基于ARM的嵌入式YAG自动调光控制系统设计
2017-05-31 16:58李九六肖功利
山东工业技术 2017年10期
关键词:嵌入式
李九六+肖功利

摘 要:在激光加工领域,以YAG固体激光器作为主要激光发射源的激光切割机在进行金属处理中,会因为镜片、机械形变导致光束不稳定,从而导致被加工对象切割质量不稳定。本研究运用以四象限探测器的跟踪定位算法为核心算法,同时运用嵌入式和自动控制理论,搭建了一套固体激光器的光路自动稳定系统。本系统对固体激光器的光路优化验证,证明能提高固体激光器稳定输出的性能。
关键词:YAG激光器;嵌入式;光路自动稳定;跟踪定位算法
DOI:10.16640/j.cnki.37-1222/t.2017.10.050
1 引言
固体激光器在金属加工领域有着很大的应用基础,其高功率,大能量,高可靠,维护方便等特性使其成为工业、国防、医疗、科研等领域的常见加工激光器。但是激光切割机在进行金属处理中,会因为镜片、机械形变导致光束不稳定,从而导致被加工对象切割质量不稳定。本系统基于ARM的嵌入式系统,通过采集四象限探测器的数据,得到光路目前的偏移量,通过四象限探测器的跟踪定位算法为核心算法对分别对半反,全反以及激光准直模块的进行控制,固体激光器的光路优化,同时保证YAG光路的正常使用,提高了效率。
2 YAG激光器以及改进结构
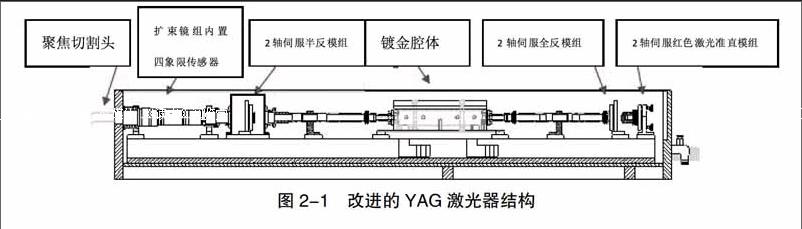
固体激光器的光路优化,改进固体激光器结构,结构如图2-1所示。
(1)准直激光模组。红色定位模组由红色激光器、4维微调架构成,在调节光路过程中起到投射直线定位作用,本模块4维微调架内置2套微型伺服系统。
(2)2轴伺服全反镜模组。全反镜模组由全反HR镜片以及2维微调架构成。本模块2维微调架内置2套微型伺服系统。
(3)半反镜模组。半反镜模组由全反HR镜片以及2维微调架构成,本模块2维微调架内置2套微型伺服系统。其模块和全反进镜模组结构一致,只是安装方向相反。
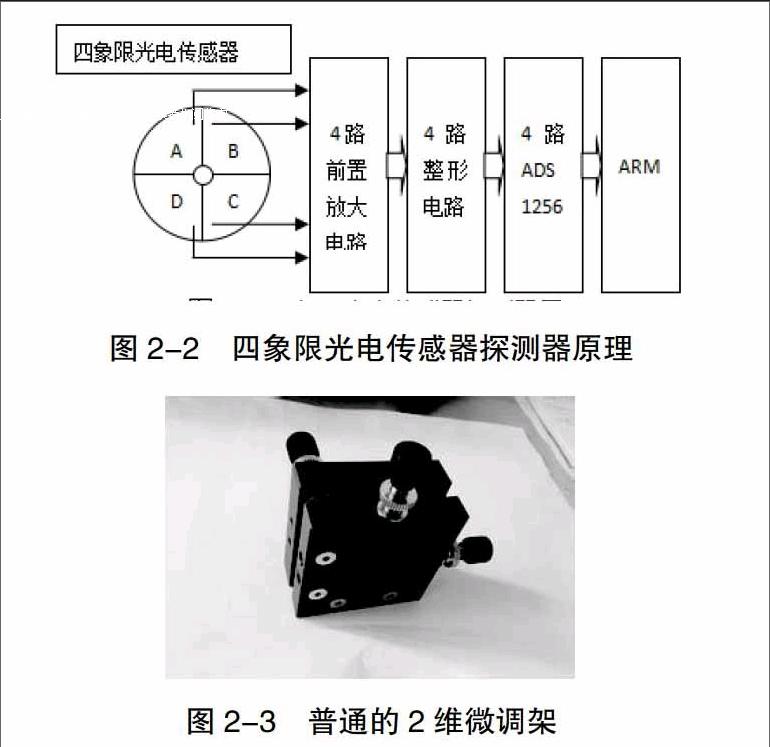
(4)四象限光电传感器。
3 基于ARM的调光控制系统
本方案控制系统采用ARM为核心的嵌入式集成电路,驱动系统采用专用驱动功能芯片为核心的6轴微型伺服系统,通过模拟量整形接口电路对四象限光电传感器进行数据采集,经核心算法计算,同时对6路微伺服電机进行控制,达到自动调节光路的目的。
4 调光控制系统硬件
经过广泛调研、反复比较,本系统最终采用意法公司的微处理芯片STM32F103RF作为中央处理器,在YL-STM32F103开发板上完成相关测试。有伺服驱动芯片L6203P、四象限光电探测模块、模拟采集芯片ADS7841及调理电路等构成。
5 控制系统算法以及软件设计
5.1 控制系统算法
本文为达到快速定位激光光束位置的目的,提出了一种高速实时定位算法,利用激光光斑的投射面积以及位置实现目标的定位。该算法步骤如下:
(1)根据激光光点投射到传感器的位置,通过采集电路得到其投射面积与电压的对应关系,通过数字模拟电路读出具体的数值;
(2)采集在激光光点4个象限上激光器的数值,计算出激光光点的投影面积的变化率;
(3)激光光点强度的变化趋势可以通过自适应算法来确定,如果需要可以通过对得到的数据进行放大或者缩小使得其投射在标定的范围内。动态调整分辨率和对其跟踪精度进行再次校准,从而提高其响应速度和精度;
(4)激光光点的偏移会导致象限上的投射数值改变,光点的偏移量Δx 和Δy 与投射数值S以及象限的采样数值V差成正比。经过研究发现其偏移量可以通过以下公式进行估计:
