几种优化策略在机床电路改进中的应用
2017-05-08 21:55马志红
科技创新与应用 2017年12期
马志红

摘 要:对机床的改进主要是通过对机床的电路进行改进,从而实现机床功能的提升,而在此过程中对于电路的优化策略主要有经验优化和PLC软件优化两种。文章通过几个实例应用,让大家了解不同优化法的特点。
关键词:优化;策略;机床电路;改进
随着我国经济的发展,各类新型的机械设备不断涌现,这就对加工机床提出了新的要求,一些机床必须进行改进,以满足加工零部件的需要。在对机床的改进过程中主要是通过对机床的电路进行改进,从而实现机床功能的提升,而在此过程中对于电路的优化策略也不尽相同。下文将从机床电路改进的目的入手,阐述不同的优化策略在机床电路改进中的应用。
1 机床电路改进的内容
1.1 机床电路改进的目的
机床电路改进的目的就是在普通机床或原有机床上通过电路的改进加装一些电子或运动部件,甚至是直接加装数控系统,从而实现对机床机械部分运动的控制,使机床机械部分加工精度、效率和功能的性能得到提升,最终实现机床加工性能的整体提高。
1.2 机床电路改进的重点部位
机床电路的改进,主要是实现对机械部分运动状态的重新控制。机床的机械部分大体可分为床身部分、主轴变速箱、拖板部分、换刀及进刀装置,这四大部分中除床身部分没有电路外,其他三部分电路各有各的特点。
主轴变速箱电路主要是控制电磁离合器的动作及运动电机的电流的变化实现变速电机转速的变化。
对于改进机床拖板部分的电路最为复杂,不仅要控制拖板电机的运动速度,同时要将检测和反馈的信号转变成步进电机运动指令,从而实现拖板的点位、连续控制,满足加工零件的坐标精度要求。
换刀和进刀装置的电路主要是控制刀具的运送,其重要功能是刀库的选择性触发开关。
2 机床电路改进的优化策略
2.1 机床电路改进优化的方式
机床电路的改进是一项复杂的工程,一般有两种方式:即经验优化和PLC软件优化法。
经验优化就是通过电路改进人员的经验判断和逻辑推理,根据机床加工工艺要求和加工过程中的典型环节来对原有电路进行修改,具体通过添加电气设备元件和触点,改变电路内电器的数量、类型或增加继电控制开关,实现电路的联锁,最后综合成所需的控制电路。这种优化方法适用于不太复杂的电路,但是优化方法较为简便易于实施。
PLC软件优化法就是将改进机床预想到的目标事先设计好,在电路中添加PLC技术电路,将机床电路中的各个节点的输入输出信号全部由PLC进行程序管理,通过PLC程序软件来控制集成电路,从而实现电路的集中统一控制,再由其实现机床加工精度和功能的改变。这种优化方法较为复杂,但是能够极大程度的提升机床加工性能。
2.2 机床电路经验优化法改进策略的应用
在磨削机床电磁无心夹具中有一自耦调压器,这个自耦调压器在使用中极易损坏,通过平时经验的观察,只要将励磁电压固定在既能满足电磁吸力又能使线圈不超过额定电流的情况下,将主变压器改进为次级抽头调压,这样就可以去掉调压器。
另外,机床上普遍使用的行程开关,在使用过程中难免溅到磨削冷却液,长此以往这就会造成开关触点和接线的锈蚀和受潮,再加上频繁的撞击,就会促使开关的绝缘程度降低缩短开关的寿命。但是如果将行程开关改进为磁控开关,这一问题也许会迎刃而解。
从上述两个电路的经验优化法来看,这种方法对于机床的小改进比较适宜。
2.3 机床电路PLC软件优化法改进策略的应用
机床之所以需要改进,大多是由于原机床控制电路为继电器控制,触点较多、控制线路复杂、同时一般都比较老化,故障率较高。采用PLC对其控制线路进行改造,可以大幅机床的加工效率。现用西门子CPU 226AC/DC/RLY型可编程控制器应用在对T68卧式镗床改造中的电路优化方法做一个举例。
