轴系紧配螺栓孔损伤机理及镗孔修复工艺
2017-05-04 05:16董文辉邹沛
广东造船 2017年1期
董文辉 邹沛


摘要:船舶维修轴系时,在拆除中间轴法兰连接螺栓时因各种因素造成螺栓孔的拉伤、崩口等缺陷,尤其在与主机飞轮端法兰连接的紧配螺栓出现损伤的概率更甚。改变配合件的原设计配合尺寸是船舶零件修复工艺的一项基本原则。在不降低轴系设计的强度范围内,采用扩孔法修复损伤的螺栓孔精度,是船东易于接受的方法。
关键词:中间轴法兰;紧配螺栓;镗孔
1.前言
船舶轴系是船舶动力装置中的重要组成部分。船舶特检检验轴系时拆除中间轴法兰连接紧配螺栓是必须操作步骤。拆除螺栓时经常会出现螺栓孔的拉伤、崩口等现象。本文以我司拆装轴系法兰紧配螺栓的典型案例为例,描述受损紧配螺栓孔的损伤机理及镗孔修复工艺。
2.螺栓孔损伤的几种因素
拆装螺栓时会造成紧配螺栓孔的原因是多种多样的。现对四种典型因素做简要分析。
2.1加工件刃边角未倒钝
某散货轮中间轴飞轮端法兰连接螺栓,拉出后螺栓体损伤状况。该螺栓加工完成后,未对螺栓端部刃边作倒钝/抛顺处理,致使刃边存在。当螺栓在过盈配合的孔内拉出动作时,刃边刮伤孔面,继续拉出时,接触面起瘤、划痕等,如下图1所示。
2.2安装螺栓时,配合面混入了脏物或未清洁干净
当使用冷缩法冷冻螺栓安装时,空气在冰冷的螺栓表面易出现凝霜,此时使用手套拿装螺栓时,手套上附带的颗粒状脏物易随结凝霜附着在螺栓表面,一旦清洁不干净,很可能将杂质带进紧配面内,造成下次拆卸的损伤。所以务必使用干净的皮手套,且作数次抖动去除粘附物。推人螺栓前要再次检查确认螺栓表面干净无杂物。
2.3螺栓安装时采用二硫化钼作润滑剂
二硫化钼是重要的固体润滑剂,通常施工人员在安装冷冻的螺栓前喷人二硫化钼,而拉出时常常会有损伤,如图2所示。实际上轴系螺栓是过盈配合尺寸,常温下拆除螺栓时,过盈配合的螺栓与孔配合面中间夹杂的二硫化钼会起到反作用“增摩”效果。在“GB50231-2009机械设备安装工程施工及验收通用规范第五节‘装配第5.2.10项:具有过盈的配合件装配时,强调“配合面涂一薄层不含二硫化钼添加剂的润滑油”。图2中损伤的销和孔配合面残留大量的曾冷冻前喷涂的二硫化钼。
2.4螺栓受额外的冲击力而变形,拆检时拔不出
2014年来我司检修一艘有10多年船龄的散货船“欧米伽”轮中间轴前法兰及其联接螺栓。船员反馈在航程发现中轴与飞轮端法兰连接螺栓螺母有松动现象。后打紧螺母,航次结束后拆检,用油顶外拉拔除时,发现有多颗螺栓横面断裂,如图3所示。螺母的松动造成螺栓在传递力偶时受到了额外的剪切,拉伸/挤压等冲击力,未及时发现并处理,再加上主机侧的震动,长时间造成了螺栓磨损、变形,产生内应力等,也就有了检修时螺栓直接拉断的现象。所以对于运营中的船舶,要定期檢查螺母的紧固情况。
3.镗孔修复工艺
中间轴材料多为锻件,有着优异的机械性能,其法兰螺栓孔承受着传递力偶的重要作用。在不降低原设计最低适用强度的前提下,重新镗孑L修复损伤的紧配螺栓孔是直接有效的修复方法,也是船东船检易于接受并认可的首选方法。
3.1镗孔孔径及偏心量的确定
镗孔前主要根据下述三项要求来定镗孔的孔径及位置:(1)紧配螺栓的直径d不小于设计强度的最小计算值df。(2)通过轴系强度计算书确认最大的孔径。(3)根据“CB/T 3417-1992,CSCS,‘船舶轴系、螺旋桨和舵系的修理技术标准之‘船舶尾轴、中间轴、推力轴及联轴器修理技术要求,第21页,第6.1项:‘经加工修理后的船轴,连接法兰的螺栓孔边缘至法兰外圆的厚度不小于连接螺栓直径的0.3倍,第6.2币.‘对于连接螺栓本体上不大的擦伤或刮痕、联接法兰螺孔内表面少量的刮痕,其斑痕面积不超过总面积的25%时,允许修刮后继续使用。但螺孔内损伤严重时,应铰孔或扩孔并更换连接螺栓。”
根据以上规范,结合螺栓孔损伤的原因(如:拉伤、割伤)和损伤缺陷的大小、深度,并参考船东船检的意见来确定镗孔的目标直径,及重镗孔是否采偏心镗孔法等。
3.2镗孔步骤
(1)检查并确认轴系实际校中值符合规范要求;
(2)安装并打紧法兰工装螺栓,确保镗孔过程中轴系中线不变动;
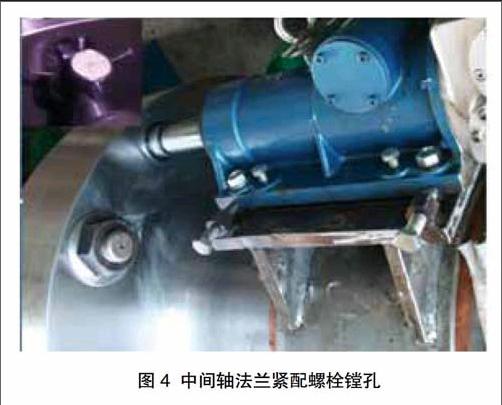
(3)安装镗机,如图4;
(4)校中镗杆:在镗杆端安装百分表,(同心圆法镗孔)测孔的端面跳动和内圆跳动(如图4左上角);
(5)粗镗孔后更换浮动铰刀精车,完工测量数据并报验。
4.结束语
现在新船轴系螺栓在加工时普遍给予0.01~0.02mm的过盈量,但笔者根据多年的生产实践,建议采用0~0.01 mm的过渡配合,这样在安装和拆卸时都可以降低螺栓损伤的程度,当轴系热态时,其间隙量会随着金属的热膨胀减小,对轴系的运行是没有影响的。