基于物联网的生猪屠宰监管系统关键技术研究
2017-05-11 15:34何玲陈长喜许晓华
江苏农业科学 2017年6期
何玲++陈长喜++许晓华
摘要:为加大生猪屠宰监管的力度,节省监管人力,根据基层动物卫生监督部门的业务需求,开发了生猪屠宰自动化监管系统。系统运用物联网技术实现生猪屠宰全程数据的自动采集、自动判定,判定结果不正常将向动物卫生监督部门告警,判定结果正常将驱动猪体灼印和打印出厂合格证,以此防止屠宰厂私宰问题生猪;系统运用图像识别技术,依据注水后猪胃脏异常膨胀的形态特征,自动判定猪是否注水,以此防止屠宰廠屠宰注水猪。研究详细论述了上述2项技术的实施原理、方法和效果。
关键词:生猪屠宰;物联网;自动化监管;注水猪;图像识别
中图分类号: TP311.52;S126文献标志码: A文章编号:1002-1302(2017)06-0201-03
生猪屠宰是关系到市场上猪肉质量是否安全,餐桌上群众是否吃到放心猪肉的重要环节。因此,各级动物卫生监督部门高度重视生猪屠宰厂(点)的监管工作。当前,监管制度已比较健全、完善,但监管手段还停留在人工监督和抽检的方式,信息化水平较低,监管效率不高,容易被人为因素干扰[1]。基层动物监督部门希望在现有人力配置的情况下,实现监管无盲区,显著提高监管效率。天津市西青区动物卫生监督所这一基层监管单位提出了切实的自动化监管需求。根据需求,开发了基于物联网技术的生猪屠宰全过程自动化监管系统。
目前,动物卫生监督部门对生猪屠宰厂(点)的主要监管方式是向屠宰厂(点)指派驻场监管员,驻场监管员的主要职责是控制屠宰过程符合规范,防止私宰病害猪、注水猪,控制病害猪和有害物按规范进行无害化处理。实际工作中,1名驻场监管员要同时负责多个生猪屠宰厂(点),容易产生监管漏洞。自动化监管系统将替代监管员完成上述职责,主要依据“自动获取屠宰过程数据,自动将数据传入系统,自动分析判定数据,对不合规范操作提出警报”。系统综合采用物联网技术、图像识别技术和自动控制技术,实现了自动化监管的功能。这些技术使该系统在行业领域内具有先进性和创新性。
为了便于多类用户享用系统功能,系统总体架构是采用B/S结构搭建的信息化管理系统;同时,为了接收局域网内各物联网设备采集到的数据,并存储于数据库,系统的数据采集子系统采用C/S结构。整个系统功能包括:第一,以自动化方式获取屠宰期间各项检测数据,根据自动判定结果驱动猪体灼印和打印合格证明,并向驻场监管员报警不合格生猪或不当操作;第二,用监控摄像头采集生猪开膛图像,用图像识别技术判断生猪是否注水;第三,向屠宰企业提供生猪来源去向备案、屠宰数据统计功能;第四,向市、区2级政府监管部门提供不同权限的核查、抽检、统计、分析功能[2];第五,向消费者提供生猪来源、屠宰过程、销售去向的扫码追溯功能[3]。其中第一项和第二项是核心功能,也是本研究探讨重点。
