基于压电雾化喷涂的光刻胶涂覆工艺及其应用研究
2017-06-05 09:34翟荣安汝长海陈瑞华朱军辉
黑龙江科学 2017年6期
翟荣安,汝长海,陈瑞华,朱军辉
(1.苏州微赛智能科技有限公司,江苏 苏州 215200;2.苏州大学机器人与微系统研究中心,江苏 苏州 215021;3.上海大学机电工程与自动化学院,上海 200072)
基于压电雾化喷涂的光刻胶涂覆工艺及其应用研究
翟荣安,汝长海,陈瑞华,朱军辉
(1.苏州微赛智能科技有限公司,江苏 苏州 215200;2.苏州大学机器人与微系统研究中心,江苏 苏州 215021;3.上海大学机电工程与自动化学院,上海 200072)
本文在自主搭建的压电雾化喷涂系统上,以RFJ-210负性光刻胶为研究对象,抛光硅片为基材,分别研究了稀释体积比、速度以及距离等喷涂工艺对光刻胶薄膜平均厚度及均匀性的影响。并以表面具有非平面凸台结构的ITO玻璃为基材,分别进行压电雾化喷涂法和旋转法涂胶,实验结果表明:压电雾化喷涂法可以在三维形貌结构表面上涂覆,克服了传统旋转法无法在三维形貌结构表面上涂胶的缺陷,验证了压电雾化喷涂法在三维形貌结构表面应用中的可行性。
负性光刻胶;压电雾化喷涂;平均厚度;均匀性;抛光硅片;凸台结构
随着微机电系统(Micro electro-mechanical systems,MEMS)和集成电路的迅速发展,光刻得到了广泛的关注,而目前适用于平面涂胶的传统旋转法已无法满足三维形貌结构上的涂胶。如在具有凸台结构或高深宽比凹槽器件上旋涂时,离心状态下的光刻胶会受到凸台结构或凹槽的阻碍而无法均匀涂覆其表面上,这些都严重影响了后续的光刻工艺步骤以及最终光刻图案的效果。另外,绝大多数的光刻胶因离心旋转法的离心力被甩离晶圆表面,造成浪费,利用率低并对环境和人体的健康构成危害。
