PLC在玻璃涂胶控制系统的应用
2017-05-30 04:46:51杨欣慧
科技尚品 2017年5期
摘 要:玻璃涂胶机器人控制系统包括:涂胶机器人、传送玻璃的传动设备、及提供胶体的设备;涂胶机器人通过示教器编程指令的控制完成对玻璃的涂胶,传动设备以PLC为核心设备完成对玻璃的传送、夹紧、固定等基本操作,供胶设备对系统提供持续的玻璃胶体。本文重点介绍以PLC为控制核心的传动设备,通过调整触摸屏面板的参数控制,来完成多种不同机型玻璃的传送、固定、等待涂胶等基本操作;系统的总线采用开放式现场总线—CC-LINK总线,模块化结构,节约布线。
关键词:传动设备;电气控制;PLC;梯形图
1 玻璃涂胶控制系统的组成
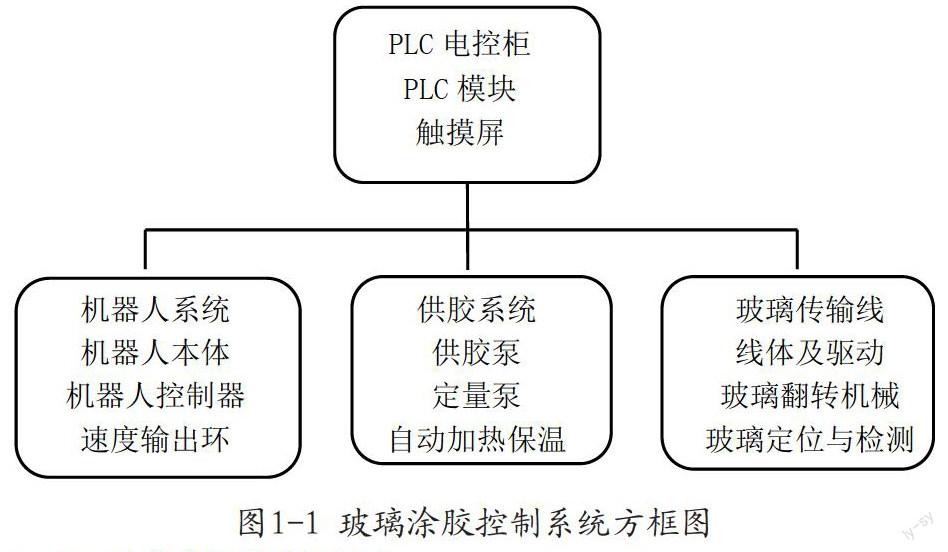
传动设备、机器人、供胶设备3部分组成了玻璃涂胶控制系统;机器人通过示教作业,识别机器人语言,完成对玻璃的制定轨迹涂胶;传动设备的控制核心是PLC,光电开关的作用是检测到玻璃通过的信号,并发出信号给PLC,PLC发出信号给电动机,电动机控制传送带的传送及停止;气缸由电磁阀控制,固定并夹紧玻璃,等待机器人对玻璃进行涂胶操作。供胶系统的核心是供胶泵,它的作用是提供胶体,除此之外还有自动加热保温设备,保证胶体的温度,以便于机器人能够顺利的涂胶。系统的结构图如下图1-1所示。
2 PLC在控制系统的应用
2.1 电气控制柜的设计
电气控制柜的设计兼顾工艺要求的同时,考虑布局的整齐美观原则。具体做法如下:第一步,选择符合工艺要求的元器件并用万用表检测元件是否完好,所选择的元器件有:刀开关、PLC、熔断器、中间继电器等。第二步,安装及固定元器件。基本的安装原则:考虑到荷重的要求,下面安装中间继电器、交流接触器等体积大的元器件;上面安装热继电器等散热的元器件;核心元件PLC安装在中间,因为它需要长期需要维护、检修,不宜安装的过高或过低。总之,元器件安装距离适中,不宜过密、摆放整齐、布置元件美观对称。第三步,能够看懂图纸,按照线路图进行布线,线路符合基本工艺要求,一个端子最多连接两根导线,压线不能伤及线芯。
2.2 控制元件PLC的设计
控制元件PLC选择三菱Q系列,多个模块组合结构,由独立的电源供电。
PLC输入模块共选择三块,其中QX40二块,用来外接检测元件和按钮,从而监测其控制系统。QX41一块,外接循环停止、遥控状态、机器人启动等启动按钮及挡停导柱下/上、工件下/上、吸盤下/上、吸盘开关等按钮。
PLC输出模块共选择三块,其中QY40P二块,均外接中间继电器;一块的作用是控制机器人的准备、运行及快速停止;另一块的作用是通过控制直流电动机,带动传送带来传送玻璃。QY41P一块,外接各种指示灯,来时时观测系统的运行情况。
串行通讯模块选择QJ71C24模块,外接触摸屏,完成其系统的通讯功能。
2.3 CC-LINK远程模块的选择及布线
CC-LINK模块是“即插即用”连接设备,模块化结构,导线接在输入端子上,然后以电缆的形式和其他设备连接,这样大量节约了布线。
根据现场的工艺要求,该传动系统选择远程输入模块AJ65SBTB1-16D三块,一块分布在机器人控制柜中,两块分布在输送线上。远程输出模AJ65SBTB1-16T两块,一块分布在机器人控制柜中,一块分布在输送线上。远程输入输出混合模块AJ65SBTB1-16DT一块,分布在涂胶系统控制柜中,远程输入输出混合模块AJ65SBTB1-32DT 一块,分布在启动操作盒中。
3 工艺数据
涂胶与固化在粘接工艺中作为重要环节。先充分搅拌胶体,保证其涂胶均匀,全部润湿粘接面。由于胶粘剂是溶剂型,所以涂胶后应晾干,使溶剂挥发,以减气孔和涂胶缺陷。
具体厚度根据接头形状、胶粘剂类型及胶粘剂品种而有所不同。加热固化的方式采用电加热方式,有利于交联固化、并有利于界面扩散达到提高活化能,形成化学键,有效提高内聚强度与粘接强度的作用。
4 结论
以PLC为主体的电气控制柜是傳动设备的控制核心。三菱Q系列PLC,模块化结构:节省空间,体积小;节省配线,模块插口设置。电气控制柜布线时整齐、美观,满足其工艺要求;元器件安装时,强弱分开、防止电磁干扰。
参考文献
[1]杨欣慧.基于玻璃涂胶机器人控制系统的研究[J].电子技术与软件工程,2014,(12):270.
[2]王峰.PLC在玻璃涂胶机器人控制系统的应用[J].首都师范大学学报,2012,2(5):112-116.
(作者单位:吉林电子信息职业技术学院)
猜你喜欢
通信电源技术(2018年5期)2018-08-23 01:16:18
成都工业学院学报(2017年2期)2017-06-28 14:23:15
电子制作(2017年19期)2017-02-02 07:08:54
电子制作(2016年15期)2017-01-15 13:39:28
山东工业技术(2016年15期)2016-12-01 05:31:49
制造技术与机床(2015年10期)2015-04-09 07:06:16
河南科技(2014年10期)2014-02-27 14:09:38
电气传动自动化(2010年6期)2010-09-22 06:55:28