基于HALCON图像处理的焊缝识别与提取方法的研究
2017-06-03 21:59阚仁峰杨龙兴南玉龙
物联网技术 2017年5期
关键词:算法
阚仁峰+杨龙兴+南玉龙


摘 要:为了提高传统的焊接效率,基于HALCON图像识别及处理技术,文中提出了一种改进的去“雾”算法并结合暗通道理论来凸显焊缝特征;通过亚像素边缘提取焊缝轮廓;再利用HALCON算子,计算得到焊缝中心轨迹。实验结果表明,该组合算法能够准确提取出焊缝的基本参数,为后续自动焊接跟踪提供了保障。
关键词:HALCON;去“雾”算法;暗通道;亚像素
中图分类号:TH132;TP39 文献标识码:A 文章编号:2095-1302(2017)05-00-03
0 引 言
图像处理技术是以计算机视觉为基础,在计算机领域得到广泛应用的技术,包括光学、光电子学、信号处理、图像处理等一系列学科。在21世纪制造业自动化程度快速发展的时期,图像处理技术已经走向实际生产应用,成为生产过程中的关键技术之一,具有广泛的应用前景[1]。具有代表性的图像处理软件——HALCON,是德国MVtec公司开发的一套完善的标准的机器视觉算法包,拥有应用广泛的机器视觉集成开发环境,包含了各类滤波、色彩分析、几何数学变换、形态学计算分析、校正、分类、形状搜索等基本图像处理功能,可应用于现代工业上的各类自动化检测。焊接是两种或两种以上同种或异种材料通过原子或分子之间的结合和扩散连接成一体的工艺过程,已渗透到制造业的各个领域,直接影响到产品的质量、可靠性和寿命以及生产成本、效率和市场反应速度[2]。
鉴于焊接技术的发展现状以及焊接过程中各种因素的影响,焊接需要经过人工打磨的后处理工序才能得到高质量的焊缝,但人工打磨耗时耗力,并且生产周期长,质量得不到保证。因此利用HALCON机械视觉软件[3,4]对焊缝进行视觉识别与测量,并对后期过程實现智能自动化加工,是一项非常有意义的工作[5]。本文提出改进的去“雾”算法,在焊缝白亮化的图上,增强焊缝特征,并基于HALCON视觉软件组合一套算法,提取焊缝的轮廓特征及相关参数。
1 改进的去“雾”算法
本文在一般去“雾”算法的基础上提出了改进,此算法可对有雾气的图像进行处理,而本文旨在焊缝的识别。在实际加工中,由于采集图像过程中的强光干扰以及现场粉尘对光线的漫反射,导致采集的图像白亮化,不利于图像的后续处理,故对此算法进行改进。
1.1 暗通道
通过对大量自然景物图片进行统计分析得出,在绝大多数的图像局部区域里,存在某一像素点在R、G、B三个通道中有一个或多个颜色通道的灰度值很低甚至趋近于0,将这些通道定义为暗通道[6]。其用公式(1)描述为:
(1)
式中,Jc表示彩色图像的每个通道;Ω(x)表示以像素x为中心的一个窗口。根据暗通道理论得出,暗通道最小值趋于0,即Jdark→0。
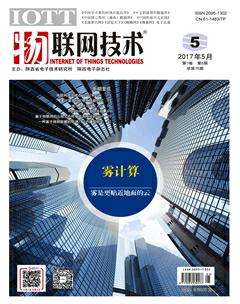
1.2 图像原理模型