压电雾化喷涂法具有粒径小、电源功耗低、均匀性好等特点,不仅能够在三维形貌结构上涂胶,同时可以提高光刻胶的利用率。因此,本文自主搭建了压电雾化喷涂系统,采用RFJ-210负性光刻胶为研究对象,抛光硅片为基材,分别研究了稀释体积比、速度和距离这3个工艺参数对光刻胶薄膜平均厚度及均匀性的影响。除此之外,本文还采用具有表面凸台结构的ITO玻璃为基材,分别用传统旋转法和压电雾化喷涂法进行光刻胶涂覆,得到了这两种方法的涂覆表面显微图,对比它们的涂覆效果,以便为今后集成度更高的MEMS器件和3D互连结构的应用打下基础。
1 雾化涂胶工艺
1.1 雾化涂胶系统
压电雾化喷涂系统如图1所示,该系统硬件主要由注射泵、雾化喷头、吸附板、加热板、电动滑台、控制箱、空气压缩机、温度控制器、触摸屏和压电电源等组成。如图2所示,该系统采用威纶通专用编程软件EasyBuilder 8000对触摸屏人机界面进行编程。
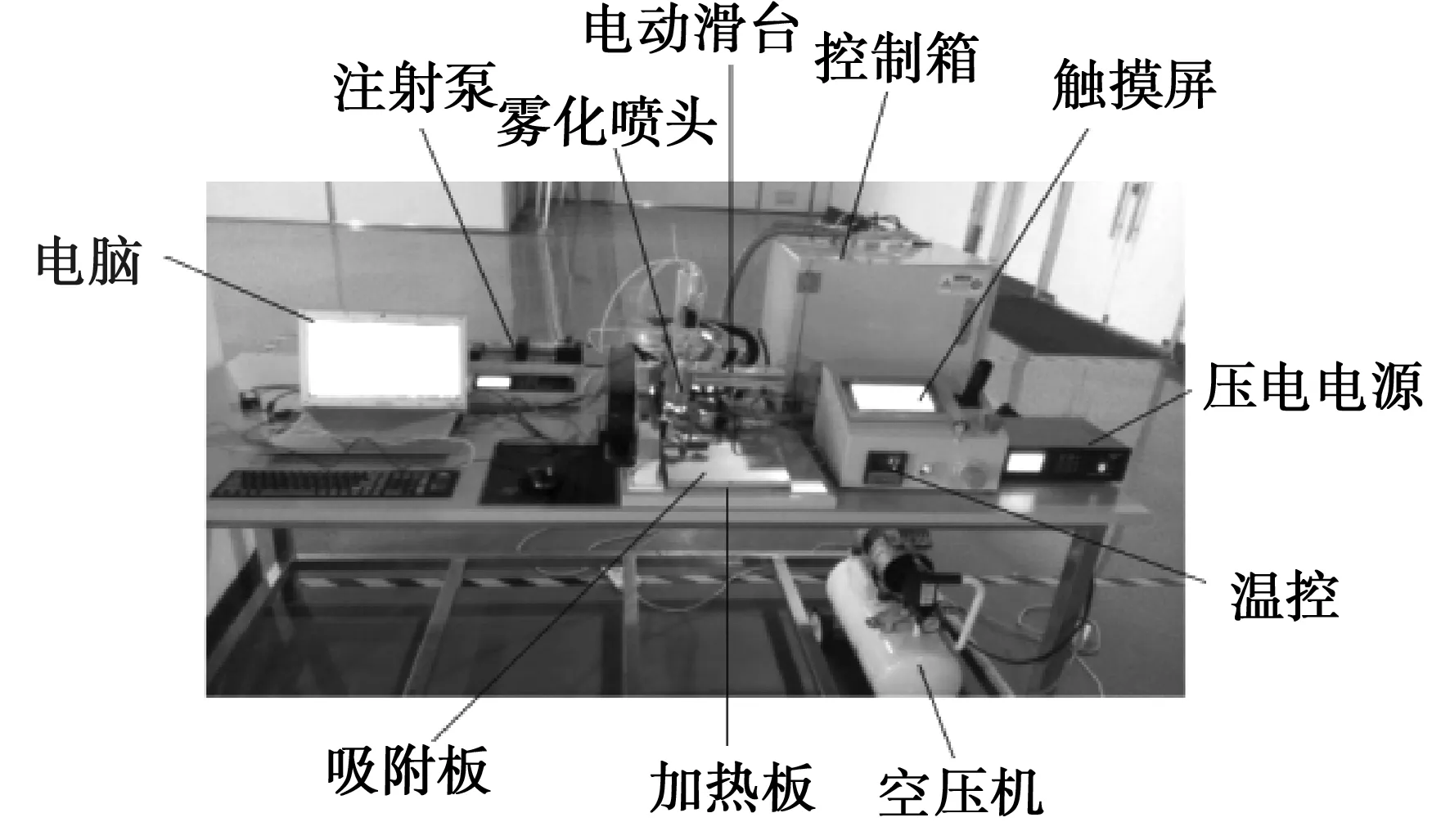
图1 压电雾化喷涂系统Fig.1 Piezoelectric atomization spray system
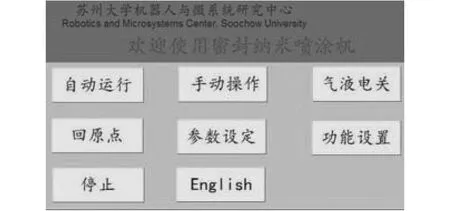
图2 人机界面Fig.2 Man-machine interface
1.2 工艺参数
一般影响压电雾化喷涂光刻胶薄膜平均厚度和均匀性的工艺参数比较多,其中稀释体积比、速度和距离影响显著。压电雾化喷涂法对光刻胶的黏度要求很高,因此使用有机溶剂二甲苯稀释RFJ-210负性光刻胶。稀释体积比与光刻胶溶液的浓度有直接关系,而光刻胶溶液的浓度会影响光刻胶薄膜平均厚度和均匀性。配制了二甲苯与RFJ-210体积比分别为4∶1、6∶1、8∶1的3种光刻胶稀释液。喷头移动的速度会改变光刻胶液滴的速度大小和方向,从而对光刻胶薄膜平均厚度和均匀性产生影响。喷头离基材的距离直接关系到光刻胶液滴聚合和分裂,影响光刻胶液滴直径和分散性,造成光刻胶薄膜平均厚度和均匀性发生变化。
2 实验及结果讨论
2.1 抛光硅片
在实验前,先调节一些影响实验的参数:注射泵的流量为0.2 mL/min,空气压缩机的压强为6.2 kPa,压电电源的功率为1 W,温度控制器的预热温度为40 ℃。经压电雾化制备的光刻胶薄膜需要用DEKTAK XT台阶轮廓仪测定并计算其平均厚度D,而薄膜均匀性:
