部分
纺纱机最终的产品质量对于电机控制的要求是比较高的,仅仅用开环控制系统精确度是不够的,所以在电机的尾端加装旋转编码器,选装编码器可以及时地把电机的旋转参数反馈给PLC控制器,这样构成的闭环控制系统可以让系统更加精确。
2 总线通讯部分
根据Prof i bus总线的通讯协议,数据传输的要求为主从模式。即只有主站能够对从站实现控制,各个从站之间不能实现相互的控制,这样的好处是避免出现各个从站之间的数据干扰。当有一个部分出现故障的时候其他的部分不会出错。在总线上挂接的从站和服务器的工作模式类似,主要是对主站的通讯信号进行执行。根据原理,一条总线上可以有多个主站,但是主站中只能有一个对总线上的其他站进行写操作。在总线使用之前,主站需要发出信号,对总线进行初始化操作,只有经过初始化的总线才能使用。
2.1 通讯协议的格式
数据传输交换的时候需要有固定的格式,有统一的格式的数据才能不断地扩展从站的数量。本次设计采用的是PPO帧格式,该格式是Prof i bus总线中的一个部分,它是由PWK和PZD两个部分组成,这两个部分分别控制不同的内容。PWK负责非周期性信号,主要包括总线的配置和参数的设定以及故障诊断等部分的内容。PZD为周期性的数据,周期性部分在实际的程序中指的是通讯的信号,包括对变频器的各种指令。
2.2 变频状态机的形式
本次设计采用的变频器为磁通矢量变频器,在使用之前需要先建立磁通,然后才能对变频器发送工作频率。但是建立磁通的过程需要严格地按照预定的状态机进行。
变频器上电的初始阶段状态会转变为非使能状态。此时的变频器只能等待总线传输的信号,并不能使用。状态字ETA为16#xx40;先发送命令字16#0006,此时变频器的状态变成预备开启,此时变频器还是处于等待状态,当ETA为16#xx21时;发送命令字16#0007,使得变频器的状态变成开启,此时变频器状态处于预备状态,当ETA为16#xx23时;最后发送命令字16#000F,使得变频器的状态变成操纵势能,此时变频器状态处于运行状态,ETA为16#xx27。通过上述的步骤,变频器已经和被控制电机预先建立好了磁通,这个时候发送频率,电机就可以转动起来。最后,发送命令字16#0000,封闭变频器所建立的磁通,使变频器的状态退回到锁定状态下,ETA也同时会变为16#xx40。这就是变频器状态机的工作状态。
3 通讯程序的设计
通讯程序是软件部分的核心,硬件部分搭建好以后主要是程序的编写。本次设计的程序主要是三个方面,分别是总线和变频器初始化程序、转速信号控制程序以及变频器紧急关闭程序等三个部分的内容,通讯程序流程图如图2所示。
