无机粒子复配聚磷酸铵对硅橡胶性能的影响*
2017-05-30 02:34罗远芳丁勇薛锋贾志欣陈勇军贾德民
华南理工大学学报(自然科学版) 2017年11期
罗远芳 丁勇 薛锋 贾志欣 陈勇军 贾德民
(华南理工大学 材料科学与工程学院, 广东 广州 510640)
硅橡胶是一种重要的耐高温合成橡胶,具有优良的热稳定性、低温韧性和电绝缘性,广泛运用于各行各业,尤其是电子电器、电线电缆领域[1- 3].但是,这些领域对材料的阻燃性能有较高的要求,而硅橡胶一旦引燃便会持续燃烧,因此尽管硅橡胶拥有优异的耐高温和热稳定性,其本身易燃的特点严重限制了其应用范围[4].开发阻燃性能优异的硅橡胶材料势在必行.
自20世纪以来,纳米阻燃技术已成为阻燃领域的一个研究热点.目前的纳米阻燃体系主要有聚合物/无机纳米粒子阻燃体系、聚合物/层状无机物纳米阻燃体系、聚合物/碳纳米管阻燃体系.伴随着纳米技术的不断发展,新的纳米阻燃体系层出不穷[5- 8].与传统阻燃剂相比,纳米阻燃剂只需少量添加就能显著改善材料的阻燃性能,降低燃烧热释放速率(尤其是热释放速率峰值),而且,分散良好的纳米阻燃剂对基体还能起到补强作用,提高材料的机械性能.但是,纳米阻燃剂单独使用时并不能显著提高材料的极限氧指数,更无法通过传统的垂直燃烧测试.因此,将纳米阻燃剂和传统阻燃剂复配往往能够取长补短,起到较好的协同阻燃作用.
纳米阻燃剂的粒子形状和尺寸、粒径分布、表面化学性质均能影响材料的综合性能.尽管已经有大量研究[9]表明不同的纳米阻燃剂与传统阻燃剂复配能起到不同程度的协同阻燃作用,但是这些研究往往只着重讨论阻燃剂填充份数、配比及表面处理方式对基体材料机械性能和阻燃性能的影响,对不同形貌和粒径的纳米阻燃剂对基体材料机械性能和阻燃性能影响的研究却鲜见报道.文中通过选取3种不同形貌结构、粒子尺寸的无机粒子与聚磷酸铵(APP)复配作为填充协同阻燃剂,用于改性硅橡胶,系统研究了无机粒子的形貌结构、粒子尺寸及与APP的配比3个因素对阻燃硅橡胶复合材料(FRSR)阻燃性能、机械性能和残渣阻隔层形貌的影响.
1 实验
1.1 主要原料
硅橡胶:数均相对分子质量620 000,乙烯基含量(质量分数)0.17%,东莞日进电线有限公司生产.APP:工业品(纯度99%),普塞呋(清远)磷化学有限公司生产.2,4- 过氧化二氯苯甲酰(DCBP):工业品(纯度99%),泰州市远大化工原料有限公司生产.硅灰石(WS):型号WFA50,连州市岭南硅灰石新材料有限公司生产.埃洛石(HNTs):灵寿县岩行矿产品贸易有限公司生产,经预处理后使用.磷酸锆(α-ZrP):型号JDGQP- 001,晋大纳米科技(厦门)有限公司生产.乙烯基三甲氧基硅烷(A- 171):化学纯,国药集团化学试剂有限公司生产.其他试剂均为市售,AR级.
1.2 无机粒子的表面处理
将30 g无机粒子和300 g无水乙醇依次加入到500 mL的三口烧瓶中,然后逐滴加入5 g A- 171,于50 ℃、400 r/min下搅拌反应12 h.产物过滤后,用乙醇洗3次,在真空烘箱中于80 ℃下烘干至恒重,并研磨粉碎.按此方法分别制得改性WS(OWS)、改性HNTs(OHNTs)、改性α-ZrP(OZrP).
1.3 FRSR的制备
FRSR的配方见表1.将硅橡胶、处理后的无机粒子、APP和硫化剂在开炼机(XK- 160型,广东湛江机械公司生产)上于室温下混炼均匀后,放置一段时间,在120 ℃、30 MPa下测定其硫化时间,然后在120 ℃下用平板硫化仪进行平板硫化,获得FRSR试样.
1.4 测试与表征
粒径分布采用美国Beckman Coulter公司生产的LS13 320型激光粒度分析仪进行测试,分散介质为去离子水.