RSD=(σ/D)×100%
(1)
式中,σ是测量值的标准偏差。RSD越小,均匀性越好。
在其他工艺参数相同情况下,分别采用4∶1、6∶1和8∶1稀释体积比进行压电雾化涂覆光刻胶,并分别对制备的负胶薄膜进行台阶仪测试,测试结果经计算,如表1所示。
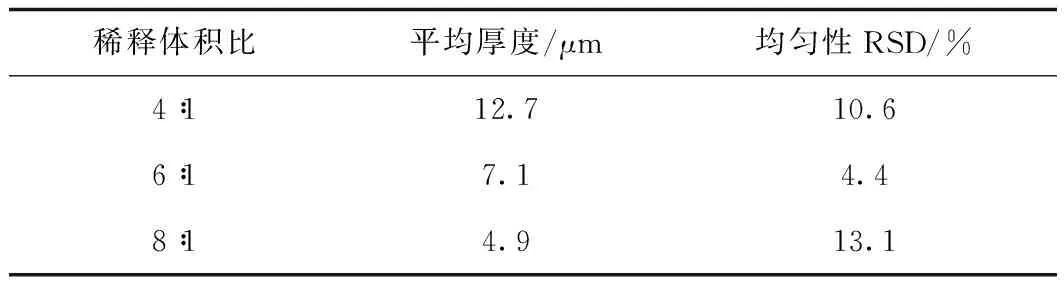
表1 不同稀释体积比所得膜层的平均厚度及均匀性Tab.1 The average thickness and uniformity of the different attenuation volume ratio
从表1可以看出,4∶1稀释体积比下制备的负胶薄膜平均厚度为12.7 μm,均匀性为10.6%;6∶1稀释体积比下制备的负胶薄膜平均厚度为7.1 μm,均匀性为4.4%,均匀性最佳;8:1稀释体积比下制备的负胶薄膜平均厚度为4.9 μm,均匀性为13.1%。可明显发现:负胶薄膜平均厚度随稀释体积比增大而逐渐减小,主要原因是稀释体积比增大,负胶溶液的浓度减小,负胶固体颗粒含量减少,制备的负胶薄膜厚度减小。
分别在10 mm/s、20 mm/s、30 mm/s、40 mm/s和50 mm/s速度下进行压电雾化涂覆光刻胶,并保证其他工艺参数相同。涂覆后分别对其制备的负胶薄膜进行台阶仪测试,测试结果经计算,如图3所示。
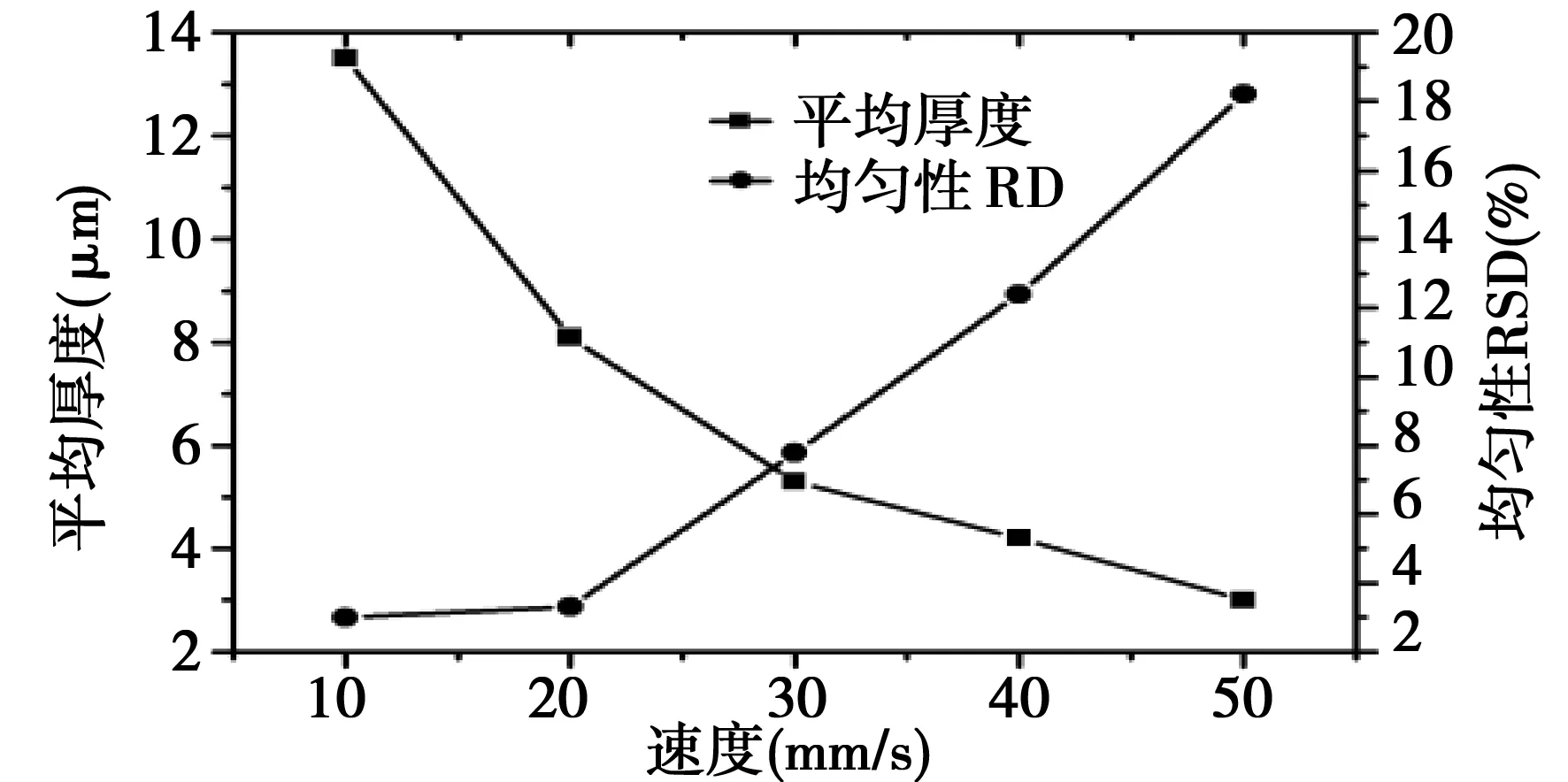
图3 不同速度所得膜层的平均厚度及均匀性Fig.3 The average thickness and uniformity of the resulting film at different speeds