1自动化监管的物联网体系结构
1.1系统网络拓扑结构
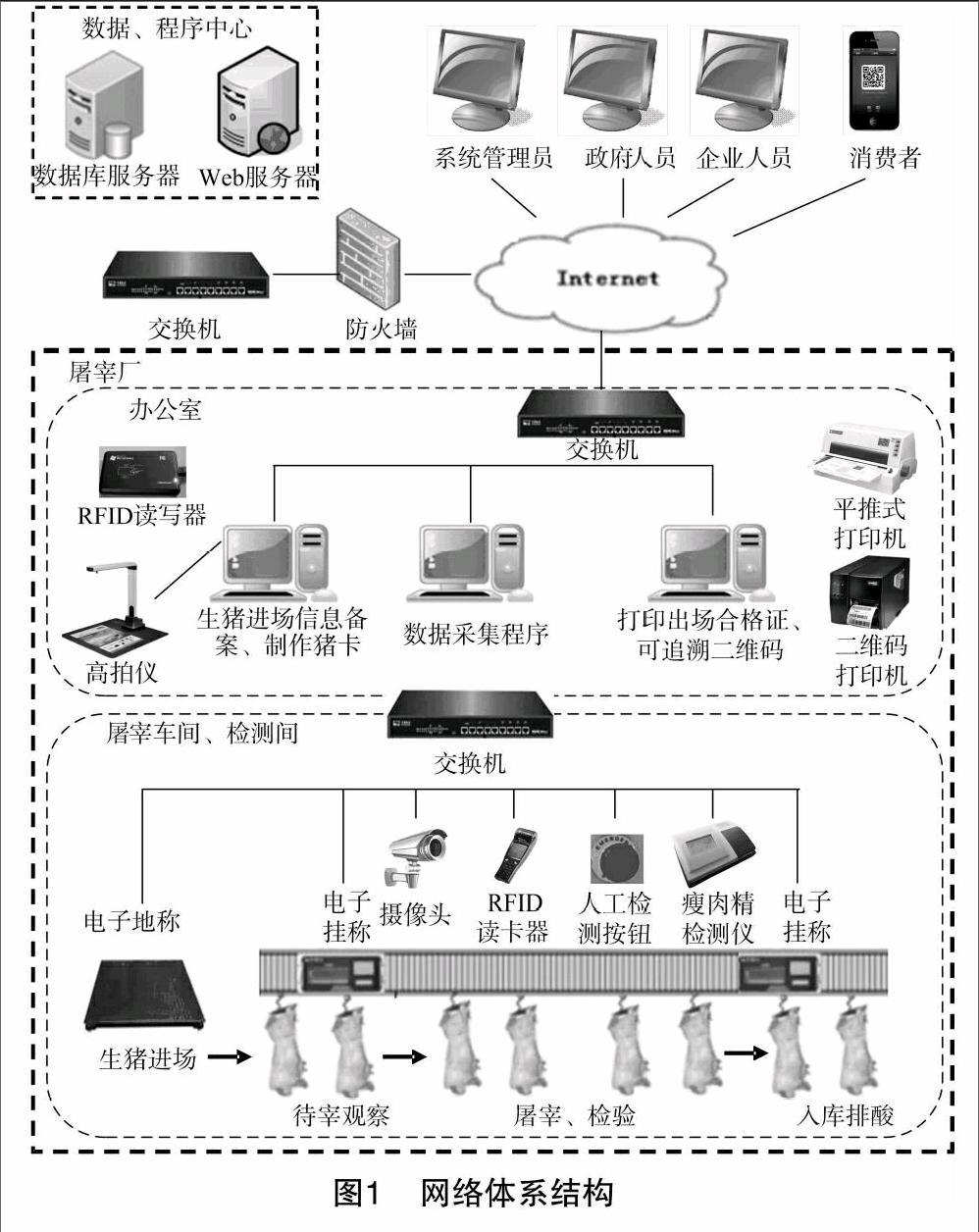
生猪屠宰全程需要应用很多物联网设备采集信息,这些设备在屠宰厂内构成了局域网;屠宰厂内的这个局域网通过Internet,与Web服务器和数据库服务器连接,构成了整个生猪屠宰自动监管系统的网络;系统管理员、政府监管员、企业管理员通过浏览器端管理、操作系统;终端消费者通过手机扫码查询追溯信息。整个网络拓扑结构见图1。
1.2屠宰厂内的物联网设计
屠宰厂内的局域网是整个网络的核心,生猪从进场到售卖分为进场核验、待宰观察、屠宰及检测、冷却排酸、灼印出证、出厂售卖6个环节。每个环节物联网设备都要采集信息、处理信息。
1.2.1进厂核验第一,生猪进场卸车前要查验《畜禽产地检疫证明》、《动物及动物产品运载工具消毒证明》和《非疫区证明》[4],并用高拍仪将证明文件拍照存留系统。第二,为每头猪编号(猪的唯一标志,不重复),并用RFID读写器将编号写入RFID耳标,备用。第三,猪赶入待宰圈时,要从改造后的通道进入待宰圈,通道的宽度仅容1头猪通过,并为通道安装闸门。当1头生猪通过通道时,在猪耳部施加RFID耳标。第四,在通道中安装电子地秤和RFID读卡器,每头猪通过时自动采集猪编号、体质量和进入待宰圈时间,通过设备的网络接口传输给数据采集程序的计算机,通过该程序将数据写入数据库服务器。第五,在卸车前或卸车后发现的异常猪,视情况进行无害化处理或急宰,要向系统录入“病害猪无害化处
理记录表”或“急宰记录表”。
1.2.2待宰观察按照《生猪屠宰检疫规程》的规定,生猪在待宰圈中要待宰观察12 h以上,宰前2 h,官方兽医进行宰前检疫,并出具《宰前检疫合格证》,以证明可屠宰[5]。官方兽医要在系统中通过电子签名的方式签发《准宰证》,这一环节可有效防止他人借用或盗用官方兽医的名义从系统中签发《准宰证》,没有签发《准宰证》的猪,将无法从系统中打印出厂合格证。
1.2.3屠宰及检测第一,生猪电麻倒挂于生产链,利用RFID读卡器和电子挂秤对猪进行二次称质量,采集猪编号、屠宰时间、宰前质量,传入数据库。系统自动比对2次时间间隔是否达12 h以上,2次称质量差值是否在预定范围,以此判定生猪待宰环节是否符合操作规程,及有无疑似注水现象。第二,生猪宰杀放血后,去头、蹄,进行头、蹄检疫,通过手持RFID读卡器,将头、蹄不合格猪的编号传给数据采集程序,记入数据库。由于猪头已去,猪耳上的RFID标签,必须卸下挂在屠宰杠上,然后将猪挂上屠宰杠。第三,猪开膛、去内脏,摄像头抓拍5幅图像,通过图像识别技术,判断是否为注水猪。第四,生猪屠宰过程中需要进行多方面检测,也叫屠宰同步检疫。