
基于机器视觉的在线手机间隙尺寸检测技术研究
2017-06-01 03:22刘杰朱铮涛张哲李渊
电脑知识与技术 2017年8期
刘杰 朱铮涛 张哲 李渊

摘要:针对手机屏幕到外壳间间隙、听筒宽度、装饰边宽度等尺寸参数的实时在线测量需求,提出了一种基于机器视觉的手机间隙尺寸测量方法,通过对标准图像设定感兴趣区域,提取该区域特征后,在待检测手机中自动匹配感兴趣区域,随后使用Canny算子寻找边缘点,再用与边缘垂直的一组平行线求出参与最小二乘法拟合目标直线的边缘点,在减少计算量的同时,提高了测量直线边缘的定位精度。在VS2012平台上,结合运动控制,开发了一套在线手机间隙尺寸测量系统,该系统具有实时、高效、高精度、重复性好等特点,且其精度达到10μm,具有很好的应用价值和前景。
关键词:手机检测;尺寸测量;边缘检测;视觉检测;图像处理;测量系统
中图分类号:TP393 文献标识码:A 文章编号:1009-3044(2017)08-0188-04
随着计算机视觉理论基础的逐渐成熟,机器视觉检得到了快速的发展,以其自动化、高效、非接触、精度适中等优点在工业产品检测得到了广泛应用。虽然国内的自动化视觉检测行业仍处于发展阶段,但机器视觉检测应用在各行业中的成功案例已经非常多,大大提升了国内生产效益。
現下,数码产品发展速度飞快,特别是手机,更新换代的时间十分短,而人们对其需求量庞大,因此在手机生产过程中,对其各部位的尺寸检测是否符合规格至关重要,也已经有许多科研工作者把机器视觉检测技术应用于手机尺寸测量上,并取得一定成果。由于在手机的生产过程中,需要测量的部位多,如手机内外壳长宽、按键宽度、听筒宽度、玻璃屏到外壳之间间隙宽度,装饰边宽度、手机内壳部件位置度等方面,且要求精度较高,采用人工检测存在速度慢、精度低、成本高、长时间检测使检测人员疲劳造成的误差等因素,所以采用检测技术来对手机进行检测具有极大的优越性。目前,大部分的手机检测工序仍使用显微测量器材进行精确测量,但这种传统的测量方法具有成本高、效率低、局限性大等缺点。针对手机二维尺寸测量,我们开发了相应的机器视觉检测系统。本文主要针对手机玻璃屏幕与外壳之间间隙、听筒宽度、装饰件宽度测量进行了算法的研究、实现及应用,提出了一种基于HSV颜色通道中H与S通道图像灰度分布特征,自动匹配目标边缘区域,利用canny算子、辅助线及最小二乘法提取目标边缘的方法,提高了目标边缘提取的准确性,从而使测量结果更加精准。系统的精度达到10μm,重复性测试精度达到10μm,操作简便,可通过调整电脑软件中的参数设置对不同类型的手机进行测量,也可以应用于其他类似的场合,如平板电脑、mp3等电子产品的尺寸测量,本系统已经在线上使用。
1测量系统技术要求
1)屏幕与外壳间隙为0.15±0.01mm;
2)听筒宽度为1.2mm±0.01mm;
3j装饰边宽度为0.5mm±0.01mm。
被检测手机及其测量位置分布如图1所(装饰边在手机背面),其中测量尺寸精度要求达到0.01mm,重复性测试精度要求达到0.01mm。
2系统结构
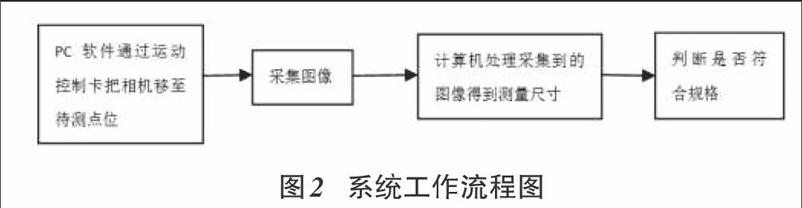