在焊接加工过程中,焊缝在采集时常常因为强光的干扰以及现场粉尘对光线的漫反射,使得采集的焊缝不清晰,影响图像处理。而此算法的研究就是为了解决如何采集清楚的焊缝等问题,通过此算法增强焊缝特征。图像原理模型如图1所示。其模型用公式(2)表示为:
I(x)=J(x)t(x)+A(1-t(x)) (2)
式中,I(x)为待处理图像;J(x)为增强后的图像;A为外设强光的光成分;t(x)为空气透射率。
对上式进行变形,设t(x)为常数,且A值已知,对等式两边变形得到式(3):
(3)
由上述暗通道理论得:,即
(4)
带入(3)式,考虑此算法存在一定的误差特性,故引入[0,1]的因子ω。
(5)
在实际图像中,A值可以借助暗通道从原始图像中获得。具体步骤如下:
(1)从暗通道图中按照亮度大小取前0.1%的像素。
(2)在选取位置中,在原始图像中寻找对应的具有最高亮度点的值,作为A值。
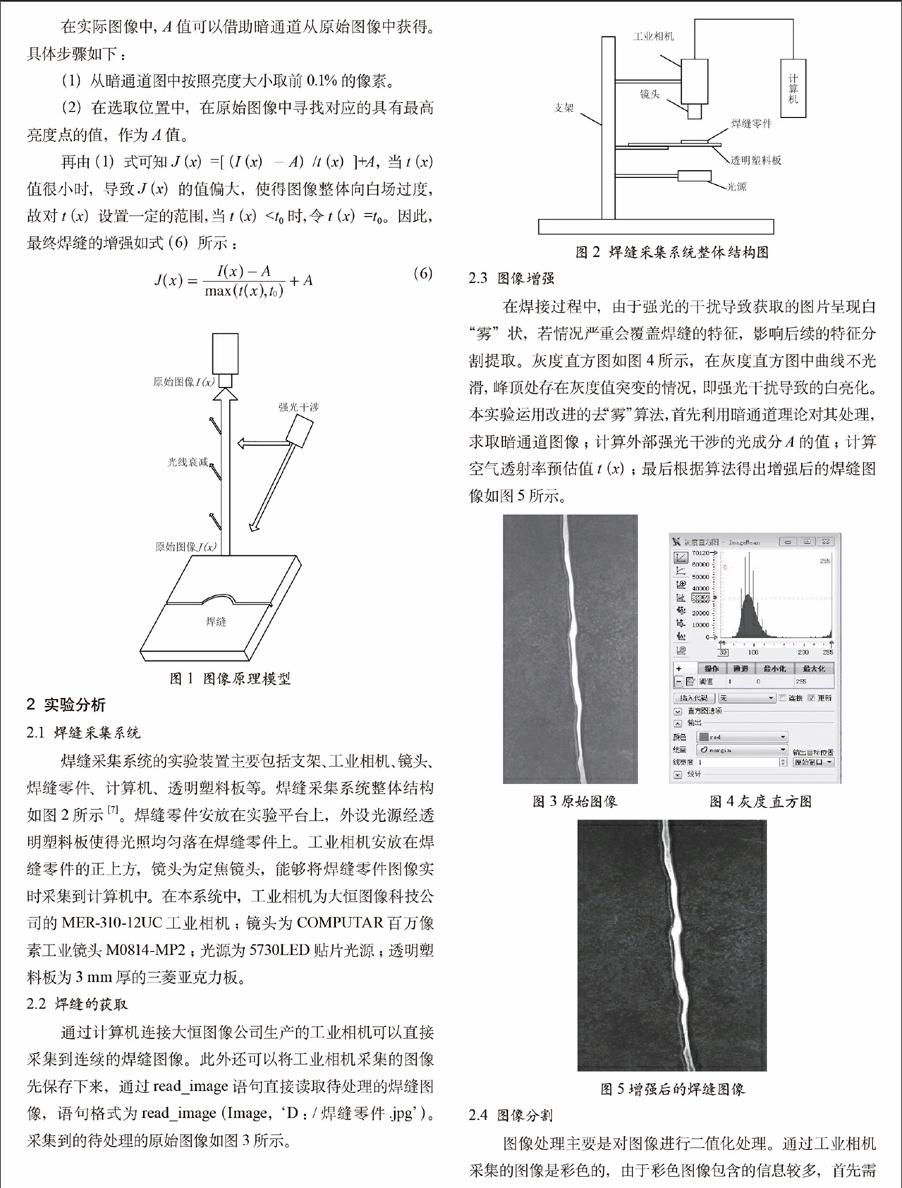
再由(1)式可知J(x)=[(I(x)-A)/t(x)]+A,当t(x)值很小时,导致J(x)的值偏大,使得图像整体向白场过度,故对t(x)设置一定的范围,当t(x) (6) 2 实验分析 2.1 焊缝采集系统 焊缝采集系统的实验装置主要包括支架、工业相机、镜头、焊缝零件、计算机、透明塑料板等。焊缝采集系统整体结构如图2所示[7]。焊缝零件安放在实验平台上,外设光源经透明塑料板使得光照均匀落在焊缝零件上。工业相机安放在焊缝零件的正上方,镜头为定焦镜头,能够将焊缝零件图像实时采集到计算机中。在本系统中,工业相机为大恒图像科技公司的MER-310-12UC工业相机;镜头为COMPUTAR百万像素工业镜头M0814-MP2;光源为5730LED贴片光源;透明塑料板为3 mm厚的三菱亚克力板。 2.2 焊缝的获取 通过计算机连接大恒图像公司生产的工业相机可以直接采集到连续的焊缝图像。此外还可以将工业相机采集的图像先保存下来,通过read_image语句直接读取待处理的焊缝图像,语句格式为read_image(Image,‘D:/焊缝零件.jpg)。采集到的待处理的原始图像如图3所示。 2.3 图像增强 在焊接过程中,由于强光的干扰导致获取的图片呈现白“雾”状,若情况严重会覆盖焊缝的特征,影响后续的特征分割提取。灰度直方图如图4所示,在灰度直方图中曲线不光滑,峰顶处存在灰度值突变的情况,即强光干扰导致的白亮化。本实验运用改进的去“雾”算法,首先利用暗通道理论对其处理,求取暗通道图像;计算外部强光干涉的光成分A的值;计算空气透射率预估值t(x);最后根据算法得出增强后的焊缝图像如图5所示。
2.4 图像分割
图像处理主要是对图像进行二值化处理。通过工业相机采集的图像是彩色的,由于彩色图像包含的信息较多,首先需要将获取的焊缝图像灰度化,使图像中只含有灰度信息,以方便后续的图像处理。在二值化处理过程中,最重要的是阀值,选取合适的阈值对图像的二值化结果会有很大的影响,依据灰度直方图分布判断阈值的方法效果最好[8]。
