基于炼铁高炉开炉的合理配料分析
2017-05-08 00:32张晓晨
科技创新与应用 2017年12期
关键词:配料
张晓晨
摘 要:在研究高炉炼铁配料问题时,文章以罗源闽光2号高炉为研究对象,对其进行了开炉及达产试验。从试验结果来看,在实施强化达产方案的条件下,使用50%的准一级外购焦和50%准一级自产干熄焦,并配备130m2烧结矿和低品位扬州球团矿等辅料,高炉利用系数在第6天达到3.585,因此可以实现快速达产目标。
关键词:高炉炼铁;配料;开炉;达产
1 研究对象概况
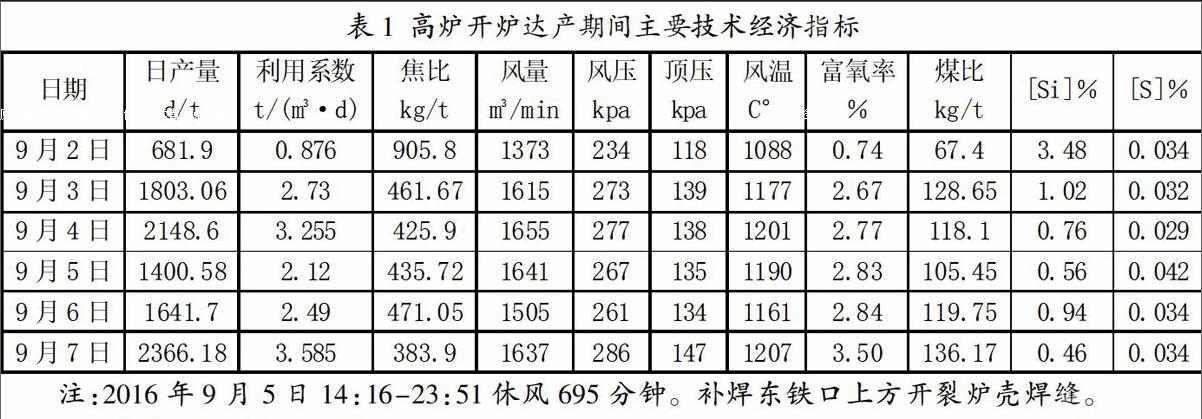
罗源闽光2号高炉有效容积达660m3,高炉配有2个铁口和18个风口,年产炼钢生铁78万t。采用HYWZ-C型无料钟炉顶装料设备进行合理配料,并于2016年9月1日18:35点火投产。如表1所示,为开炉达产期间主要技术经济指标。
2 高炉炼铁配料参数选择
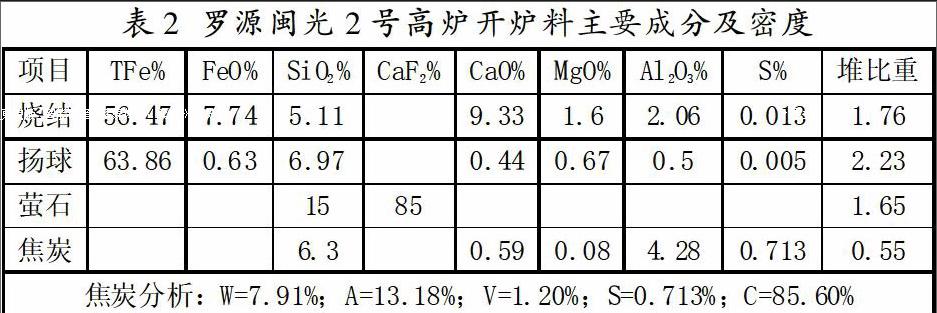
高炉开炉使用了50%的准一级外购焦和50%准一级自产干熄焦,并配备130m2烧结矿和低品位扬州球团矿等辅料。如表2所示,为开炉料的有关参数。在装料入炉期间,净焦、空焦干焦批6320kg。正常料干焦批6500kg,矿批重10000kg。分别为56%的高碱度烧结矿和44%的低品位扬州球团矿。从质量上来看,烧结矿粒度小于5mm不超过5%,品位不小于55%;球团矿的转鼓大于90%,抗磨小于5%,抗压不低于200kg/个;外购焦炭抗碎强度M25大于92%,耐磨强度M10小于5%。
在开炉料的参数设定上,采用全炉焦比3.0t/t,正常料焦比0.954t/t。正常料的碱度0.90,空料碱度为0.97。炉料压缩率10%,生铁中[Si]、[C]、[Mn]、[P]、[S]、[Fe]等元素成分分别为3.0%、4.6%、0.3%、0.14%、0.050%和91.91%。
3 开炉料填充及测试
3.1 开炉料填充
高炉此次开炉采用全焦开炉,死铁层、炉缸、炉腹的二分之一为净焦,炉腹二分之一处至炉腰上沿为空焦,炉身以上装正常料加空焦。在不拆除烘炉导风管的条件下,使铁口孔道保持畅通,在烘炉凉炉到150℃后休风堵完风口,高炉开始投料。在装料前一天,需完成料的堆比重测定,并完成开炉料组成校核且再次核准探尺零位。
3.2 装料测试操作
装料测试的主要目的是检验装料设备,收集与上料、布料有关的参数,以便为高炉生产提供数据依据。高炉于8月31日开始装料,料批严格按照制订的开炉料计算方案和测料面方案进行开炉料装填。在炉缸至炉腰上沿处,布净焦倾角α为10°,布空焦倾角α为12°。这部分主要通过测定料罐实际最大装焦量来确定料罐最大容积。同时进行炉顶设备的柱塞阀、上密封阀、下密封阀的开启和闭合时间,料车的上行时间,节流阀角γ不同开度焦炭料流速度的测试。在炉身上部料线达到5m时,应停止上料。进行不同α角下矿石和焦炭碰撞点及料流轨迹的测试。打开大方人孔及点火人孔,从大方人孔进人,自探尺零位炉喉钢砖下沿垂直方向,开始用白色涂料作400×400mm的标记,间隔500mm同时在边上标明所对应的料线,按先布焦再布矿的顺序,固定各自的α角度,设定好用料量,以3-4圈为准。当料线约为3m时,停止测试碰撞点接着测试料流轨迹。先进行工具制作,根据炉喉直径(Φ5200mm)选取2根长度为5200m
m的吹氧管,并排焊在一起,依次在吹氧管的1/2、1/4、1/8、1/16处分别用吹氧管焊个垂直杆,为便于识别可选取不同长度的吹氧管。在焊好的骨架两端分别绑上4-5m长的铁线,便于根据不同料线调整高度。进行料流轨迹测试,通过控制铁线的长度,使测量工具处于不同的料线处,观察矿、焦在不同料线下的布料轨迹。在同一料线处也是按先布焦再布矿的顺序,α角度以预计常用的角度为优先测定对象,逐个进行,直至正常料线为止,最后测定中心加焦角度。此时高炉装料及测试工作全部完成。以上测试内容过程要认真做记录,加以整理。以便于调整高炉强化过程中的布料参数选择。