手机尺寸视觉检测系统由图像采集、图像处理、运动控制三大模块组成。系统首先通过运动控制模块与图像采集模块对待测成品手机进行采图,后经图像处理软件系统进行分析处理,接着根据处理结果判断产品是否符合规格要求,再进行分拣、分类。系统工作流程图如图2。
2.1运动控制模块
本模块由运动控制卡、伺服电机和运动轴组成。本系统采用了4轴的固高控制卡GTS-400-PV-PCI-G,通过pc软件中集成控制卡的驱动程序,把CCD相机、镜头及led光源固定在运动轴上。运动控制卡不断检测I/O端口控制信号控制伺服电机X、Y、Z方向的运动,把相机移动至测量点位进行图像采集。
2.2图像采集模块
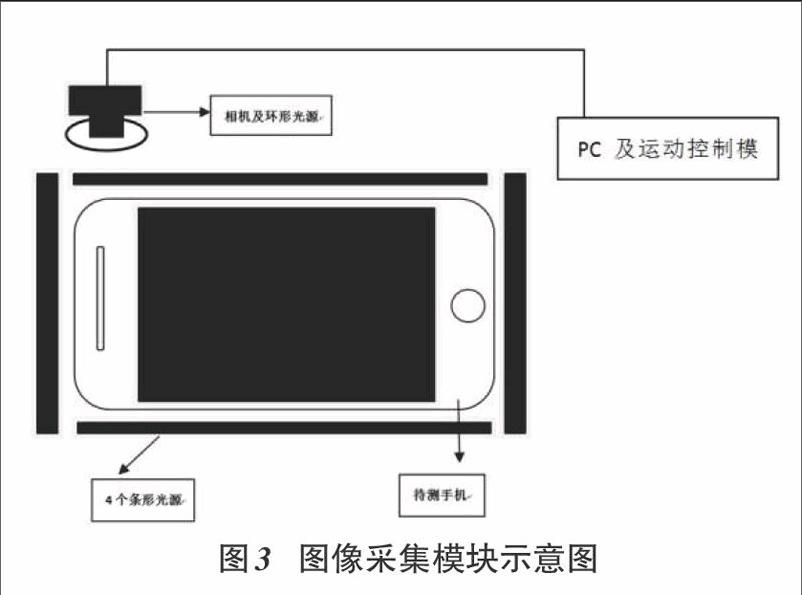
图像采集模块是视觉测量系统实现测量的主要模块,图像的质量直接影响到整个测量系统功能的实现及精度,属于视觉测量系统的最前端。当运动轴将相机移动到待测点位时,测量软件会通过接口发送采集信号给相机。本系统的图像采集模块如图3所示。图像采集模块主要分为以下两部分:
1)工业相机
在工业相机的选取上,我们选用了德国basler的aeA2440-20gc,该相机分辨率为2448*2048,接口为GigE,便于快速传输图像。
2)镜头选用的是8mm焦距的定焦镜头。
3)可控制光源
在检测过程中,我们需要提取指定的边缘对手机尺寸进行测量,因此针对不同点位的图像采集,需要有对应的打光方案,所以我们选用了OPT的AP1024F-4光源控制器及四个条形光源围绕在待测手机四周、一个环形光源安置在相机与镜头下,把驱动集成在图像处理软件中,实现了在不同点位测量中自动切换到对应的打光方案,为图像处理模块提供了质量更好的原始图像。光源具体分布情况如图3所示。
2.3图像处理模块
本系统的图像处理软件以vs2012作为开发平台,结合图像处理算法对图像进行分析处理,算法研究过程中通过MATLAB仿真验证,最终利用C++将所研究算法实现与测量系统中。
3视觉检测算法分析与实现
视觉尺寸测量中,针对线性尺寸测量,本文采用基于HSV颜色通道中H与S通道图像的灰度分布特征,自动匹配目标边缘区域,并利用辅助直线相交的方法提取边缘特征点位,经过最小二乘筛选并拟合最优目标直线,用于计算尺寸。图像处理过程如图4所示。
3.1图像预处理
为了测量手机各部位的二位尺寸,需要获取该产品的边缘图像,而在图像采集、传输等过程中,都会产生噪声的干扰,致使图像清晰度不足,难以辨认图像边缘,加大提取边缘特征的难度。因此,在提取图像边缘特征前,必须对原始图像进行预处理。在为了增强原始图像的对比度且达到去除噪声的效果,本文采用二次滤波(滤波-锐化-滤波)的方法对原始图像进行预处理。中值滤波有效地去除了随机噪声带来的干扰,同时保留了边缘部分,图像锐化突出了图像中的边缘,再经过平滑处理去除前两步未被处理的噪声。预处理效果如图5所示。
3.2提取感兴趣区域
成品手机表面往往伴随许多装饰、纹理等因素,为提取指定边缘造成很大干扰,因此需要在检测边缘之前,有必要提取感兴趣区域,使测量更加精,本文提出一种基于HSV颜色通道中的H与S通道图像灰度分布特征,自动匹配感兴趣区域的方法。