式中,S为投影数值,也可以称为投影面积,V为采样数值; 是一个可调节系数,便于调整偏移距离的范围。
5.2 软件设计
STM32 的启动程序完成系统上电后或复位后初始化的工作,对寄存器的控制决定了基本资源的分配和使用的有效性。中断服务程序通过STM32 的 GPIO 的外部中断复用功能采集模拟前端子板返回的同步头信号产生一帧信号处理提供同步并控制 A/D 转换。数据处理程序的过程:(1)STM32 启动AD转换程序;(2)STM32 通过外部中断方式采集同步信号,并由中断服务函数控制 A/D 转换,采集AD信号同时做必要的数字软件滤波;(3)将采样得到的数字信号存储后并进行数字运算处理,(4)调用PID算法将模拟量转为位置量信号;(5)判断采集伺服系统位移量是否达到到;(6)进行后续数据采集。
6 实验以及实验结果
试验结果如表1:
VI,VII,VIII,VIV单位是mV,是ARM采集模拟量电路后得到的参数。△x, △y单位是mm, SX, SY单位是步长数是根据公式计算出的最终精度,由于实际精度测量太困难,故本试验以计算参数为准。
经验证,精度达到0.04mm误差范围内,系统整体验证成功。
7 结论
本研究运用以四象限探测器的跟踪定位算法为核心算法,同时运用嵌入式和自动控制理论,搭建了一套固体激光器的光路自动稳定系统。本系统对固体激光器的光路优化验证,证明能提高固体激光器稳定输出的性能。
参考文献:
[1]杜春雷.ARM 体系结构与编程[M].北京:清华大学出版社, 2003.
[2] 马忠梅.ARM嵌入式处理器结构与应用基础[M].北京:北京航空航天大学出版社,2002.
[3]江涛.高功率YAG激光器在加工厚板方面的应用.激光与光电子学进展,2000(11):46-51.
[4]陈日升,谢立新.用YAG 激光器泵浦Rh6G染料溶液的实验研究[J].激光与红外,2000,30(03):151-157.
[5]李驹光,聂雪媛,江泽明等.ARM应用系统开发详解[M].北京:清华大学出版社,2003.
[6]DEM-ADS1256 User's Guide, Texas Instruments.
[7]邓家科,王中,朱付金等.数控激光切割技术发展趋势与市场分析[J].激光与光电子学进展,2009,46(05):59-63
[8]陈明,尹福昌,阴俊燕.ND3+:YAG脉冲激光器的研制[J].仪器仪表用户,2008.
[9]余峰,何烨,李松等.四象限光电检测系统的定位算法研究及改进[J].应用光学,2008,29(04):493-497.
[10]严修齐(导师:付跃刚).激光与中波红外双波段光学系统设计[D]. 长春理工大学硕士论文,2014.
[11]司栋森,李增智,王晓旭.采用四象限光电传感器的智能跟踪定位算法[J].西安交通大学学报,2012.
[12]黄文林.基于ARM的激光位移信号采集与处理研究[D].华南理工大学硕士论文,2013.
作者简介:李九六(1989-),男,广西桂林人,研究生在读,实习研究员,研究方向:集成电路工程。
猜你喜欢
高教学刊(2022年11期)2022-05-05
科学与财富(2018年16期)2018-08-10
成长·读写月刊(2018年5期)2018-05-29
中国建筑金属结构(2018年4期)2018-05-23
中国信息化·学术版(2013年4期)2014-01-03
电子产品世界(2009年6期)2009-06-18
现代电子技术(2009年6期)2009-05-31
现代电子技术(2009年6期)2009-05-31
计算机教育(2006年3期)2006-03-24
电子设计应用(2004年7期)2004-09-02