4 高炉开炉达产过程及结果
从高炉开炉送風制度上来看,高炉于9月1日18:35开始送风点火,风口尺寸为Φ105mm×11+Φ100mm×4+Φ95mm×3,大小风口间隔堵10个风口,送风风口尺寸为Φ105mm×4+Φ100mm×2+Φ95mm×2,送风风口面积达0.0648m3。风压0.06MPa,风量450m3/min,用最高风温点火,风口燃烧正常后可酌情增减。送风后5、10号风口先亮,其余送风风口在19:53全亮。高炉送风后,操作方针以稳定顺行为主,确保炉温充足。同时把握好时机渐开风口,增加风量,提高冶炼强度。开风口顺序沿铁口依次对开,每增加一个风口加风100m3/min左右,提高炉顶压力5-10kap。2日15:36捅开1号风口,高炉实现全风口送风。
从送料情况来看,高炉于21:05机械探尺动,料线2500开始下第一批料,矿批7600kg,焦批4730kg。布料矩阵为:O325°;C423° 421°,后随风量、料批的增加,并为始终确保中心和边缘两道煤气流,至2日逐调整为O228° 326° 224°;C329° 227° 225° 223°。经多次取煤气样检验合格后,21:35引煤气,22:08铁口来渣,23:02铁口大喷后堵口。9月2日0:00,下料体积达到435.88m3。0:16高炉第一次开口出铁,铁口喷吹后堵口。此时[Si]和[S]分别为4.67%和0.088%,出渣铁约5吨,流向干渣坑。8:00风口送风风量达1116m3/min,风压217Kpa,渣铁物理热、流动性得到改善。8:22高炉开口出铁,铁水开始过憋渣器,8:56铁口喷吹后堵口,出铁量达到了48.92t。生铁成分:[Si]4.71%、[C]3.87%、[Mn]0.17%、[P]0.116%、[S]0.053%、[Fe]90.84%。炉渣成分:(SiO2)22.62%、(CaO)37.71%、(Al2O3)24.53%、(MgO)6.24%。
为实现高炉快速达产消除隐患,5日高炉计划休风695min,补焊东铁口上方开裂炉壳焊缝。休风时,堵3、5、7、9、12、14、16号风口,5日23:51复风,复风后结合炉温、炉况顺行渐开风口,至6日8:36全风口送风。随风量增加,逐扩大料批,加重焦炭负荷。开炉第二天,[Si]降至1.0-1.5%,[S]控制在0.020-0.035%,第四天则[Si]降低至0.4-0.6%,[S]控制在0.020-0.035%。7日2号高炉利用系数达到3.585,实现快速达产目标。
5 结束语
通过分析可以发现,想要使高炉炼铁效率得到提高,还要实现合理配料,并做好开炉参数的选择,确保顺利开炉打下基础。开炉成功后,应加强高炉操作的优化,以确保高炉煤气流能够得到合理分布,[Si]、炉渣碱度控制在理想范围。通过采取这些措施,使高炉利用系数快速达到3.585,实现快速达产目标。
参考文献
[1]卢芳颖,陈敬佑.三钢5号高炉开炉及达产实践[J].炼铁,2008,
04:24-27.
[2]安钢6号高炉开炉料布料测试实践[EB/OL].http://wenku.baidu.com/link?url=q8tliKiHOiSdtmccUGWRO5Kn60RwU8yFyam73onUpMB4VVL6AR467hEE-fs7GilXDaT5rhLre0Y-8T20uwQZe9PVXwBTrpwta_YWsAxpvma.
猜你喜欢
法人(2021年11期)2021-11-24
疯狂英语·新阅版(2021年5期)2021-06-21
数学大王·中高年级(2020年8期)2020-08-14
山东工业技术(2018年14期)2018-08-20
当代化工(2015年6期)2015-10-21
山东工业技术(2015年20期)2015-10-13
进出口经理人(2009年2期)2009-03-25