1)由人工设定标准手机产品图像,并采集标准图像,确认一个200*200的标准区域,并将预处理后的图像转换至hsv通道图像。
2)在hsv通道中,H通道描述了图像的颜色属性,S通道则描述图像的饱和度,H通道表示图像中被白光稀释的程度,V通道描述图像的亮度。本文主要应用H与S通道的灰度分布特征匹配感兴趣区域。在标准区域中,有200个点位,则对应的H与S区域分别有200个灰度值,分别设其为集合H=(x1,x2,…,xi|0 3)以200*200的模板遍历待测图像,设遍历过程中得到的H与s通道中的灰度集合为H1=((X11,X12,…,X1i|0 (1) disc值最小的区域,既是感兴趣区域。匹配效果如图6-(a)。 3.3边缘提取 1)本系统边缘检测算法中,使用canny算子对感兴趣区域进行边缘检测。canny算子相较于sobe1、LoG、robert等常用边缘检测算子,具有更高信噪比、定位精准等优点,能更好地区别出边缘、背景和噪声。边缘提取效果如图6-(b)所示。 2)经canny算子处理后,得到图像f(x,y),在感兴趣区域内每隔五个像素点作横向直线(检测不同部位作不同方向直线,以图6为例),与边缘区域相交,用以提取边缘特征点。预设两个阈值K1,K2,标准角度β,根据 (2) (3) (4) 3.4最小二乘法拟合直线 得到目标边缘特征点后,我们采用最小二乘法,去除奇异点,保留有效特征点。设边缘直线方程为: (5) (6) (7) 求解方程组可得直线参数a0和a1的值: (8) 拟合最有直线,直线拟合效果如图6-(d)所示。 3.5几何运算 通过最小二乘法求得目标边缘l1最优方程y=a0+a1x,随后提取另一目标边缘特征点集合(xj,yj)(j=1,2,…,N),利用最小二乘法去除奇异点,根据点到直线距离公式:分别计算特征点到l1的距离集,求取平均值,进而得到测量结果尺寸d,则有: (10) 式中Dhscale为相机标定值。 4结果 本测量系统软件的开发采用了vs2012平台作为开发工具,基于MFC框架设计了人机交互界面,软件界面如图7所示。人机界面除了图像采集,计算结果外,还可以对运动系统进行人工操作,同时具有数据统计、判是否合格等功能。 为验证算法的稳定性与准确性,把该视觉测量系统应用于手机屏幕与外壳间间隙测量中。测量结果见表1。该系统测量误差在企业的要求范围内,满足了工业应用的需求。目前已在线上使用。 5结论 根据手机尺寸测量的要求和呈相特点,本文提出了一种自动匹配感兴趣区域,并有效提取目标边缘的方法,采用最小二乘法对边缘特征點进行筛选,以计算尺寸大小。本系统在再实际应用中体现出较高的准确性及稳定性,满足了企业生产过程中需求。算法在实际应用中,需要根据手机产品的规格做出对应的参数调整,配合运动控制系统设置完成测量自动化操作。
猜你喜欢
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年18期)2018-11-14
电子测试(2018年6期)2018-05-09
电子测试(2017年11期)2017-12-15
电气化铁道(2016年4期)2016-04-16
河南科技(2014年1期)2014-02-27