从图中可以看出,10 mm/s速度下制备的负胶薄膜平均厚度为13.6 μm,厚度最厚,均匀性为3.0%,均匀性最佳;30 mm/s速度下制备的负胶薄膜平均厚度为5.5 μm,均匀性为7.5%;50 mm/s速度下制备的负胶薄膜平均厚度为3.5 μm,厚度最薄,均匀性为18.5%,均匀性最差。从中可发现:负胶薄膜平均厚度和均匀性都随速度增大而减小。分析其原因可能是喷头移动速度增大,喷头停留在硅片上方的时间减小,导致喷在硅片上的负胶固体颗粒含量减小,从而制备的负胶薄膜厚度减小。此外,随着喷头移动速度增大,负胶液滴的初始速度增大,使得空气阻力作用于负胶液滴增大,导致负胶固体颗粒分散越厉害,从而制备的负胶薄膜均匀性减小。
在其他工艺参数相同情况下,分别在56 mm、61 mm、66 mm、71 mm和76 mm距离下进行压电雾化涂覆光刻胶。涂覆后分别对其制备的负胶薄膜进行台阶仪测试,测试结果经计算,如图4所示。
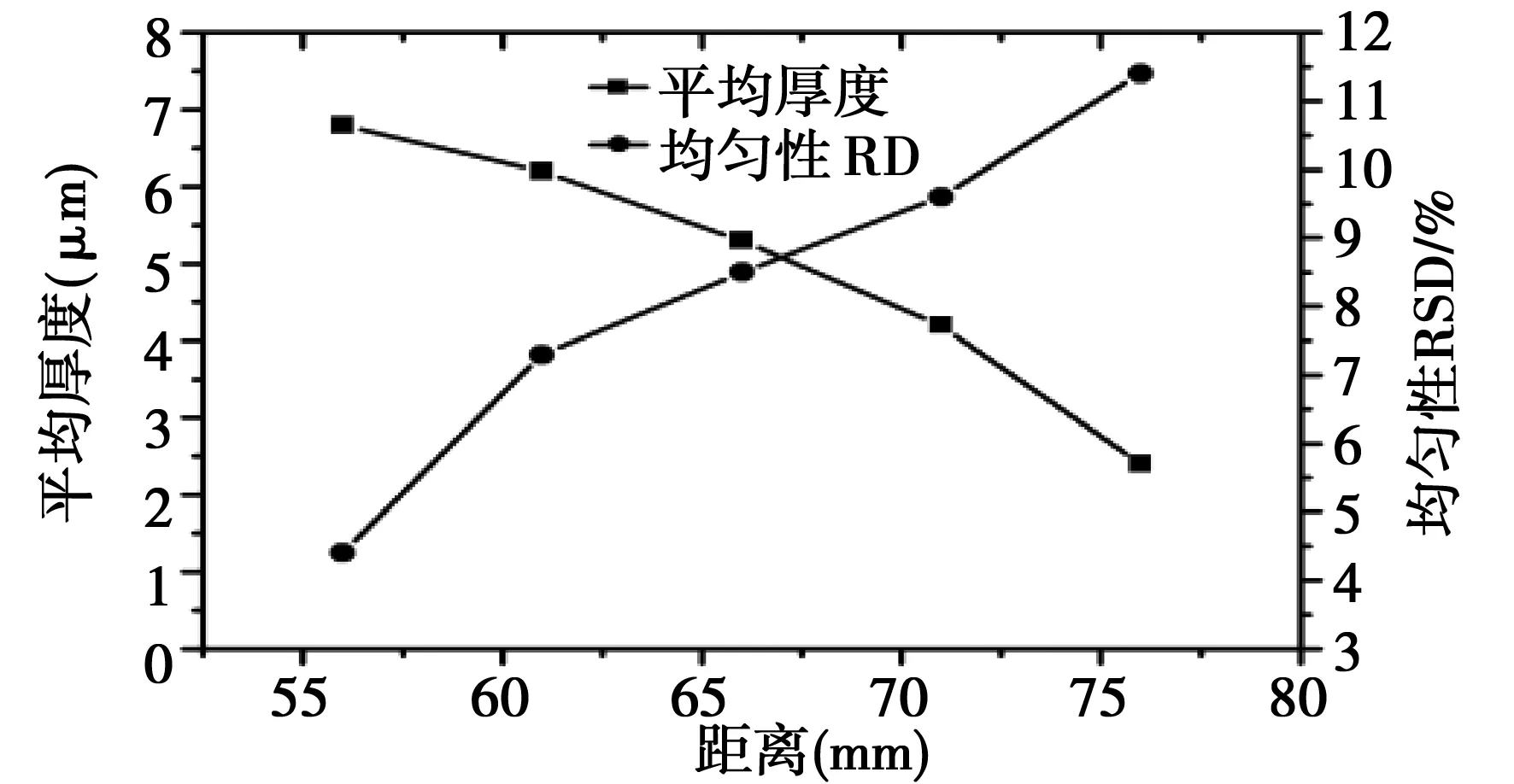
图4 不同距离所得膜层的平均厚度及均匀性Fig.4 Average thickness and uniformity of the resulting film at different distances
从图中可以看出,56 mm距离下制备的负胶薄膜平均厚度为6.8 μm,均匀性为4.0%,均匀性最佳;61 mm距离下制备的负胶薄膜平均厚度为6.0 μm,均匀性为7.4%;66 mm距离下制备的负胶薄膜平均厚度为5.3 μm,均匀性为8.3%。从中可发现:负胶薄膜平均厚度和均匀性都随距离增大而减小。经分析后,可能原因是距离喷头越近的区域,光刻胶液滴易发生复合碰撞,导致负胶固体颗粒直径增大,从而制备的负胶薄膜厚度增大,反之,距离喷头越远的区域,光刻胶液滴易破碎成小液滴,制备的负胶薄膜厚度减小。基材距离喷头越远,空气阻力作用于光刻胶液滴的时间越长,负胶固体颗粒分散越厉害,从而制备的负胶薄膜均匀性减小。
2.2 凸台结构的ITO玻璃