表面形貌采用德国ZEISS公司生产的Merlin型电镜进行观察,样品经喷金后观察其表面形貌,加速电压为5~10 kV.
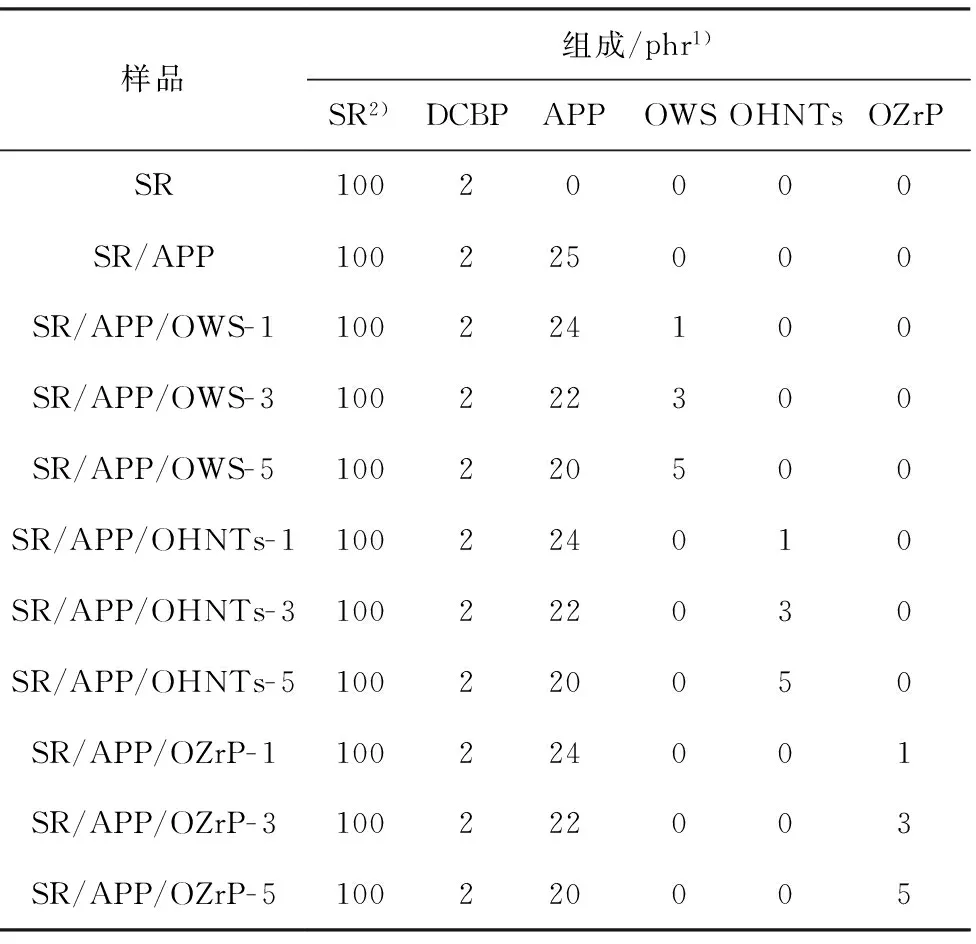
表1 阻燃硅橡胶复合材料的组成配方
力学性能采用优肯科技股份有限公司生产的UT- 2060型万能试验机,根据ASTM D 412和ASTM D 624标准分别进行拉伸和撕裂测试.
TG曲线采用德国NETZSCH公司生产的TG209F1型热重分析仪进行测试,测试温度范围为35~600 ℃,升温速率为20 ℃/min,空气流量为20 mL/min.
燃烧性能采用TESTECH(苏州)检测仪器科技有限公司生产的CZF- 3型垂直燃烧测定仪,按照ASTM D 635-77标准对样品进行测试.采用TESTECH(苏州)检测仪器科技有限公司生产的HC- 2C型氧指数测定仪,根据ASTM D 2863- 97标准进行测试.
2 结果与讨论
2.1 无机粒子表征结果
图1为OWS、OHNTs和OZrP的1%(质量分数)水溶液中无机粒子的粒径分布曲线.可以发现,OHNTs的粒径最小且粒径分布很窄,平均粒径约为302.0 nm,而OWS和OZrP的粒径分布很宽,粒径分别为6.0~46.0 μm(平均21.0 μm)和0.5~5.0 μm(平均为2.4 μm).图2为OWS、OHNTs和OZrP的粒子形态电镜照片.可以看出:OWS呈针状结构,但有少部分不规则块状结构存在,这是由硅灰石本身的结晶以及加工过程导致[8];OHNTs呈中空管状结构,管长为0.1~1.0 μm,管外径为50~70 nm,管内径为30~50 nm;OZrP则为片状堆叠结构,堆叠厚度为50~300 nm.