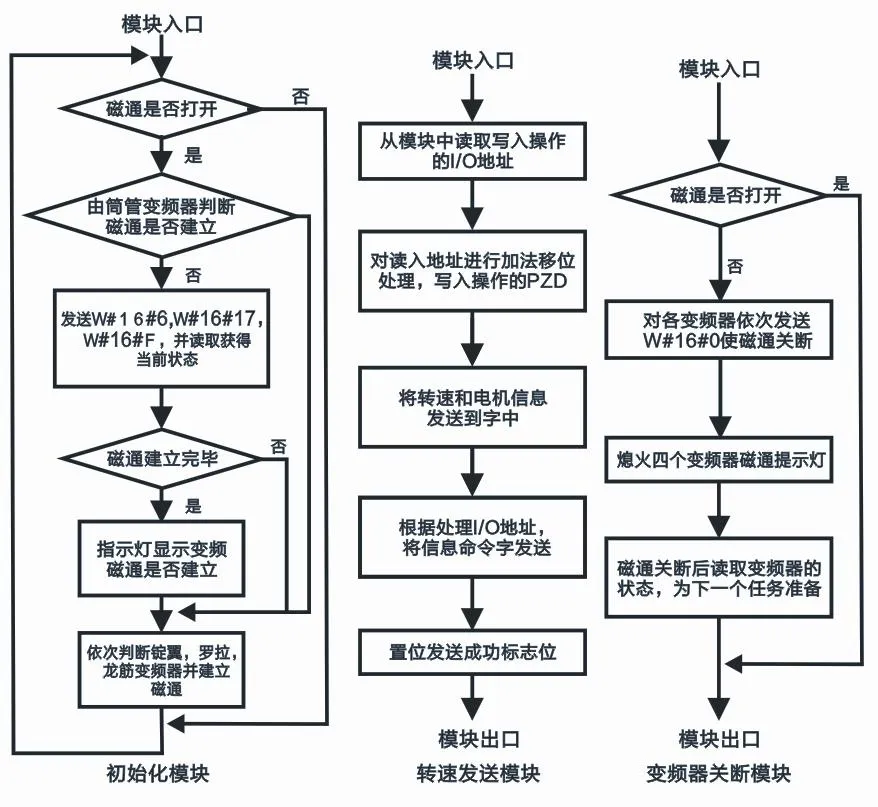
图2 通讯程序流程图
其中,三个部分的程序全部放到PLC的主循环中,整机运行过程中不间断地循环,根据具体的运行状态选择不同的运行程序。当需要整机的起停时,通过人机界面进行操作。
4 系统的调试与维修
系统主要分为三大部分:电机部分、变频器和PLC控制器部分、总线及电气设备部分。
4.1 电机部分
如果出现电机不转动的故障现象,首先监测有没有绕组断路,短路现象以及是否存在机械抱死现象。然后,用万用表测量各个绕组的电阻值即可判断是否存在断路或者短路故障。当电机没有问题的时候,用示波器检测旋转编码器是否能够正常,否则更换旋转编码器。
4.2 变频器和PLC控制器部分
对于变频器的检测办法是用正常的PLC直接连接变频器,如果变频器不存在问题,那么就检测变频器的硬件连接和弱电芯片是否正常。对PLC的程序进行反复的调试直到成功,在更换相关的设备和位置时,应检查程序,必要时作为修改,以保持系统间的正常通讯。
4.3 总线及电气设备部分
检测总线有没有故障情况,如果有问题应该及时地更换总线。如线路中有用到闸刀开关、漏电保护开关、交流接触器、热断电器、电阻、电容等器件,当出现异常时,应立即断电检修直至恢复正常工作为止。
5 结束语
Prof i bus总线作为一个新型的现场总线具有非常重要的意义和应用价值,本次纺纱系统的设计成功地运用了一个主站通过总线控制四个从站,并成功地整合在一台项目工作台上,具有较强的运作性和应用性,其调试和维修也有一定的指导意义。
[1]廖常初.西门子工业通讯网络[M].北京:机械工业出版社,2009.
[2]柴瑞娟.西门子PLC 高级培训教程[M].北京:人民邮电出版社,2009.
[3]王阿根. S7-200 PLC编程实例精解[M].北京:电子工业出版社,2011.
[4]陈先锋. 西门子全集成自动化技术综合教程[M]. 北京:人民邮电出版社,2012.
[5]王建,杨秀双.西门子变频器入门与典型应用[M].北京:中国电力出版社,2012.
2017-02-17)
猜你喜欢
茶叶通讯(2022年2期)2022-11-15
茶叶通讯(2022年3期)2022-11-11
机械研究与应用(2022年4期)2022-09-15
大电机技术(2022年2期)2022-06-05
大电机技术(2022年2期)2022-06-05
防爆电机(2020年3期)2020-11-06
测控技术(2018年5期)2018-12-09
传感器与微系统(2018年7期)2018-08-29
电子制作(2017年7期)2017-06-05
中国科技信息(2016年19期)2016-10-25