本实验零件选择灰度值180作为最佳阈值,将灰度图像分为白色目标像素点与黑色背景像素点。二值化图像如图6所示。在提取焊缝特征轮廓时,选用比图像像素精度更高的算法进行处理,可通过亚像素边缘提取焊缝的特征,通过算子threshold_sub_pix进行阈值分割图像,再通过edges_sub_pix不同滤波边缘提取焊缝的外轮廓。提取的焊缝轮廓如图7所示。通过算子skeleton计算焊缝的骨架,得出图8所示的焊缝中心线轨迹,为后續输出相应的运动点坐标给机器手,实现自动化跟踪焊接奠定了基础。
3 结 语
由上述实验分析可得,图2为运用改进去“雾”算法与暗通道理论算法增强后的图像,凸显出了焊缝特征;通过亚像素像边缘提取焊缝的特征,图7所示为计算出的焊缝骨架像,为后续机器手运动轨迹提供基准。通过对已有算法的组合,设计出一套从焊缝图像预处理到特征提取,最后获得焊缝具体参数的算法流程图,为后续实现自动化跟踪焊接奠定了坚实的基础。
参考文献
[1]章毓晋.图像工程:图像处理[M].北京:清华大学出版社,2006:1-3.
[2]林尚扬.我国焊接生产现状与焊接技术的发展[J].船舶工程, 2005, 27(B05):15-24.
[3]王文成.基于Halcon的齿轮缺陷检测系统设计[J].机械传动,2014,38(9):60-63.
[4]孟兆新,马玉,谷志新,等.利用Halcon提取狗獾前肢区域图像的方法[J].经济动物学报,2012,16(3):159-162.
[5] Luo Z X, Xue L, Sun F J, et al. Camera Calibration Based on HALCON[Z].Video Engineering, 2010.
[6] He K,Sun J,Tang X.Single image haze removal using dark channel prior[J]. IEEE Transactions on Pattern Analysis & Machine Intelligence, 2011, 33(12):2341.
[7]金贝.基于Haicon的机器视觉教学实验系统设计[D].北京:北京交通大学,2012.
[8] Weszka J S, Rosenfeld A. Histogram modification for threshold selection[J]. IEEE Trans Smc, 1979, 78(1):38-52.
猜你喜欢
成都信息工程大学学报(2019年4期)2019-11-04
阅读与作文(英语初中版)(2019年8期)2019-08-27
小学生学习指导(低年级)(2018年11期)2018-12-03
传感器与微系统(2018年7期)2018-08-29
传感器与微系统(2018年7期)2018-08-29
西安工程大学学报(2016年6期)2017-01-15
现代防御技术(2016年1期)2016-06-01
华东理工大学学报(自然科学版)(2015年2期)2015-11-07
电测与仪表(2015年24期)2015-04-09
华东理工大学学报(自然科学版)(2014年6期)2014-02-27