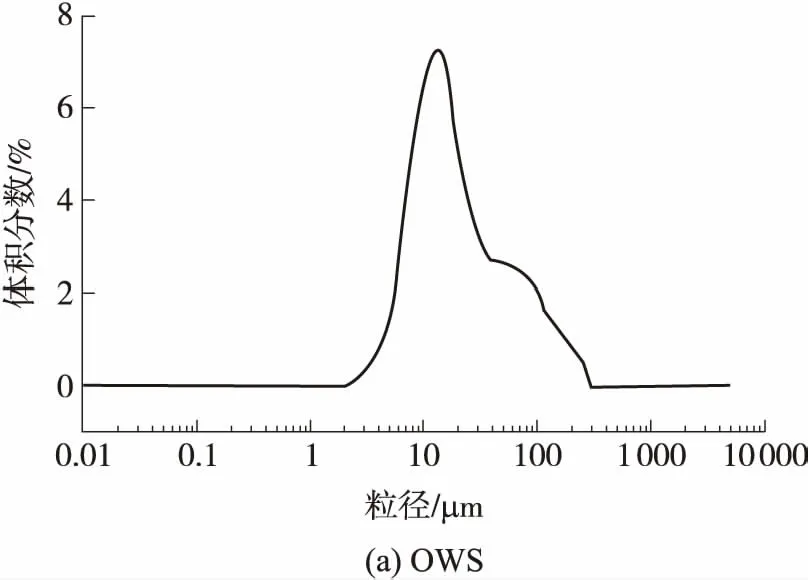
图1 OWS、OHNTs和OZrP在水溶液中的粒径分布
2.2 无机粒子在FRSR中的分散性
不同无机粒子复配APP后在FRSR中的分散状态如图3所示.未添加阻燃剂时,硅橡胶基材断面平整,无明显缺陷和团聚体;添加APP后,拉伸断面变得崎岖不平,APP颗粒与硅橡胶基体有清晰间隙,而且部分APP颗粒脱离硅橡胶基体留下许多空腔,表明APP与硅橡胶相容性不好,界面结合差,这也是FRSR机械性能下降的主要原因(后文将详细讨论).当添加无机粒子与APP复配物后,APP与硅橡胶界面结合仍较差,但无机粒子在硅橡胶基体中能较好地分散,无明显团聚体,其中OZrP片层的厚度仍为50~100 nm,这表明OZrP并不能得到完全的单片层剥离分散.从图中还可以发现,部分无机粒子被拔出暴露在断面表面上,这是因为OWS粒径最大,所以暴露得最为明显.这表明无机粒子与硅橡胶基体之间的界面相互作用基本一样.无机粒子的分散及与基体界面的相互作用是影响复合材料最终性能的重要因素.文中对3种不同形貌的无机粒子都进行了相同的表面处理,而且从SEM结果可知,无机粒子都保持着初始的几何形貌分散在FRSR中.
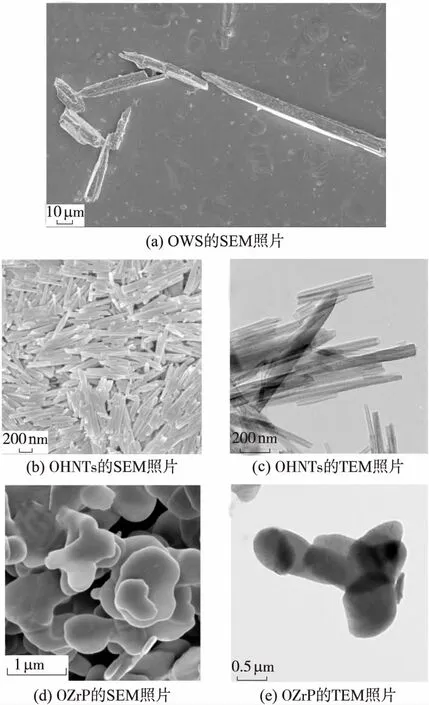
图2 OWS、OHNTs和OZrP的形貌
2.3 FRSR的机械性能
图4所示为FRSR机械性能(拉伸强度和断裂伸长率)的柱状图.未添加阻燃剂时,硅橡胶的机械性能最好,拉伸强度和断裂伸长率分别为9.01 MPa和250.6%.添加25 phr APP后,拉伸强度和断裂伸长率分别下降至6.95 MPa和190.0%,这是由于APP与硅橡胶的界面结合差,受力时易在硅橡胶基体内形成应力集中点,从而使机械性能下降.当无机粒子与APP复配物的添加量为25 phr、填充1 phr OWS时,机械性能未有明显改善;填充1 phr OZrP时,机械性能轻微提高;填充1 phr OHNTs时,机械性能显著提高,拉伸强度和断裂伸长率分别达8.80 MPa和216.8%,和SR/APP相比,拉伸强度和断裂伸长率分别增加26.6%和14.1%.