在形貌起伏大的MEMS器件应用中,传统的旋涂法已无法满足其要求。为了验证压电雾化喷涂法可应用于三维形貌结构表面的涂胶,选用了表面凸台结构的ITO玻璃为基材,其凸台距基底深度为2 μm,然后用稀释体积比4∶1的光刻胶溶液在预热温度40 ℃下对硅片喷涂1层。经压电雾化涂覆后,在显微镜观察下,如图5(a)所示。利用KW-4A型台式匀胶机,先低速700 r/min旋转8s,再高速1 100 r/min旋转35 s,旋涂完后,在显微镜观察下,如图5(b)所示。
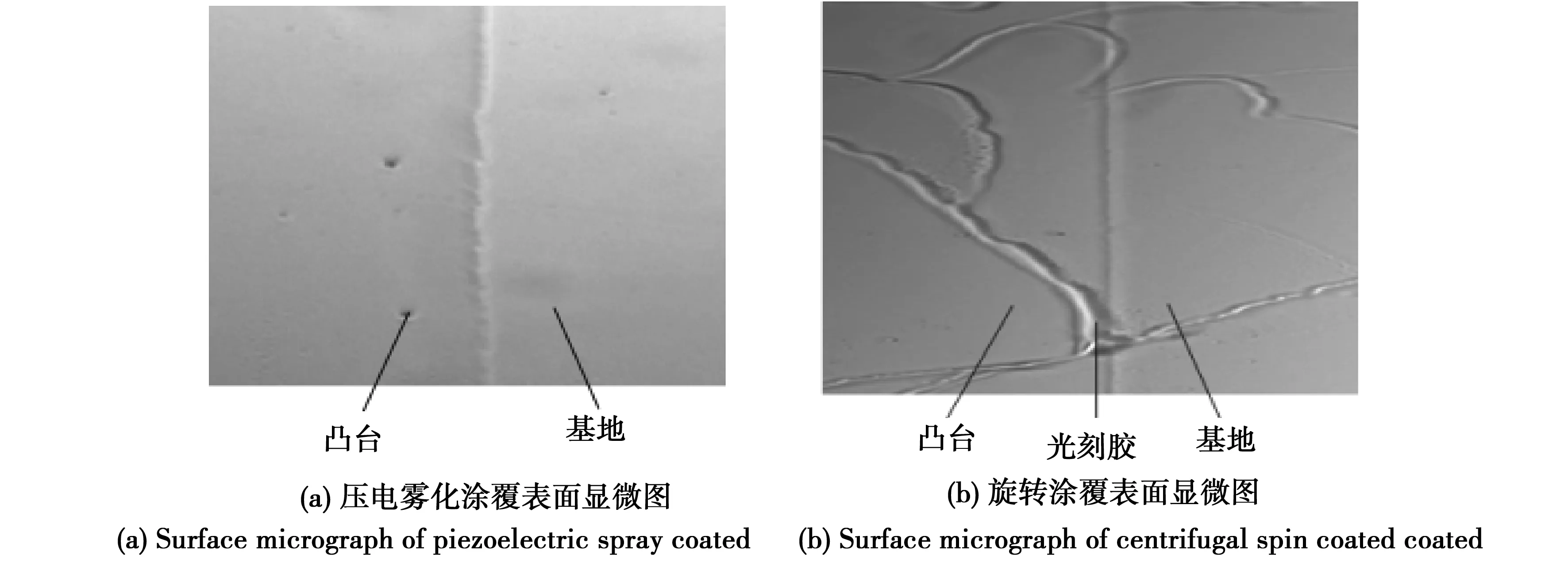
图5 两种涂覆方法的表面显微图Fig.5 Surface micrograph of two coating methods
从图中可以看出,压电雾化涂覆表面的凸台和基底处光刻胶涂覆均匀,而旋转涂覆表面的凸台和基底处光刻胶涂覆不均匀,并且在凸台和基底的交界处残留大量光刻胶。主要原因是旋转涂覆时,光刻胶在离心状态下受到凸台的阻碍无法均匀涂覆在基材表面,会产生残胶,而压电雾化法具有不受基材表面形状影响的特点,可以均匀涂覆于基材表面。
3 结语
本文用RFJ-210负性光刻胶对抛光硅片进行压电雾化喷涂,得出稀释体积比、速度和距离对负胶薄膜平均厚度和均匀性的影响规律。以表面凸台结构的ITO玻璃为基材,分别采用压电雾化喷涂法和旋转法制备光刻胶薄膜,结果证明:压电雾化喷涂法克服了旋转法的缺陷,可以应用于具有三维形貌结构器件表面的涂胶,为MEMS、柔性显示等纳米技术科学领域的薄膜涂层制备方法提供参考。
[1] PHAM N P,TEZCAN D S,RUYTHOOREN W,et al. Photoresist coating and patterning for through-silicon via technology [J]. Journal of Micromechanics and Microengineering,2008,18 (12):125008.
[2] 徐惠宇,朱获. 国外高深宽比微细结构制造技术的发展[J]. 传感器技术,2004,23 (12):4-6,13.