这些检测包括胴体检测、内脏检测、肉品品质检测、三腺(肾上腺、甲状腺、病变淋巴结)是否摘除、旋毛虫检测、瘦肉精及违禁药品检测、复检[6]。瘦肉精及违禁药品采用专用仪器检测,检测数值通过仪器的网络接口直接传输到数据采集程序,并记入数据库;其余检测项目均由人工完成。检测人员检测发现某项目不合格,用手持RFID读卡器读取猪编号,连同检测项目号,通过数据采集程序传入系统数据库。
1.2.4冷却排酸第一,生猪屠宰完成后,再次用RFID读卡器和电子挂秤装置,采集猪编号、称质量时间、宰后质量,通过数据采集程序传入数据库。利用宰后称质量和宰前称质量的数值,可以辅助判断是否存在猪注水现象。第二,根据《生猪屠宰检疫规程》,由官方检疫人员在系统中预设判定生猪合格的条件(如《准宰证》电子签名是否正确、各项目检测是否正常、待宰时间是否>12 h、3次称质量差值是否合理等),当系统采集到上述环节的各项数据后,自动将猪分为不合规范、不正常和正常猪等类别。若出现不合规范猪和不正常猪,系统首先向屠宰企业和官方检疫站告警,然后利用自动控制装置将非正常猪的屠宰杠分轨到待处理轨道,将正常猪自动传运到冷库进行排酸。
1.2.5灼印出证用RFID读卡器读取猪编号,系统自动判断该猪是否合格,若为合格生猪,自动触发打印《出厂合格证》,并驱动激光灼印设备在猪体上灼出猪编号及验讫标志。急宰猪在《出厂合格证》上有“急宰”标注。该《出厂合格证》采用平推式打印机,格式化套打方式,未经该系统而私自屠宰的生猪,无法打印合格证,也无法为猪体灼印。另外,《出厂合格证》中所有信息均从数据库读取,无法手动输入,防止未经系统直接打印合格证。
1.2.6出厂售卖第一,售卖前利用电子挂秤再次称质量,该质量传入系统,作为销售质量。第二,系统维护猪肉经销商信息,并为其制作RFID卡,生猪售卖时,读卡识别经销商编号,读猪RFID卡识别猪,系统采集到哪个经销商购买了哪些猪,传入数据库。第三,读取猪编号时,系统自动生成包含该猪屠宰信息的可追溯二维码,并打印二维码标签,交给猪肉经销商。
2注水猪图像识别算法设计
为防止屠宰厂宰杀注水猪,系统采用2种方法共同判断并向动监部门发出警报。方法一:称质量法。生猪从入场到售卖4次称质量:活猪进待宰圈、宰前、宰后、售卖。前3次称质量的差值,都可以辅助判断注水猪现象。方法二:图像识别法。在“猪开膛”瞬间,抓拍5幅猪开膛图片,传回数据采集计算机,经过图像识别程序,判定是否注水,将结果传入数据库。由于注水猪胃脏体积明显变大,具有较强的形态学特征,故本系统图像识别程序采用形态学方法识别注水猪。实现过程中调用了OpenCV 3.0图像处理库。OpenCV是1个开源、跨平台计算机视觉库,轻量级且高效,实现了图像处理和计算机视觉方面的很多通用算法[7]。
2.1图像采集
