
飞机总装的过程与技术研究
2017-05-16 00:24贾云龙
科学与财富 2017年12期
贾云龙
摘 要:在飞机零件制造出来之后,需要对飞机进行总装,这个过程是整个飞机制造中最重要的环节,总装过程的好坏直接影响飞机最后的质量,但同时装配技术也是需要制造公司认真的分析研究,在飞机装配中,装配的周期是制造者最大的障碍,降低成本是最重要的目标,现在装配技术中也应用到了iGPS系统,它解决了大尺寸无法测量的计算难题。
关键词:总装过程;iGPS系统;装配工艺技术
1.总装过程
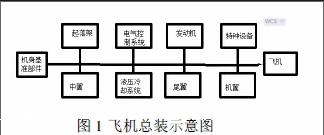
在飞机整体装配过程中,是将飞机的机身组装完成,将上边的基准部件组装之后,需要将飞机的起落架组装上,在将飞机两旁的中翼组装上,这些是飞机整体装配的大框,是将飞机整体支撑起来,这些组装完成之后对内部系统进行组装,将电气设备和液压控制系统还有冷却系统组装进去,然后在组装飞机发动机,最后将一些特征设备和尾翼、机翼组装上,总装过程完成,如示意图1。
而在飞机总装上,对于总装生产线的要求是要使飞机成批量的总装,不能单独对一个飞机进行装配,要实现流水线形式的总装,所以一般在飞机制造厂,对飞机总装生产线设计上,一般采用串行式的飞机总装线、并行式的飞机总装线和斜排式的飞机总装线。
2.iGPS系统
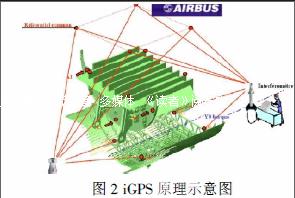
iGPS是iNdoor GPS的缩写,就是室内定位系统,通过三维测量理念,建立三维坐标系,不同的红外线激光,对装配起到监视的作用,如图2。
对于iGPS的技术指标为:
1)iGPS系统测量范围在2到80米之间;
2)激光的波长为758nm;
3)覆盖的空间为水平方向上290°,垂直方向上3°
4)测量精度在0.12mm与0.25mm之间。
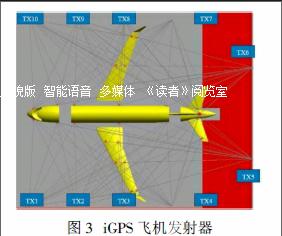
iGPS的组成包括发射器TXi(图3)、传感器、手持探头、软件系统、接收器,以上这5个组成部分,它们分别有着不同的作用,发射器就是将激光发射出去,用于高精度计算的前提,传感器是读取发射器的信号,就行iGPS系统的通信作用,手持探头是人员进行手工测量的工具,是对一些复杂位置的检测装置,软件系统是整个iGPS系统的核心,这个部分是整个系统的心脏,是分析、处理的服务器,接收器就是起到接受发射器信号的作用。
在应用iGPS系统上,一般接收器是放置在工装上的,操作人员可以再装配过程中进行移动,保证工装与机身整体相对位置不变,在一些大型飞机的装配中,需要安装十几个接收器,以便保证测量信号的正常接收。
3.装配工艺技术
在飞机装配工艺技术方面,综合利用了机械制造中的装配工艺学:
1)柔性装配方法:在飞机装配上越来越多的采用柔性装配方法,不在对飞機零件等方面采用刚性指标,飞机上的零件、系统和设备80%以上都是通用的,非常柔性化。
2)自动化运输:在飞机装配中采用高度自动化,大大的减少了装配时间,例如F-35飞机的装配过程,采用了6个自动化导向小车进行装配,不断的在机身和机翼之间进行各种钻孔、打磨的操作,同时也对零件进行运输装配。
3)对接自动化:采用激光定位系统对飞机零件进行对接校验,保证对接的准确性,使得飞机大部件对接的自动化程度。
4)移动装配生产线:飞机装配工艺上采用了移动装配方法,每个工位配置相应的人员,然后飞机在生产线上进行移动,工人不用进行移动,在本岗位进装配,如图4.
4.结束语
在好的零件和部件,没有很好的进行装配,也不能体现出它的优良,所以在飞机装配上,之前的生产加工都是为最后装配的准备,只有将零件完美的组装在一起,才是合格的飞机,所以飞机装配技术是飞机制造过程中最重要的环节,只有不断的去完善它,提高它,才能组装出最完美的飞机。
参考文献
[1]范玉清.现代飞机制造技术[M].北京:北京航天大学出版社,1999.
[2]丘宏俊,陶华,高晓兵,飞机装配工艺设计知识本体,西安工业大学学报,2007.