T68卧式镗床拖动系统为两台三相交流异步电动机,采用接触器直接起动控制线路,对其进行控制电路改进保持原有的操作方式,保留原有的按钮、行程开关、控制变压器、交流接触器及热继电器等继续使用,就是将原有的继电器控制线路改为由PLC编程来实现。
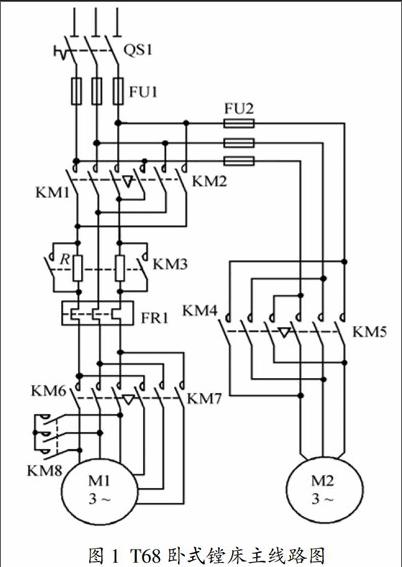
其原有的接线图如图1所示:
2.3.1 T68卧式镗床控制线路特点
控制线路电压为110V,安全照明灯电压为24V,信号灯电压为6V,均由控制变压器TC提供电源。主电动机M 1为双速电动机,交流接触器KM 1与KM 2控制其正向转动和反向转动的启动与停止.交流接触器KM 3用来短路限流电阻R.M 1的过载保护电器是FR 1。其高低速的变换由主轴孔盘变速机构内的限位开关SQ控制,在常态下,SQ断开低速;当SQ被压下时,接通高速。接触器KM 6、KM 7以及KM 8用来改变主电动机定子绕组的联接方法。当KM 6的主触点闭合,绕组接成三角形,主电动机的转速为1460r/min。当KM 6的主触点断开,KM 7和KM 8的主触点闭合时,绕组接成双星形,主电动机的转速为2880r/min。主电动机定子绕组中串联限流电阻,来限制电动机的启动电流和反接制动电流,主电动机低速时可直接启动,在高速转动之前要保证先接通低速转动电路,经过一段延时再自动转换到高速,以减小主电动机的启动电流。主电动机缓转运动是通过限位开关SQ 1和SQ 2实现的,而机床主轴进给变速是通过限位开关SQ 3和SQ 4以及速度继电器来控制的。SQ 5、SQ 6与I1.4、I1.5和M 0.0配合以完成主轴进给与工作台进给的互锁功能。SQ 1、SQ 3在机床正常运行时触头为断开状态。
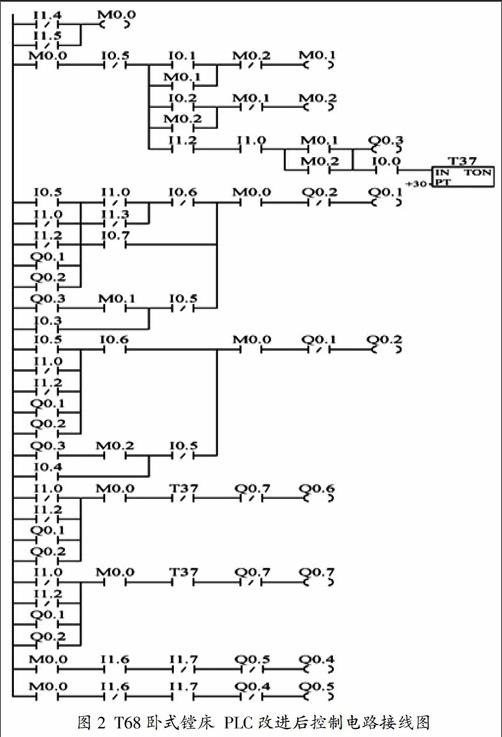
2.3.2 T68卧式镗床控制线路PLC改进
PLC改进后控制电路接线,如圖2所示。
PLC编程的控制原理的梯形图,如图3所示。
2.3.3 T68卧式镗床控制线路PLC改进后电路特点
主电动机M1实现正向点动、反向点动、正向低速转动、反向低速转动、正向高速转动和反向高速转动六种运动状态。同时可以实现主电动机的反接制动控制,而且主轴变速或进给变速时主电动机能够完成缓转控制,主轴箱、工作台的快速移动控制。
机床经过改造后,使用的电器元件大为减少,控制线路简化了,经过一段时间的试运行,效果良好,故障明显减小,生产效率显著提高。
在对机床电路改进过程中,改进人员要从机床电路的特征研究入手,将经验优化和PLC软件优化有机结合在一起,合理改进机床的电路,从而完成系统的优化和功能的提升。
参考文献
[1]黄景良.人机界面和PLC在机床改造的应用[J].黑龙江科技信息,2012(2):43-44.
[2]李亚非,吴康雄,易继军.旧机床的数控化再制造技术探讨[J].机械,2014,2(33):55-57.
[3]张凯,黄真.普通铣床的PLC改造方法[J].装备制造技术,2014,5(11):33-37.
[4]张万忠.可编程控制器应用技术[M].北京:化学工业出版社,2009.
猜你喜欢
中国品牌(2021年6期)2021-08-06
福建基础教育研究(2019年3期)2019-05-28
福建基础教育研究(2019年11期)2019-05-28
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
时代英语·高三(2014年5期)2014-08-26