在屠宰车间“猪开膛”工位,安装固定RFID读卡器和高清摄像机,猪编号被读卡器读到后,即触发摄像头抓拍5幅猪开膛后图片。开膛后观测注水猪各内脏均有明显变化,主要是体积增大,边缘增厚,呈盾形,其中胃部膨胀最为明显,体积能够达到正常猪胃的5倍以上[8]。因此,图像采集的重点区域是猪的胃脏。
2.2图像预处理
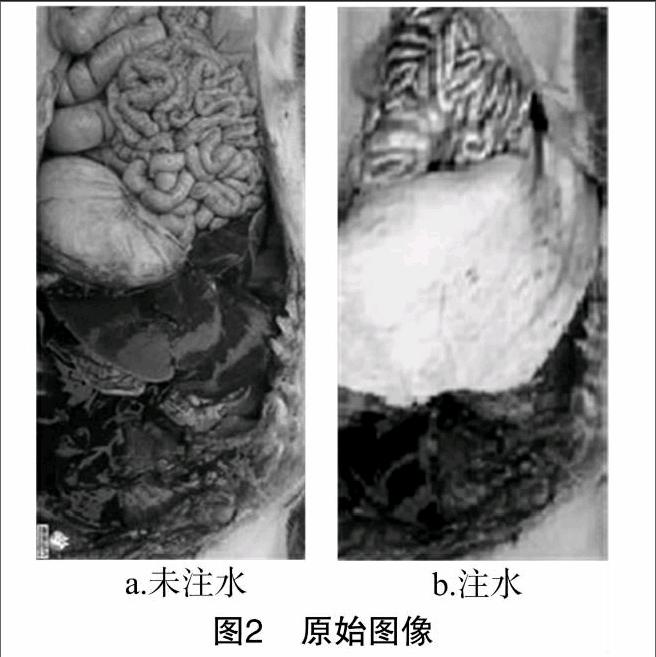
2.2.1图像消噪由摄像机抓拍的图像为灰度图,图2-a是未注水猪的开膛图像,图2-b是注水猪的开膛图像。
首先要对图像进行平滑滤波,以减少或消除噪声对胃识别的影响。中值滤波是最常用的非线性平滑滤波器,该算法简单,且能够有效抑制图像噪声,并较好地保留边的锐度和图像的细节。本系统采用中值滤波法,3×3模板对图像进行消噪。
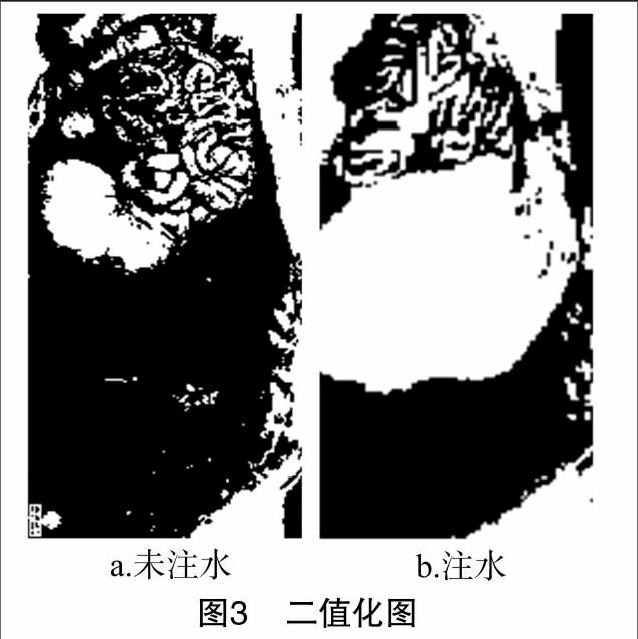
2.2.2图像二值化注水猪的胃脏在图像中是1块灰度值较高的连通区域。要识别出该区域,可以通过设定灰度阈值,将图像二值化,其中连通的前景区域即为可能的胃区域。系统采用自动阈值法[9](OTSU,大津法)根据graythresh函数确定灰度阈值,转换成二值图像,如图3-a和3-b所示。
2.2.3腐蚀与膨胀由二值化图像可见,胃区域与肠区域存在小部分连通,为了将胃与肠分离,首先将图像用3×3结构元素做1次腐蚀运算。然后,为更准确得到胃的区域面积,再对图像做1次膨胀运算。结果如图4-a和4-b所示。
2.3特征提取
2.3.1面积特征在预处理后的图像中,注水猪胃是1块最大的连通区域,占整个图像的约1/3。因此,先识别图像中的最大连通区域,然后计算其面积,非注水猪识别到的最大连通区域见图5-a,其面积S(a)=23.9万像素,注水猪识别到的最大连通区域如图5-b,其面积S(b)=52.3万像素 。整个图像的像素数为Sall=162万像素,当S/Sall≥30%,认定该
图存在可疑的大连通区域。
2.3.2形状特征如果根据面积特征值S判定图像中有可疑大连通区域,则继续判定该大连通区域的形状特征。具体方法为:将得到的图像按列8等分,统计每列的像素值之和,再按行8等分,统计每行的像素值之和,得到1个8维数组,作为特征向量,如表1所示。
根据以上特征向量,注水猪胃的行(列)像素数最大值在第4行(列)或第5行(列),最小值在第1行(列)或第8行(列),行(列)像素数先经过递增区间,来到峰值,然后进入递减区间,即判定该区域形状为不规则类圆形状。
2.4判定结果
选取20头猪(18头正常猪,2头注水猪),每头猪拍摄5幅图像,共100幅猪开膛图像。用该方法对这些样本进行图像识别,识别出注水猪图像9幅,识别成功率为90%。基于此识别成功率,当每头猪抓拍到的5幅图像中有4幅被识别为注水猪图像,即将“注水”的图像识别结果提交给数据库。