通常粒子尺寸、形貌结构、界面作用以及填料的分散性都会对复合材料的补强起重要的作用,由图3所示SEM结果可知,无机粒子在基体中的分散性以及与基体的界面作用都基本相同,此时,粒子尺寸和形貌结构是影响补强效率的主要因素.OWS和OHNTs都具有较大的长径比,但是OHNTs的粒径分布更窄,粒径更小,因而补强效率更高,对FRSR机械性能的改善更为明显.对于片层状的OZrP,理论上完全剥离单片层分散后具有极高的补强效率[10],但此处仍是片层堆叠结构,而且粒径较大,补强效率不高.总的来说,对于硅橡胶补强,无机粒子尺寸越小,长径比越大,补强效率越高[11- 12].但是当无机粒子与APP复配物的添加量为25 phr时,随着无机粒子填充份数的增大,机械性能有下降的趋势,这是因为初始硅橡胶内原有的补强体系和基体有很好的平衡,因而表现出很好的机械性能,当无机粒子填充份数增加到一定程度后,原有的平衡被打破,进而导致机械性能下降[11].
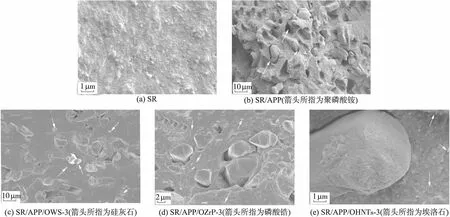
图3 FRSR拉伸断面的SEM照片
2.4 FRSR的热稳定性
图5是未添加阻燃剂的硅橡胶、只添加25 phr APP的FRSR以及填充1 phr不同形貌无机粒子(无机粒子与APP复配物的添加量为25 phr)的FRSR样品在空气氛围下从35 ℃升温到600 ℃时的TG和DTG曲线,表2列出了各个样品热重曲线的相关数据.通过对比起始分解温度的高低(t5%)可以评估样品的热稳定性.如表2所示,未添加阻燃剂时,硅橡胶基材热稳定性最好,t5%达379.1 ℃;添加25 phr APP后,t5%下降至304.3 ℃,热稳定性下降,这是因为APP的起始分解温度较低,当温度高于300℃时,APP开始分解产生的NH3、H2O以及多聚磷酸等会催化加速硅橡胶链段的降解速率[13- 14].当无机粒子与APP复配物的添加量为25 phr时,填充不同形貌的无机粒子在聚合物基体中一方面能限制分子链的运动,使得聚合物的耐热性能提高,另一方面无机粒子自身的结构特点也能阻隔、延缓挥发物向外扩散,提高热稳定性.