
智能控制技术助力污水处理概念厂
2017-06-05 15:02天津市市政工程设计研究院张泳天津市排水管理处季洪瑞
自动化博览 2017年1期
★天津市市政工程设计研究院 张泳★天津市排水管理处 季洪瑞
智能控制技术助力污水处理概念厂
★天津市市政工程设计研究院 张泳
★天津市排水管理处 季洪瑞
本文主要介绍智能控制技术在污水处理厂节能和提高能源自给率方面的应用。
污水处理概念厂;能源消耗;能源自给率;智能控制技术
1 引言
2014年初,国内污水处理行业的专家提出了污水处理概念厂的命题,确定污水处理概念厂应包含以下几个方向的目标:
(1)出水水质满足水体环境变化和水资源可循环利用的需要;(2)提高污水处理厂的能源自给率;(3)追求污水中可利用物质的合理循环,减少对化学品的依赖与消耗;(4)建设感官舒适、建筑和谐、环境友好的污水处理厂。
在污水处理概念厂的目标中,低能耗及能源自给是污水处理概念厂的亮点,而先进的智能控制技术在助力污水处理概念厂实现上述目标中,将发挥重要的作用。
2 智能控制技术降低污水处理能源消耗
污水处理作为能耗型行业,消耗的能源主要包括电及各类化学药剂等,其成本占其总成本的50%以上。据相关数据统计,我国城镇污水处理年耗电已突破100亿千瓦时,其能耗量约占社会总能耗量的2%。而先进的控制技术及控制策略,可以显著地降低污水处理过程中的电力消耗及药与各类化学药剂消耗。
污水处理系统具有不确定性和不稳定性,其处理过程的特点是变量多、非线性、时变性与随机性,建立精确的数学模型比较困难。同时,污水处理系统的控制属于多目标控制,既需要控制各项出水指标,又需要抑制外部干扰对处理过程的影响。在污水处理概念厂中,目标之一就是追求处理过程的费效比最大化、最优化。因此,在污水处理概念厂中,控制系统需要多个变量的支持,知识系统、信息处理系统、认知系统、规划与控制系统及控制算法更复杂,不采用智能控制,无法实现上述目标。而一旦采用了先进的智能控制技术,其所带来的效益是非常显著的。
以天津市市政工程设计研究院在天津市某污水处理厂工程中采用的精确曝气分配与控制智能化系统为例,系统的计算和控制回路采用专家智能系统和模糊神经元控制技术,打破了传统溶解氧控制系统的滞后性、易受外界扰动影响等局限性,建立起适合该污水处理厂的气量分配和控制数据模型,并在调试中结合实际进水水质、水量特征和实际负荷状况,不断地完善系统数据库,跟踪负载的变化,根据工艺的溶解氧设定值,智能化的分配每个阶段的曝气量,满足实际运行工况的需要,达到气体供应的最佳化,使生物反应池能高效、稳定运行(如图1所示)。

图1 污水处理厂的气量分配和控制数据模型
在采用该系统后,可以满足工艺流程中生物反应池各个区段对溶解氧梯度的控制要求,同时将传统的PID控制系统中溶解氧的波动降到较低的水平,从而降低曝气系统能量的消耗。从实际效果看,该曝气系统的能量消耗比常规曝气系统降低了约15%~20%。
同样,在污水处理厂污泥脱水过程中,因为投加的聚合物的组分不可能一直保持不变,加药泵的泵速也不会保持不变,靠人工不可能及时了解所有这些变化,并调节聚合物的投加量。因此,现有的聚合物投加一般采用的是经验值等比例投加方式。同时为了缓解上述波动,使进入脱水机的污泥更好的沉降,常用的做法就是采用过量的投加比例,这势必造成聚合物的过量投加,带来不必要的药剂消耗及成本的增加。
而在污水处理概念厂中,可以采用更为先进的聚合物投加智能控制系统(如图2所示),通过检测脱水机的滤后液中的电荷情况来判断聚合物的投加是否适当。检测滤后液电荷情况后经过系统分析,再通过智能控制器来控制聚合物投加泵,精确地控制聚合物的投加量,不仅可以节省聚合物的投加费用,同时也减少了进入污泥中的化学药品量,减少了脱水机的维护量,提高了脱水机的工作效率。
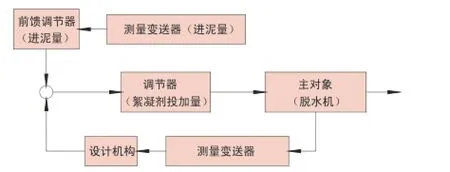
图2 聚合物投加智能控制系统
经过测算,采用聚合物智能控制系统相对于传统的定量控制,每年可以在污泥脱水环节节省约20%~40%的化学药品投加量。
3 智能控制技术提高污水处理厂的能源自给率
在提出污水处理概念厂的专家看来,中国污水处理技术偏离了国际主流。近年来,发达国家污水处理厂的能效改造与排放标准改造必须同步进行,而中国污水处理厂的高耗能改造却依旧未能推行,能耗更低的厌氧消化技术在中国的应用只有不到50家。
2015年访问芬兰时,我们调研了当地若干座污水处理厂。其中图尔库的KAKOLANMAKI污水处理厂,服务人口约30万人,处理生活污水及工业废水共计约9万吨/日,工艺流程采用传统的AAO活性污泥法+砂滤处理工艺。其出水提供给当地一家水源热泵公司作为换热水源,为图尔库地区提供供热服务。污泥经过脱水后外运做厌氧消化处理,年产沼气约460万立方米,年发电约1.3GWh。赫尔辛基的VIIKINMAKI污水处理厂规模为20万吨/日,工艺流程采用传统的AAO活性污泥法+深度处理工艺(如图3所示)。其污泥经过消化产生的沼气用来发电供本厂使用,可以满足69%的厂用电能,其出水也是提供给当地一家水源热泵公司作为换热水源,为赫尔辛基地区提供供热服务。