3总结
生猪屠宰环节的2项最棘手的问题是私宰生猪和生猪注水。第1个问题,系统通过自动获取到的检测数据,自动判断是否合格生猪,驱动猪体灼印和打印出厂合格证,以此控制私宰猪无法得到灼印和合格证。第2个问题,如果屠宰厂(点)通过该自动化系统流水线屠宰注水猪,系统通过称质量法和图像识别法能够判定注水猪。系统解决了地方动物卫生监督部门在屠宰生猪上的实际问题,同时也为物联网应用于农业开辟了新领域。
参考文献:
[1]中国食品科技网.我国生猪产业发展问题研究[EB/OL].(2013-01-06)[2016-01-06]. http://www.tech-food.com/kndata/1047/0094750.htm.
[2]陈长喜,张宏福,飞颉经纬. 肉鸡生产产业技术体系生产监测与产品质量可追溯平台设计[J]. 农业机械学报,2010,41(8):100-105.
[3]陈长喜,张宏福,飞颉经纬. 肉鸡安全生产全过程跟踪与可追溯平台的设计[J]. 农业工程学报,2010,26(9):263-269.
[4]李江华. GB/T 19479—2004《生猪屠宰良好操作规范》的主要内容[J]. 肉类研究,2014(2):8.
[5]任永娟,周俊娥,陈茜. 生猪屠宰检疫流程和检疫要点[J]. 畜禽业,2011(3):58-59.
[6]张沙清,郭建华,杨玉法,等. 基于物联网的猪肉产品质量安全监管与溯源系统[J]. 软件,2013,34(12):6-9,31.
[7]雷建鋒,汪伟. 基于OpenCV的图像阈值分割研究与实现[J]. 现代电子技术,2013,36(24):73-76.
[8]王小军,曹晓燕. 定点屠宰场如何杜绝注水猪[J]. 畜牧兽医杂志,2011,30(1):84-85.
[9]展慧,李小昱,王为,等. 虫眼板栗的图像识别方法研究[J]. 农机化研究,2010,42(8):122-123.李俊虹,任萍,李俊伟,等. 膜上开沟栽植工艺的设计[J]. 江苏农业科学,2017,45(6):204-206.
doi:10.15889/j.issn.1002-1302.2017.06.053
猜你喜欢
电子制作(2019年16期)2019-09-27
中国交通信息化(2019年4期)2019-07-13
电子制作(2018年19期)2018-11-14
电子制作(2018年14期)2018-08-21
电子测试(2017年23期)2017-04-04
中国新通信(2016年16期)2016-10-18
科学与财富(2016年28期)2016-10-14
环球时报(2016-08-01)2016-08-01
电子设计工程(2015年8期)2015-02-27