和只添加APP的FRSR相比,填充OWS和APP复配物后,t5%基本不变,这是因为OWS粒径过大,颗粒浓度相对较低,无法有效阻隔挥发物的扩散;填充OHNTs和APP复配物后,t5%上升至309.1℃,这是因为OHNTs粒径小,同等填充份数下,颗粒浓度相对较高,在FRSR基体内以网络结构分散,较好地阻隔了挥发物的扩散,另外OHNTs中空管腔也能捕获挥发物,延缓扩散效应,提高热稳定性[5];填充OZrP和APP复配物后,t5%最高,为312.9 ℃,这表明,虽然同等填充份数下OZrP颗粒浓度不及OHNTs高,但是OZrP的片层状结构带来的“迷宫效应”能够更好地阻隔挥发物的扩散,热稳定性最好.从热重曲线及其微分曲线也可以发现,在高温区间,填充OZrP和APP复配物的样品的热失重过程明显被延长,到462.5 ℃质量才基本不变,这表明OZrP使得降解产生的阻隔层在高温区间也能很好地阻隔、延缓分解产物的挥发;600 ℃时质量残留最大,为34.7%,这是因为硅橡胶分解产生的环状低聚物扩散速率变慢,来不及挥发而被氧化生成SiO2沉积下来[15]
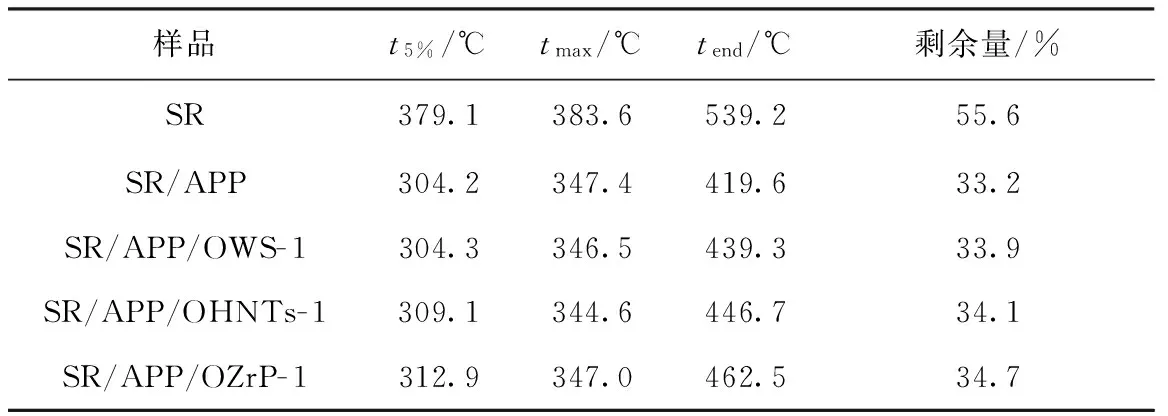
表2 各个样品热重曲线的相关数据1)
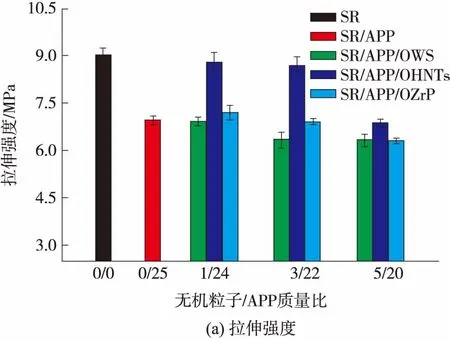
图4 FRSR的拉伸强度和断裂伸长率
2.5 FRSR的阻燃性能
图6是FRSR的LOI(极限氧指数)和UL- 94测试结果柱状图.从图中可知:未添加阻燃剂时,硅橡胶基材的阻燃性能很差,LOI仅为26.8,也不能通过UL- 94测试;当添加25 phr APP后,阻燃性能改善,LOI值达30.7,UL- 94测试为V- 0级.对比添加不同形貌无机粒子与APP复配物的样品可以发现,当无机粒子与APP复配物的添加量为25 phr时,填充1 phr OWS、OHNTs、OZrP的FRSR样品的LOI分别为31.7、31.9、32.3,且在UL- 94测试中都是V- 0级.但是随着无机粒子填充份数的增加,阻燃性能出现不同程度的下降——当填充5 phr OWS时,样品不能通过UL- 94测试;而填充5 phr OHNTs时,UL- 94测试也下降至V- 1级;但是填充5 phr OZrP时,UL- 94测试仍为V- 0级,阻燃性能最好.这表明,适当份数的无机粒子能和APP起很好的协同阻燃作用,其中片层状OZrP的协效作用最为明显,但当无机粒子填充份数较大时,LOI均出现下降,这是因为APP在阻燃体系起主要阻燃作用,随着无机粒子填充份数增加,APP所占比例下降,进而会导致FRSR阻燃性能下降.