[3] BRUBAKER C,WIMPLINGER M,LINDNER P,et al. New applications for spray coating technology[J]. 电子工业专用设备,2003, 32 (05):4-10.
Study on photoresist coating process and applications based on piezoelectric spray coating
ZHAI Rong-an,RU Chang-hai,CHEN Rui-hua,ZHU Jun-hui
(1. Weisaitec (Suzhou) Co.,Ltd.,Suzhou 215200,China; 2. Robotics and Microsystems Center,Soochow University,Suzhou 215021,China; 3. School of Mechatronic Engineering and Automation,Shanghai University,Shanghai 200072,China)
The effects of dilution volume ratio,velocity and distance on average thickness and uniformity of the film of RFJ-210 negative photoresist obtained on polished silicon wafer as substrate were analyzed by using a home-built piezoelectric spraying system. The ITO glass with convex structure was coated with RFJ-210 by centrifugal spinning and piezoelectric spraying methods respectively. The results showed that clear and complete patterns can be formed on three-dimensional structures by piezoelectric spray coating,overcoming the problem that three-dimensional structures cannot be coated by centrifugal spinning method and proving feasibility of piezoelectric spraying for three-dimensional structures.
Negative photoresist; Piezoelectric spraying; Average thickness; Uniformity; Silicon wafer; Convex structure
2017-01-17
江苏省科技项目科技型企业技术创新资金项目(BC2015130);苏州市科技计划项目姑苏创新创业领军人才专项(ZXL2016035);吴江区科技领军人才计划项目
翟荣安(1992-),男,硕士研究生。
朱军辉(1990-),男,硕士研究生。
TN305;TH122
A
1674-8646(2017)06-0098-03
猜你喜欢
化工管理(2022年7期)2022-03-23
新材料产业(2021年5期)2021-10-29
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
天津科技大学学报(2021年1期)2021-02-25
航空制造技术(2020年14期)2020-09-06
新材料产业(2019年10期)2019-12-23
雷达学报(2018年1期)2018-04-04
股市动态分析(2017年41期)2017-11-01
含能材料(2017年9期)2017-05-07