变电站设备木板包装箱金属边带加工控制系统上位机程序开发设计
2017-05-08 14:07王昭雷王建树许磊
科技创新与应用 2017年12期
关键词:上位机
王昭雷+王建树+许磊
摘 要:在木板包装箱边带加工控制系统中,上位机采用VB系统编程,以电子尺形式显示加工信息,提出了一种自动排列冲齿和插齿的控制算法。文章详细阐明了上位机的程序流程,为上位机加下位机控制系统提供了新的控制方法。促进了木板包装箱边带加工控制系统自动化的发展。
关键词:边带机;程序流程;上位机
1 概述
变电站设备的运输需要考虑便捷和安全,基于此种考虑边带的木板包装箱被大量使用。边带箱由木箱边缘嵌入金属边带的加工方式制作而成,边带由镀锌板材经液压冲出齿状或孔状结构,每个边带箱由六块胶合板组合成六个包装面。在边带箱加工控制系统中,如果手动控制调整冲齿和插齿的位置,不仅麻烦而且容易引起误操作,因此在系统上位机控制策略中提出了一种自动排列冲插齿算法,使之自动完成冲齿和插齿的排列,提高生产效率。
上位分采用面向对象的Visual Basic 6.0,在VB中提供的串行通信控件MSComm,为实现上位机与现场各种设备进行通信提供了一种有效途径[1]。边带加工的下位机一般使用PLC控制,也可以用单片机控制步进电机实现需要的控制效果。步进电机已广泛应用于位置与速度控制中[2]。由于整个系统的反馈部分由编码器实现,因此系统驱动部分只需利用步进电机即可实现控制。
2 上位机软件程序设计
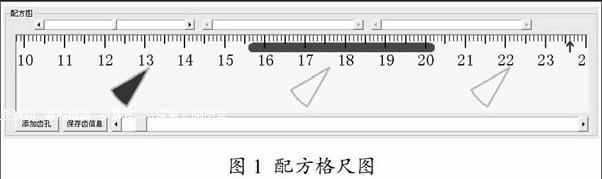
在一个控制系统中,上位机完成生产配方的生成与调整,并监控下位机的运行状态,当下位机出现故障时及时报警并发出相应操作命令,将系统的诸如齿孔间距、机架参数、单位脉冲数等基本信息赋值给下位机。为实现钢带配方数据的生成和对控制回路进行监控,本课题利用Visual Basic编写了监控系统软件,该软件实现的主要功能包括控制现场设备的启停、配方数据的加工处理、配方数据的生成、配方数据的调整与可视化、系统设备调试、齿参数的设定与配准、机架参数的设定、生产计划的生成与调整等。为了保护知识产权,监控系统配有硬件加密狗,只有在有硬件加密狗的情况下软件才能启动与运行,采用AES加密算法实现软件的识别与保护。配方图中,拖动下面的滑动条可以直观地查看一个完整的配方中所有要加工的部分所在的位置,即拖动滑动条相当于拖拉格尺。
生成配方的过程中,关键问题是冲齿和插齿的位置摆放,我们设定了两种排列模式,一是手动模式,二是自动模式。根据一个配方的总长度确定齿的个数,然后等距离摆放,根据齿的位置我们可知,只有在剪角和切断的位置可能存在齿与剪角或切断的交叉,存在交叉会破坏剪角和切断位置的完整性,虽然不影响使用但影响美观。在手动模式下我们设计为通过配方配置信息框中的剪角和切断的位置来快速排齿,即鼠标点击剪角或切断的表格框,配方图会自动跳转到相应的位置,进行快速排列齿位置,如图2所示。在冲齿和插齿的中心会存在一个向上的箭头,当该箭头出现时我们可以通过上面的滑动条拖动该齿的位置。
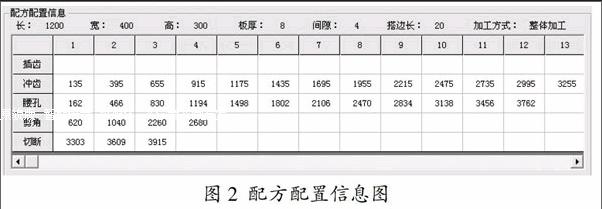
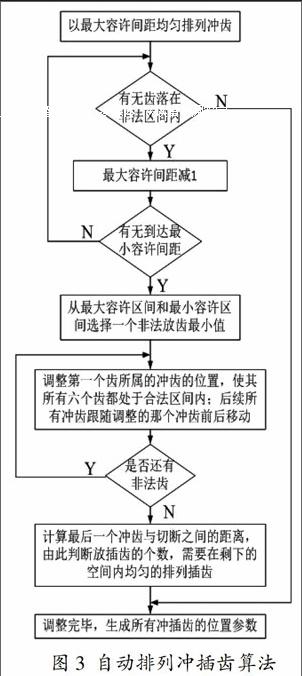
為了提高自动化水平,我们提出了一种自动排放冲齿和插齿的方法。从齿的位置来说,影响自动放置的主要因素:一是剪角的位置,即齿可以处在剪角的空隙中,但不能使齿与剪角的边缘有交叉,这样会破坏剪角形状的完整性;二是冲齿与冲齿之间不能有交叉,交叉情况下影响齿的合理分布也不美观;三是齿与切断位置的关系,最后一个齿的位置一定要处于最后一个切断位置的前面,且齿与前两个切断位置之间不能有交叉。为了达到上述自动排列所追寻的规则要求,我们通过以下迭代方式实现,如图3所示。
自动排列算法中,最小和最大容许间距为给定值,不同功能的箱体要求不同。冲齿的位置为六个齿的中心点,插齿的位置为两个齿的中心点。如果两个剪角或切断位置间经多次调整仍有非法齿时,说明排列失效,此时可以插入一个插齿后重排。
3 结束语
本文给出了基于VB上位机编程的木箱边带加工方案。上位机应用电子尺直观显示配方的加工信息,给出自动排列算法,实现了冲齿和插齿等关键工序的自动排列。上位机控制流程决定了整个控制系统的运行基础。为促进边带木板包装箱加工的自动化发展提供了有力保障。
参考文献
[1]马龙博,郑建英.基于组态王和VB的智能仪表实时监控系统[J].自动化仪表,2008,29(8).
[2]白玉,刘冰,李智.基于Cortex-M3处理器的步进电机控制系统[J].电子科技,2014,27(10).
猜你喜欢
科技资讯(2016年27期)2017-03-01
科技创新与应用(2016年36期)2017-02-21
现代商贸工业(2016年21期)2016-12-26
电脑知识与技术(2016年25期)2016-11-16
电脑知识与技术(2016年23期)2016-11-02
吉林农业(2015年6期)2015-10-16
湖北农业科学(2015年17期)2015-10-09
物联网技术(2015年5期)2015-07-18