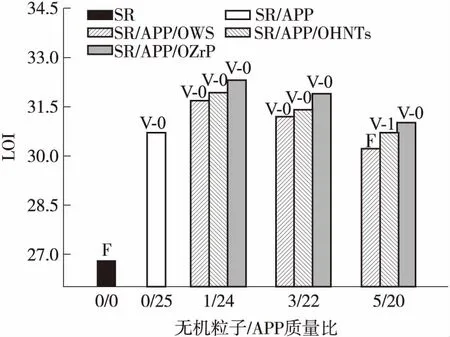
图6 FRSR的LOI和UL- 94测试结果
为了进一步分析不同形貌无机粒子复配APP对FRSR阻燃性能的影响,对极限氧指数测试样品的残渣进行SEM分析.图7是SR/APP/OWS- 3、SR/APP/OHNTs- 3和SR/APP/OZrP- 3的极限氧指数测试后残渣的SEM图.从图7(a)、7(b)、7(c)可以发现:当无机粒子与APP复配物的添加量为25 phr时,添加3 phr OWS样品的残渣外表层稀疏、松散;添加3 phr OHNTs样品的残渣外表面相对密实,但还是有较大裂纹;而添加3 phr OZrP样品的残渣外表面更加完整、有序.这是因为内层硅橡胶基体分解产生的环状低聚物向外层扩散时,会因无机粒子的阻隔作用而导致向外扩散的速率下降,扩散速度越低,环状低聚物被氧化后形成的二氧化硅沉积层越完整.对比图7(d)、7(e)、7(f)可以发现:添加3 phr OWS样品的残渣内层有许多空洞、裂纹,并有大尺寸的针状OWS横贯在残渣之中,未能形成完整致密的阻隔层;添加3 phr OHNTs样品的残渣内层仍有裂纹产生,但阻隔层致密紧实,阻隔效果明显;而添加3 phr OZrP样品的残渣内层平整,无裂纹产生,并且可以发现片层状的OZrP嵌在残渣之中,阻隔层完整均匀.完整致密的阻隔层结构能有效地阻隔传质传热,延缓内部基材的进一步降解,切断燃烧反应.
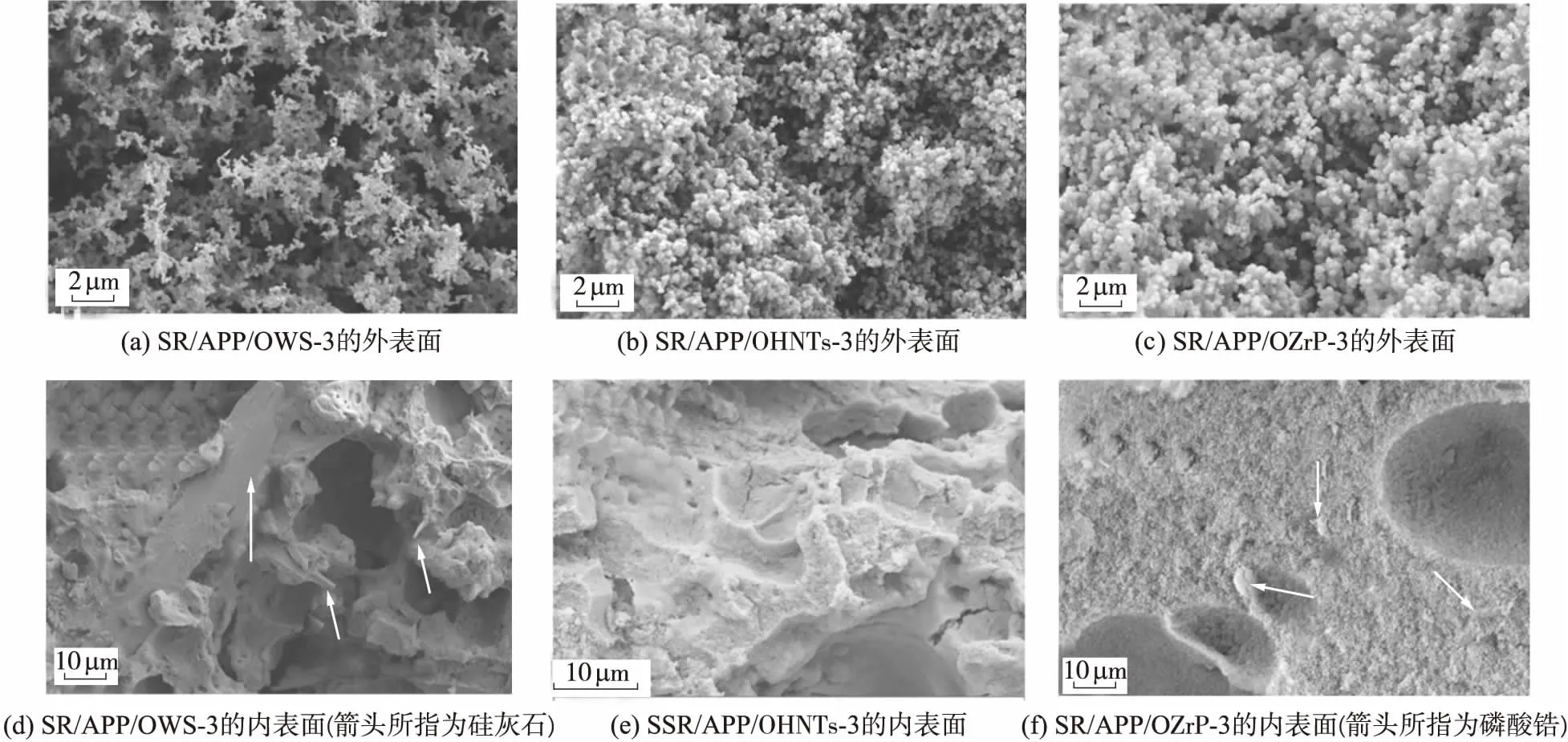
图7 LOI测试后残渣的SEM照片.