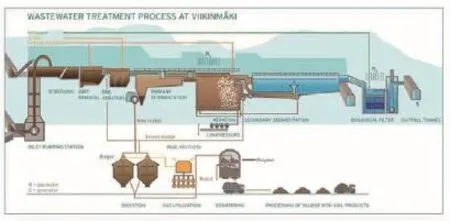
图3 赫尔辛基的VIIKINMAKI污水处理厂
在上述两座污水处理厂中,污水源热泵和厌氧沼气发电技术的应用,最大程度地减少了污水处理厂对外部能源的依赖程度。从这两座污水处理厂的能耗分析来看,应该是污水处理厂能源自给的典范。其能源、资源回收率很高,其能源自给率均达到60%以上。而先进的智能控制技术对实现上述目标发挥了重要的作用。
相对于好氧生物处理,厌氧消化具有高有机负荷、剩余污泥量小、绿色能源回收以及较低的运行和维护费用等优势。但是,厌氧消化同样存在着处理过程中的多变量、非线性、时变性与随机性。一些环境因素如pH、温度、有机负荷和氨氮浓度等,均影响着厌氧消化过程的稳定进行。当我们通过调节工艺参数(pH、温度、碳氮比等)来控制消化池中氨的浓度时,又会引起其他相关因素的变化。例如,降低反应温度可消除氨的抑制作用,但温度的降低对厌氧消化的产气量影响非常大。解决这些环境因素对厌氧消化过程的影响,除了工艺设计外,必须采用先进的智能控制技术(如模糊控制、神经网络控制、专家控制、人工智能控制等),根据仪表采集到的大量过程信息,通过智能控制器的收集、处理、分析、判断、输出,达到既定的控制目标。
又例如,在消化池中,有效的混合搅拌可以促进进料污泥在消化池内充分混合,可以促进进料污泥与微生物充分接触,可以防止热分层,减少浮渣,稀释进料中的有毒物质,促进消化气从消化液中的分离,但是如何评价搅拌系统的效果一直是个难题。现在常用的方法有固体曲线分析法、温度曲线法、示踪剂法,其中固体曲线法和温度曲线法都存在失败的可能性。示踪法是评价搅拌系统性能最准确的方法,但是存在系统复杂、繁冗、性价比较差等缺点。在现有技术条件下,我们可以利用嵌入式技术及物联网技术,开发出相应的智能化示踪器,运用到消化池的混合搅拌效果的评价上,可以实现更经济、更准确、更智能化的混合搅拌控制,提高消化池的产气率,降低温室气体排放,节约能耗。
4 结语
智能控制技术的应用,可以带来人工成本降低、运营水平的改善、节能降耗、提高能源自给率,全方位提高污水处理厂的运营管理效率。其应用不局限于一些示范性的污水处理概念厂,对所有的污水处理企业都具有实用价值。在全球能源危机、气候变化和资源紧缺背景下,发展低能耗、低物耗,在稳定达标前提下能源化、资源化、精细化的管理及控制的污水处理新模式,将已有技术和各种新技术,包括智能控制技术不断融入污水处理工程中,是未来污水处理的发展方向。
[1] 张泳. 节能控制技术在污水处理厂改造工程中的应用[J]. 自动化博览,2011, (7) :70 - 72.
[2] 美国水环境联合会. 城镇污水处理厂运行管理手册[M]. 北京: 中国建筑工业出版社, 2012.
Intelligent Control Technology to Assist the Concept Plant of Sewage Treatment
This paper introduces the application of intelligent control technologiesfor energy saving and energy self-sufficiency rateimprovement in sewage treatment plants.
Concept plant of sewage treatment; Energy consumption; Energy self-sufficiency rate; Intelligent Control Technology
张 泳(1971-),男,教授级高级工程师,重庆建筑工程学院工业电气自动化专业毕业,硕士,现就职于天津市市政工程设计研究院。
季洪瑞(1973-),女,高级工程师,天津大学工商管理硕士,现就职于天津市排水管理处。
猜你喜欢
军事文摘(2022年16期)2022-08-24
飞控与探测(2021年4期)2021-11-26
建材发展导向(2021年7期)2021-07-16
科学(2020年6期)2020-02-06
建材发展导向(2019年13期)2019-08-24
建材发展导向(2019年11期)2019-08-24
电子制作(2019年7期)2019-04-25
能源(2018年6期)2018-08-01
海峡科技与产业(2016年3期)2016-05-17
专用汽车(2015年2期)2015-03-01