填充不同形貌无机粒子与APP复配物的FRSR燃烧得到的残渣形貌不尽相同,而完整致密、没有裂纹和开口的阻隔层对延缓挥发产物的扩散速率、降低质量损失速率以及隔离热辐射源等都至关重要.因此,对填充不同形貌无机粒子与APP复配物的FRSR燃烧得到的残渣的形成机制作了初步探讨.
图8是填充不同形貌无机粒子与APP复配物时残渣形成机制的示意图.当热源靠近FRSR时,表层硅橡胶吸收热量,当吸收的热量达到足以破坏硅橡胶分子链中最薄弱的化学键的能量时,硅橡胶便降解产生挥发性环状低聚物向外扩散[14],其中一部分环状低聚物挥发逃逸,另一部分则被氧化成二氧化硅沉积下来,形成外表层残渣.OWS虽然有较大的长径比,但是由于粒径较大,在FRSR中的颗粒浓度相对较低,不能形成密实的无机粒子阻隔网络,在降解发生初期,无法有效地阻隔低聚物的挥发,t5%未能得到明显提升,而且随着降解过程不断地向FRSR机体内部侵蚀,OWS横贯在内层残渣之中,未能使形成的残渣阻隔层完整致密;OHNTs以纳米尺度分散于FRSR基体中,颗粒浓度相对较高,形成的无机粒子阻隔网络相对密实,而且中空的管腔能捕获一定挥发物,二者综合使得初期的低聚物挥发扩散速率下降,因而外表面的残渣变得相对密实,另外无机粒子网络对内层残渣的机械强度还有一定的增强作用,伴随着降解反应的进行,残渣中的OHNTs浓度升高,阻隔层变得更加紧实,但是冷却时的收缩内应力使得内层残渣裂纹增多;OZrP虽然在FRSR基体中无规分散排列,无明显取向,但是其片层结构仍使阻隔效应异常明显,残渣表面无论是外层还是内层都变得规整有序;另外,嵌在残渣内的OZrP片层还能在一定程度上终止裂纹扩展,有利于形成完整致密的阻隔层.
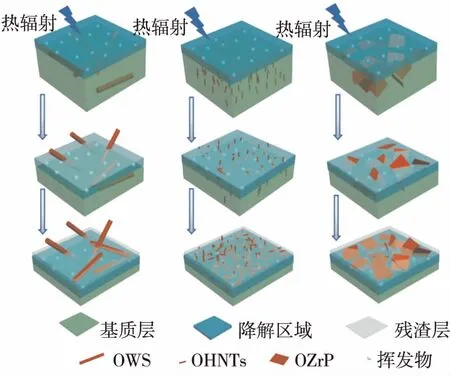
图8 残渣的形成机制示意图
3 结论
文中考察了无机粒子复配聚磷酸铵对硅橡胶阻燃性能和机械性能的影响,得出以下结论:
(1)SEM结果表明无机粒子以初始形貌较好地分散于FRSR中.
(2)中空管状OHNTs对FRSR的补强效率最高,复配填充适当份数OHNTs的FRSR具有更好的机械性能;片层状OZrP的阻隔效果最好,复配填充OZrP的FRSR拥有更高的t5%,热稳定性最优;3种无机粒子与APP复配均有不同程度的协同阻燃效果,其中OZrP的协效作用最为明显,当无机粒子与APP复配物的添加量为25 phr时,填充1 phr OZrP的FRSR的阻燃性能最好.
(3)FRSR复合材料燃烧后残渣的形貌与无机粒子的粒径和形貌结构密切相关.针状OWS的粒径最大,即在基体中的颗粒浓度相对较低而无法有效阻隔挥发物的扩散,降解过程中内外层残渣都有较多缺陷,不能构成完整、致密的阻隔层;中空管状的OHNTs的粒径最小,即在基体中的颗粒浓度相对较高而以网络状结构分散,且中空的管腔能捕获一定挥发物,降解过程向内部侵蚀时,残渣之中的残留OHNTs能提高残渣的机械强度,致使得阻隔层更加紧实;粒径分布介于微米和纳米之间的片层状OZrP使阻隔效果最明显,外层残渣完整有序,适中的颗粒浓度赋予残渣一定致密度的同时又不至于产生过多裂纹,片层结构还能终止裂纹扩展,因而残渣内表面也最为完整.
:
[1] 梁银杏,郭鹏,任碧野,等.MQ硅树脂制备工艺对RTV硅橡胶补强效果的影响 [J].华南理工大学学报(自然科学版),2013,41(2):123- 128
LIANG Yin-xing,GUO Peng,REN Bi-ye,et al.Effects of preparation process of MQ silicone resin on reinforcement of RTV silicone rubber [J].Journal of South China University of Technology(Natural Science Edition),2013,41(2):123- 128.
[2] HANU L G,SIMON G P,CHENG Y B.Preferential orientation of muscovite in ceramifiable silicone composites [J].Materials Science and Engineering A,2005,398(1/2):180- 187.
[3] WANG J,CHEN Y,JIN Q.Preparation and characteristics of a novel silicone rubber nanocomposite based on organophilic montmorillonite [J].High Performance Polymers,2006,18(3):325- 340.
[4] FANG S,HU Y,SONG L,et al.Mechanical properties,fire performance and thermal stability of magnesium hydroxide sulfate hydrate whiskers flame retardant silicone rubber [J].Journal of Materials Science,2008,43(3):1057- 1062.
[5] DU M,GUO B,JIA D.Thermal stability and flame retar- dant effects of halloysite nanotubes on poly(propylene)[J].European Polymer Journal,2006,42:1362- 1369.
[6] LU H,WILKIE C A,DING M,et al.Thermal properties and flammability performance of poly(vinyl alcohol)/α-zirconium phosphate nanocomposites [J].Polymer Degradation and Stability,2011,96:885- 891.
[7] 刘继纯,于卓立,陈梁,等.Mg(OH)2-Al(OH)3- 微胶囊红磷/高抗冲聚苯乙烯无卤阻燃复合材料 [J].复合材料学报,2013,30(4):35- 43.
LIU Ji-chun,YU Zhuo-li,CHEN Liang,et al.Halogen-free flame retardant Mg(OH)2-Al(OH)3-MRP/HIPS compo-sites [J].Acta Materiae Compositae Sinica,2013,30(4):35- 43.
[8] HAMDANI D,POMMIER S A,LONGUET C,et al.Cal-cium and aluminium-based fillers as flame-retardant additives in silicone matrices II:analyses on composite residues from an industrial-based pyrolysis test [J].Polymer Degradation and Stability,2011,96:1562- 1572.
[9] XUE H,WANG G,HU M,et al.Modification of wollasto-nite by acid treatment and alkali-induced redeposition for use as papermaking filler [J].Powder Technology,2015,276:193- 199.
[10] WANG Z,PINNAVAIA T J.Nanolayer reinforcement of elastomeric polyurethane [J].Chemistry of Materials,1998,10(12):3769- 3771.
[11] WANG J,JI C,YAN Y,et al.Mechanical and ceramifiable properties of silicone rubber filled with different inorganic fillers [J].Polymer Degradation and Stability,2015,121:149- 156.
[12] RAMIREZ I,JAYARAM S,CHERNEY E A,et al.Erosion resistance and mechanical properties of silicone nanocomposite insulation [J].IEEE Transactions on Dielectrics and Electrical Insulation,2009,16(1):52- 59.
[13] LECOUVET B,SCLAVONS M,BAILLY C,et al.A comprehensive study of the synergistic flame retardant me-chanisms of halloysite in intumescent polypropylene [J].Polymer Degradation and Stability,2013,98:2268- 2281.
[14] HAMDANI S,LONGUET C,PERRIN D,et al.Flame retardancy of silicone-based materials [J].Polymer Degradation and Stability,2009,94:465- 495.
[15] CAMINO G,LOMAKIN S,LAZZARI M.Polydimethylsiloxane thermal degradation Part 1:kinetic aspects [J].Polymer,2001,42(6):2395- 2402.
猜你喜欢
中国测试(2018年10期)2018-11-17
浙江工业大学学报(2017年5期)2018-01-22
中国塑料(2016年6期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2016年11期)2016-04-16
科技与创新(2015年22期)2015-12-02
中国塑料(2015年3期)2015-11-27
科技与创新(2015年15期)2015-08-04
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年6期)2015-07-29